
白炭黑行业打浆自动化新控制方式的探索
2020-10-12 12:06冯肖琳
仪器仪表用户 2020年10期
王 聪,冯肖琳
(金能科技股份有限公司,山东 齐河 251100)
0 引言
在白炭黑的生产过程中有一个重要的工段就是打浆,打浆的过程其实就是对已经过压滤和洗涤后的滤饼进行打碎处理,并且添加一定浓度的浓酸和添加剂,用以调整白炭黑产品的pH 值或是色度等指标,使白炭黑产品性能更好。打浆的过程能够直接影响白炭黑产品的指标,包括堆积密度、pH 值、硫酸盐含量、白色、粘度等指标;同时,打浆效果的好坏也将直接决定干燥工序产品指标的合格性。因此,打浆是白炭黑生产中至关重要的工序,白炭黑生产所用的料浆设备也至关重要[1]。
金能科技股份有限公司现拥有6 万吨/年生产能力的白炭黑生产车间。白炭黑的生产采用沉淀法,打浆装置共有4 套,可以实现4 个一级打浆和两个二级打浆的生产模式。车间生产采用Emerson 公司先进的Deltav DCS 控制系统(Distributed Control System)[2],对生产的各个环节进行分散控制,集中管理。
1 打浆生产工艺简介
打浆在白炭黑的生产连续性操作中是一步承上启下的工序,对前一工序反应后的滤饼进行打浆处理,粉碎为白炭黑小颗粒浆料,合格的白炭黑浆料为后续的干燥工段提供合格的干燥喷雾原料。本公司的每个打浆罐上均有两台搅拌电机,搅拌方式分为内外两种逆向搅拌;打浆罐的进料采用输送皮带机Y-401 进行物料输送;变频泵P45110进行打浆罐物料的采出,而每个打浆罐配有两个气动调节阀和气动快速切断阀,气动调节阀(位号为FV-45031)用以调节浓酸的流量,气动调节阀(位号为FV-45035)用以调节添加剂的流量。打浆过程中,要求岗位员工控制打浆罐液位为80%~90%区间内,因为液位控制区间相对来说比较窄,控制精度较高,所以液位过高或是过低都将影响打浆效果和打浆指标的控制。
另外,打浆并不是孤立的操作过程,打浆的顺控操作开始于压滤工段的压滤机的出料口,而打浆的结束点几乎达到了干燥工段干燥喂料罐的液位。
2 新型控制方案的研究过程
2.1 复杂控制系统的研究
整个打浆过程是一个连续的顺控操作过程,生产实行连续化,控制要求为全自动化的控制方式,所需要的都是基本的控制原理[3],包括从压滤后的滤饼开始,经过打浆过程,再到搅拌的变频调节,一直至将打浆后液体送至干燥工序。为了便于对整个打浆系统的分析,现将打浆中包括的控制系统进行拆分处理如下:
PID 回路:浓酸流量调节回路(FC-211)、添加剂流量调节回路(FC-212)、采出变频流量调节回路(FC-213)、打浆搅拌频率调节回路(MC-210)。
比例调节回路:添加剂流量与皮带输送滤饼比值(FY206_SP)、浓酸流量与添加剂流量比值(FY212_SP)。
电机控制:搅拌电机M1、M2,输送皮带Y-401,采出变频泵Y-217,干燥给料罐搅拌电机M3。
复杂控制回路:打浆罐液位与采出流量调节回路、浓酸流量与添加剂流量调节回路。
以上就是打浆过程复杂控制系统的组成部分,打浆的操作核心就是控制打浆罐的液位稳定,这就需要控制打浆罐进出料的稳定,而问题的难点在于皮带输送机没有安装称重装置,如果有称重装置可以直接测量进料量的大小,然后根据比率的关系进行计算就可以直接控制液位的稳定。然而现在无法直接测量进入打浆罐物料的量,就需要通过其他的方法进行间接计算,实现稳定液位的控制。本公司针对目前的打浆生产过程,在不增加任何硬件投入的情况下,研究了一套新型的打浆自动化控制方式,具体解决方案如下:

图1 控制系统方框图Fig.1 Block diagram of the control system
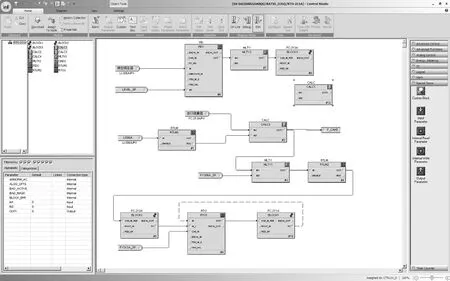
图2 复杂控制系统DCS程序Fig.3 DCS program of beating sequence control system
根据自动控制原理[4],首先假设进入打浆罐的物料为一不变量,由于浓酸和添加剂的加入量很小,暂且忽略不计,以物料为基本变量进行计算,那么自动控制的数学模型即为皮带进料、打浆罐液位和采出物料流量组成的前馈控制系统,图1 为控制系统方框图。
根据方框图,为了计算皮带的进料量,可以根据传递函数关系,结合DCS 控制的编程算法,利用打浆罐当前液位与设定液位的差值进行计算,采取前馈控制系统的PID控制模型。
液位变化率的采集方程为:roc={IN-IN[t-1]}/△t
其中,roc 为周期输入的计算变化率,IN[t-1]为来自前一个周期的IN 值。
通过数学公式积分的计算[1],可以对(0,t)时间内的液位值进行采样积分求得,其液位变化率近似认为是打浆罐内的白炭黑浆料体积流量的变化,故可以初步计算打浆罐的进料量为:M=FC-213.PV+250×1000×roc。
根据滤饼和添加剂的比例关系,可以求得添加剂加入设定流量为:FC-212.SP=250×1000×roc×FY206_SP。同理,可以求得浓酸加入设定流量为:FC-211.SP=FC-212.SP×FY212_SP=250×1000×roc×FY206_SP×FY212_SP。

图3 打浆顺控系统DCS程序Fig.3 DCS program of beating sequence control system
因此,根据以上的公式,可以看出浓酸流量与添加剂流量调节回路仍旧为复杂的比例调节回路,在DCS 系统内编程如图2 所示。
至此,打浆过程中复杂控制部分已经完成了程序化设计,设计的思路就是利用自动控制原理,根据液位的偏差来计算打浆罐通过皮带传输进入打浆罐内的物料的量,而后以这个量为基础进行程序化的设计,从而实现控制打浆罐液位的稳定。
2.2 打浆连续操作顺控系统的研究
完成打浆过程复杂控制方案的设计和编程,只完成了打浆生产工段的一部分控制,仍旧不能实现打浆一键操作的连续顺控控制。根据工艺生产的要求,控制打浆罐液位为80%~90%,当低于85%液位时需关闭采出泵;当液位在80%~90%范围内,已满足打浆过程的复杂控制系统的要求,按照预先设定的控制系统要求进行自动调节;当液位在80%~85%范围内,开启采出泵,但是频率预设值较小。由于打浆为整个白炭黑生产的一个工序,故打浆的液位和后续工序的液位计是有联锁的,当打浆罐液位高于90%,而联锁的干燥喂料罐液位不大于90%时,打浆的顺控将会停止皮带输送机的进料,确保打浆罐液位的稳定。具体顺控程序如图3 所示。
3 结论
通过以上打浆过程自动化新型控制方式的研究,可以在目前不增加任何设备的情况下很好地解决打浆过程复杂控制系统的功能的实现,上述改造也具有以下的使用效果:
1)较好地完成了打浆过程复杂控制系统的功能实现,自从改造投产以来一直运行较为稳定,液位的波动不是很大。
2)实现了从压滤到打浆的顺控操作,使白炭黑连续化生产有了进一步的提升,提高了白炭黑车间产品的年产能力。
3)自动化生产的连续化极大地降低了员工的劳动强度,提升了员工的工作环境。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
橡胶科技(2022年8期)2022-09-01
石油工业技术监督(2022年7期)2022-08-18
科学家(2022年3期)2022-04-11
化工管理(2021年23期)2021-08-25
弹性体(2021年6期)2021-02-12
中国特种设备安全(2019年7期)2019-09-10
橡胶工业(2018年5期)2018-07-28
中国资源综合利用(2016年11期)2016-01-22
汽车维护与修理(2015年2期)2015-02-28
