
复合板深孔钢衬高强度、快速安装施工技术
2020-10-09 20:34刘同兵刘俊
砖瓦世界·下半月 2020年9期
刘同兵 刘俊
摘 要:目前水电站建设周期不断缩小,而深孔钢衬的安装时间往往制约大坝的持续性上升,是影响整个工期进度的关键性工作,如何高强度、快速安装复合钢板深孔钢衬具有极其重要的意义。本文通过对复合钢板的工艺流程、操作要点的介绍,从各工序研究了复合钢板深孔钢衬高强度、快速安装技术工艺。
关键词:上升;关键;高强度;快速;复合钢板
1 引言
随着我国综合国力及设计施工手段的不断上升,深孔钢衬由一般的Q345C低合金钢板材料优化为不锈钢+低合金钢板的复合材料,再设计上设置增加了渐变段、弯段等结构,工艺要求高,安装难度大;同时钢衬在现场安装过程中占大坝浇筑直线工期,在保证混凝土间歇期的基础上,必须从钢衬安装工期缩短,达到高强度、快速安装技术施工要求。
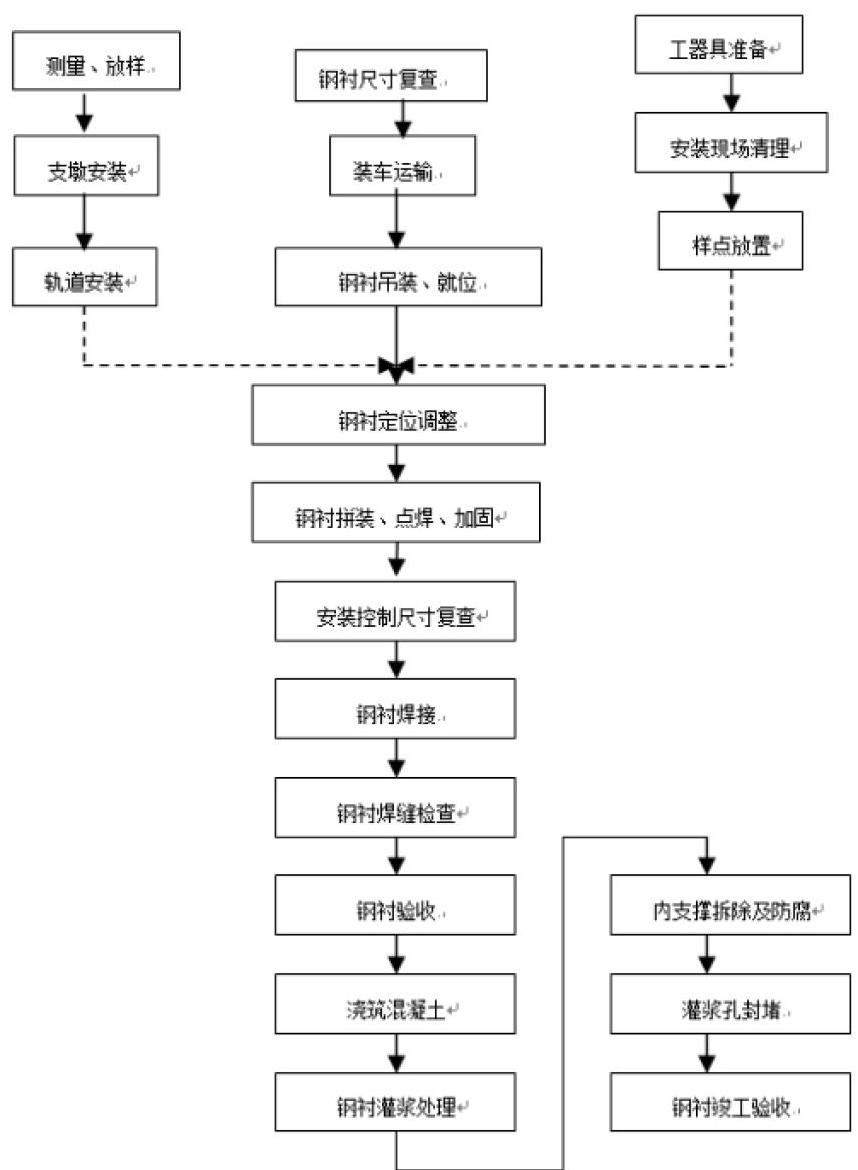
2 施工工艺流程
深孔钢衬安装程序见下图:
3 操作要点
深孔钢衬在大坝仓面两两组拼后,以一大節为安装单元进行吊装、就位,安装完成后分层浇筑混凝土(中心线高差太大的孔位采取分段验收、分层浇筑的施工方式进行施工)。在混凝土分别浇筑至接近钢衬时开始钢衬安装轨道安装(具体高程在保证钢衬安装空间的条件下以混凝土浇筑分层情况确定),紧接着进行钢衬本体安装,锚筋焊接根据混凝土分层浇筑情况进行分层焊接。
3.1 深孔钢衬大坝卸料平台组装
在大坝卸料平台预搭设一模拟仓面的组装平台,组装平台底部为自制千斤顶,可依据设计图纸要求,根据各孔钢衬各部位不同倾斜度以及高度进行调整。在组装过程中,模拟仓面安装,利用300t汽车吊以及自制千斤顶对钢衬的高度以及环缝的间隙进行初步调整,再利用2个50t的千斤顶及若干个5t链条葫芦等工具进行精调。组装钢衬时,应从1~16的分节顺序按水流方向组装,这样可以减少缆机吊装时的倒运量,保证吊装时使用对应孔口的缆机。组装采用相邻管节(即1节和2节组装;3节和4节组装的方式进行)两两组拼、焊接,组拼节与节预留800mm的间距,保证组装、焊接时人员道路通畅。为保证管口(进水口)垂直于地面,必须根据钢衬底部的倾斜度,通过楔铁进行调整高差。组装时应调整环缝间隙≤3mm,环缝对口错边量≤2mm,并保证管口平面度≤3mm。因钢衬立式组装高度超高,为避免钢衬在组装过程中出现晃动,所以钢衬两侧布置规格为[10槽钢侧向拉筋与边坡预埋钢筋连接,将钢衬固定。
3.2 深孔钢衬测量放样及安装轨道搭设
在混凝土浇筑至各钢衬安装高程时,需对深孔钢衬轴线的控制点进行测量放样,由于钢衬安装轨道是实现钢衬调整、定位安装的基础,故底座必须牢固、可靠,分别在底座下相应部位预埋钢板以进行支承钢架固定,做好搭设钢衬安装轨道的准备,待大坝仓面清理干净后,对深孔钢衬轴线控制点进行精确放样,利用样冲在预埋钢板上精确标记出钢衬安装轴线控制点,并将测量数据保存。在进行底座安装时,根据测量数据和标记的样点搭设钢衬安装轨道,根据钢衬分节位置将底座与预埋钢板焊接,且各底座间采用型钢进行连接。为加快安装进度及便于质量控制,在各底座上分别标识出安装基准线(如孔中心线、高程线等)。
3.3 深孔钢衬始装节定位安装
根据钢衬安装的形式,分段安装的钢衬始装节设在钢衬中部,钢衬安装由始装节开始向两端延伸,逐节进行安装;如一次性安装,上挑段钢衬不便安装、固定,始装节设在钢衬上游第一节,钢衬安装由始装节开始向下游方向进行。
始装节安装时,组拼后的钢衬重量超过30t,所以利用两台30t缆机进行抬吊,将钢衬吊运至钢衬安装轨道上,根据吊装前已安装好的定位块以及钢衬安装轴线,将钢衬定位。安装时,先进行中心的调整,用千斤顶调整钢衬,用吊线锤进行监控,使钢衬的下中心点的投影点对准预埋的控制点,并将钢衬调整到要求的高程。合格后在钢衬与支墩间隙之间打入楔型铁,重新检测和调整中心、高程、里程,这样反复数次,直到满足安装设计要求后进行加固。加固完后再次进行中心、高程、里程的检测,并作好记录。钢衬始装节的安装质量的控制好坏,直接影响到其余管节安装的质量,必须严格控制安装位置。
始装节就位后须用全站仪复核其里程、高程以及孔口中心线。
3.4 深孔钢衬其他管节安装
3.4.1 孔身段其余管节安装
始装节安装加固合格后,进行第二节的安装,采用千斤顶调整管节,使管节的上、下游管口中心、里程、高程符合安装设计要求后进行压缝,并注意控制钢衬错边和环缝间隙应小于等于3mm。
当钢衬调整完成后,检查钢衬的焊缝错边情况、轴线偏差、管口的中心偏差和里程偏差。对于钢衬起点、终点以及弯段起点、终点部位均应作为检测控制的重点。始装节的里程偏差不超过±5mm,弯管起点里程偏差不大于±10mm,相邻管节轴线中心偏差不大于3mm。
当所有项目均满足要求后进行环缝的焊接。
3.4.2 进口段安装
进口段钢衬安装按照混凝土浇筑高程进行,分上部钢衬和下部钢衬,下部钢衬呈U型,上部为平行且左右对称的瓦块。
首先安装下部钢衬,安装的要点是控制管口中心、高程及垂直方向的倾斜度。安装时,先进行中心的调整,用千斤顶调整钢衬,用吊线锤进行监控,使钢衬的下中心点的投影点对准预埋的控制点,并将钢衬调整到要求的高程。合格后在钢衬与支墩间隙之间打入楔型铁,重新检测和调整中心、高程、里程,这样反复数次,直到满足安装设计要求后进行加固。加固完后再次进行中心、高程、里程的检测,并作好记录。进口段下部钢衬的安装质量的控制好坏,直接影响到上部管节安装的质量,必须严格控制安装位置。
其次安装上部钢衬。先在现场将左右对称的瓦块,根据开档尺寸,利用2个平衡梁固定。拼装平衡梁时应控制钢板上、下、左、右方向的错位及开档距离,要求偏差小于等于2mm范围内,并在内部设置6层内支撑防止变形。安装时通过30t缆机吊装平衡梁进行就位,用千斤顶调整钢衬尺寸,用吊线锤进行监控,使上部钢衬中心点与下部钢衬中心点重合。合格后进行压缝,并注意控制钢衬错边和对接缝间隙应小于等于3mm。
当钢衬调整完成后,检查钢衬的焊缝错边情况、轴线中心偏差、同侧钢衬的垂直度和高程及里程偏差。对于进口钢衬起点、终点部位均应作为检测控制的重点。底部钢衬装节的里程偏差不超过±5mm,高程偏差不大于±10mm。
钢衬就位后须用全站仪复核其里程、高程以及孔口中心线。
3.4.3 出口段安装
出口段钢衬安装按照混凝土浇筑高程进行,从底部到顶部的顺序进行安装。
由于出口段分节为平行且呈左右对称的瓦块,所以根据平行瓦块的开档尺寸制作2个平衡梁将其连接、固定。拼装平衡梁时应控制钢板上、下、左、右方向的错位及开档距离,要求偏差小于等于2mm范围内,并在每一层内部设置2层内支撑防止变形。安装时通过30t缆机吊装平衡梁进行就位,用千斤顶调整钢衬尺寸,用吊线锤进行监控,使钢衬的下中心点的投影点对准预埋的控制点,并将钢衬调整到要求的高程。调整完成以后,转土建浇筑混凝土,交面后进行上一层安装,安装方式与上述相同,但要壓缝时应注意控制钢衬错边和对接缝间隙应小于等于3mm。焊接完成后,转土建浇筑,交面后进行上一层的安装,直到安装全部完成。
3.4.4 通气孔钢衬安装
通气孔钢衬安装前通过全站仪对通气孔的中心轴线以及四个角点进行放样,根据放样数据做通气孔安装地样,根据地样利用30t缆机对通气孔进行吊装就位,用吊线锤进行监控,使通气孔顶部中心点的投影点与底部中心轴线的偏差控制在10mm以内,并根据放样的数据控制通气孔的里程以及倾斜度,在调整过程中注意控制通气孔与孔身段钢衬顶部开孔部位的焊缝间隙,间隙应小于等于3mm 。调整完成,将通气孔加固稳当后进行复查,通过全站仪对通气孔进行检测验收,检测若不符合标准要求,重新对钢衬进行调整,直至调整验收合格后,转土建浇筑。
3.4.5 支撑大梁钢衬安装
支撑大梁钢衬安装前需先安装支撑大梁模板支撑系统,在支撑大梁模板支撑系统安装完成后,进行支撑大梁钢衬的安装,钢衬安装时,通过30t缆机将钢衬吊装至支撑大梁模板支撑系统的胎膜上,通过样点对支撑大梁钢衬进行调整,调整时采用手拉葫芦、千斤顶等工具对钢衬进行定位,调整按照胎膜调整钢衬角焊缝处里程,然后对钢衬中心轴线左右岸偏差(包括钢衬顶部的中心)进行调整,最后对钢衬的高程以及钢衬的倾斜度进行调整。
支撑大梁钢衬调整完成后,及时对钢衬进行加固,利用型钢将钢衬的各个方向加固,与支撑大梁模板支撑系统相连接,加固稳当,其加固材料待整个支撑大梁完成之后再拆除,以保证支撑大梁钢衬在支撑大梁混凝土浇筑过程中不发生变形。
钢衬加固完成后需对钢衬进行安装尺寸进行复查,检查钢衬在加固过程中有没有发生位移,保证支撑大梁钢衬安装质量。
钢衬加固妥当后通过全站仪对钢衬的各个控制点、里程、高程以及左右偏差(中心轴线偏差)进行检测验收,检测不合格的部位及时安排人员对其进行校正,并加固稳当后,再对其进行检测验收,直至每个控制点验收合格为止。
3.5 深孔钢衬焊接
钢衬焊接在其拼装完成,并检测合格后进行。
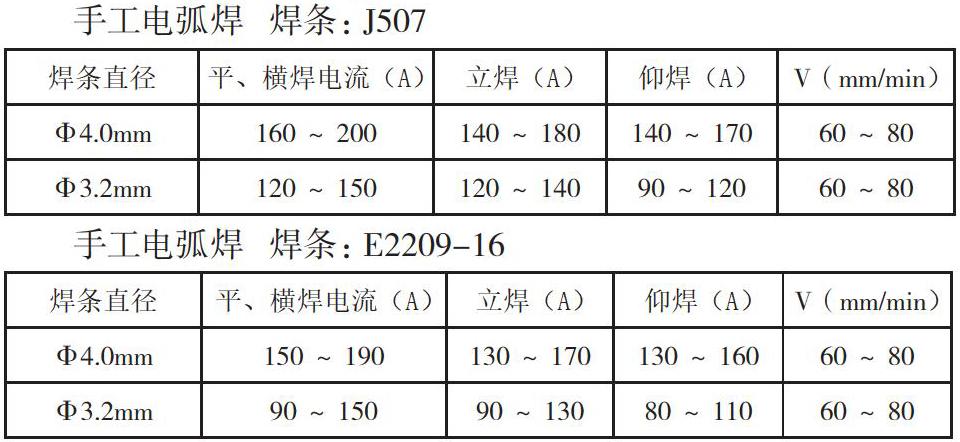
3.5.1 钢衬安装焊缝焊接采用手工电弧焊焊接,其焊接设备采用ZX7-400S型逆变式直流焊机。根据钢衬母材的特性,加劲筋与钢衬面板焊接采用E2209-16 φ3.2或者 φ4.0的焊条,钢衬面板之间焊接采用E2209-16 φ3.2或者 φ4.0的焊条。
3.5.2 焊接电流控制
3.5.3 焊接一般程序为:焊前清理→定位焊焊接→装配校正与间隙保证→焊接→焊缝检验
为避免焊接缺陷(如气孔等)的产生,拟焊面及坡口两侧各50~100mm范围内的氧化皮、铁锈、油污及其它杂物应清除干净,每一道焊完后也应及时清理。
定位焊长度一般取100mm,间距约400mm,厚度为6mm,装配校正与间隙保证。装配中的错边采用卡具校正,禁用锤击或其它损坏钢板的器具校正。当规定焊接根部间隙时,焊件边缘应予固定,以保证焊接时间隙保持在允许公差内
3.5.4 焊接前,由技术部门制定严密的作业指导书。焊接操作人员为持有劳动部门颁发的锅炉压力容器及不锈钢焊工合格证(有效期之内)。钢衬正式焊接前对焊工进行技术交底,并进行上岗培训。焊条在使用前必须在300℃~400℃烘烤2小时或者按照焊条说明书上指定的温度烘烤1~2小时。烘干后的焊条应保存在100℃~150℃的恒温箱内,随取随用,焊工应备有焊条保温桶,焊条烘烤和管理有专人负责,对每箱焊条的烘焙时间和温度作出记录,未经烘烤的焊条严禁使用。焊丝使用前必须清除表面的油污和锈斑。
3.5.5 钢衬焊接要求
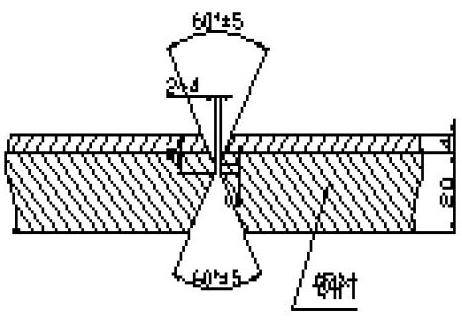
钢衬环缝在大坝现场焊接,采用手工电弧焊。钢衬面板采用双面不对称“X”形坡口形式,坡口留钝边2毫米。坡口熔深与宽度比取1.5~1.8,便于焊接质量控制。钢衬拼装完成验收合格后进行整体加固,加固在背缝侧,采用J507焊条,加固2层,100mm长,间隔400mm。加固后复测钢衬的各项尺寸满足技术要求后开始正式焊接,主缝在管外,采用J507焊条,要求分段退步焊接,多层多道焊接,主缝完成70%-80%后进行背缝清根,打磨后用MT或PT检查合格后开始焊接背缝,采用E2209-16焊条,然后主背缝依次完成焊接。焊接坡口示意图如下:
3.5.6 锚筋焊接
钢衬外布置有锚筋,锚筋按图纸规定焊接在加强筋板上,搭接长度按设计图纸和有关规范确定。
4 结语
该工法已成功地应用于溪洛渡水电站深孔钢衬安装施工中,实践证明,该工法安装工期短、焊接质量优良,焊接效率明显提高,有效的节约了施工人员和设备,缩短了施工工期,保证了工程质量和施工进度,为大坝混凝土的稳步上升作好了铺垫。
作者简介:刘同兵(1979-),男,本科,主要从事水电站钢结构及桥梁钢结构制造与安装技术管理工作。
猜你喜欢
中国药学药品知识仓库(2021年18期)2021-02-28
大众健康(2016年3期)2016-05-31
Coco薇(2015年5期)2016-03-29
儿童时代(2009年5期)2009-05-21
作文与考试·初中版(2008年4期)2008-03-25
