
车身平台升级中的工程技术研究
2020-09-29 07:49万小明李文凤
汽车与驾驶维修(维修版) 2020年8期
关键词:车身
万小明 李文凤

摘要:随着社会的发展,强制性法规对车身强度要求越来越高,同时由于竞争的加剧,车身的成本必须比其他企业更有竞争力。一系列的因素导致,车身必须不断发展,加快发展。本文从车身平台设计、连接强度要求更新以及车身框架设计等几个方面,研究目前正在进行的车身工程技术研究进展。
关键词:车身;车平台化;连接强度标准;框架设计
中图分类号:U462
文献标识码:A
0引言
车身是长周期件,并且一个车身上的主要零部件、结构件要使用很多年,主体框架结构、关键骨架一般不会大动,这就要求我们在全新设计车身时,必须考虑车身的延续性、前瞻性和可扩展性,使得车身的使用寿命尽可能的长。而且,车身需要适应多动力系统,甚至是兼顾未来的新能源车型。
同时,在对已有车身进行改动时,尽量不对车身上的硬点和关键搭接件进行大的改动。硬点影响整个车的动态、NVH等关键属性,关键搭接件是整个车身的传力路径连接点,保证其强度才能不降低车身强度,所以不是万不得已,尽量不要改动。
另外,在更改的過程中要保持费用最低。由于车身改动而引起其他部位的更改尽可能小,改动小即可保证更改花费的投资少,新增成本低。而且由于更改范围小,车身工艺、设计等方面的稳健性更好,保证了车型工艺和性能的延续。
车身开发的要求明确了,但理论的更新是比较缓慢的,它有自身的发展规律和步骤,工程开发使用的理论最好是成熟和进过验证的理论。但在工程实践中,我们能够使用的工程技术常有哪些,怎么使用,需要不断地实践和总结。我们应当在不同项目和工程中积累经验,特别是要考虑企业自身的工艺技术水平和工程实际,不能照搬硬套,而是要灵活运用,举一反三。
1车身平台化工程设计
整车项目中的车身数量和种类应尽可能的少,这样可以增大单一车身的数量,摊薄制造和原材料成本,提高企业竞争力。一个项目中的车身一般不止一个,有很多种。每个车型一般有A柱、B柱、C柱,有些还有D柱、E柱等等。我们在车型开发中,应尽可能使得B柱之前的车身零部件最大通用;其余长白车身要尽可能使用前面的车身的零部件,只是更长部分使用不同的零部件。这样在整个车型系列中,就会有最大化的通用零部件。
车身平台化时,需要考虑这些方面:整车长度、车内长度、车辆轴距、车辆前悬长度、车辆后悬长度、整车预计宽度、整车内部宽度、轮距长度、整车高度(空载、半载和全载)、内部空间高度以及货箱容积或者储物空间等。对于商用车车身,特别要注意整个平台的座椅排布,主要从座椅排布形式,特别是座椅间距、座椅数量以及座椅和车身的连接点等方面,全系列车型全覆盖。平台化车身要通盘、综合、高阶评估后定义,优化设计。
总的来说,就是长车身要使用短车身上的零件,最好是多出部分用不同零部件。简单来讲,就是长的覆盖短的、高的覆盖低的、宽的覆盖窄的。相同零部件尽可能通用,比如长轴和短轴的尾门尽可能通用,高顶尽可能借用低顶部分侧围。项目前期策划就要规划好,不能随意改动车身,因为车身属于长周期件,模具开发周期长,费用高。
2车身连接工艺的重新定义
法规的变化,对车身上某些连接件的强度提出了新的要求,以前的一些设计标准和要求,需要随之更新,同时要加强生产过程的工艺设计标准控制。
很多的工艺缺陷需要在制造过程和物理实验中去发现。特别是物理试验非常重要。目前大量使用仿真模拟手段进行设计,经常省略了物理试验,这是不对的。仿真手段的使用不能替换物理试验,只是可以适当减少物理试验,并且仿真手段和物理试验互相验证,让设计更加的稳健,减少失效和缺陷的产生。
我们在项目进行中,对轮毂包上某个支架进行了连接强度的试验,该试验是按照最新国家法规要求进行的。试验后我们发现,该连接点焊接强度无法满足新的要求,试验后焊点拉脱(图1)。
面对试验的失败,我们首先查看了焊点,发现焊点连接没有问题,而是焊接处钣金母材拉脱失效,导致最终支架拉脱。同时我们查看了焊接工艺文件,对照焊接文件,焊接参数工艺没有问题。进而对比了试验条件发现,新旧两种试验条件所用的力是不同的,新的拉力比原设计大了一倍。
依照新的要求,不能大规模的改动设计,采用工程解决办法,增大钣金厚度,这需要改动摸具,同时会导致配合件的更改,改动范围扩大,成本投入巨大且周期长。经过研究认为,焊点本身没问题,连接强度没问题,只是钣金失效,可以从钣金方面入手。原焊接工艺圆孔焊接区域只占有焊接元的1/3周长,导致钣金连接面单位面积受力过大。为此,我们更改焊接工艺控制文件,让焊接孔满焊。
采用新的已经制造好的白车身,在原焊接的区域进行焊接区域的加强,使得焊接圆孔满焊,再进行焊接质量的检验和确认。在各种试验条件都准备好之后,我们对新的白车身进行了试验。试验结果显示,在试验力加载下,经过新焊接工艺焊接的白车身焊接强度满足要求,焊接区域的白车身钣金没有失效,连接良好。
至此,我们只是改变了焊接工艺,加大了焊接钣金的焊接区域,就达到焊接区域强度提高一倍的效果。这种改动是非常小的,也是低成本的,但需要我们去思考、研究,从工程应用实际出发,解决工程问题。许多的车身连接工艺随着要求的提高和工艺的进步,要不断更新,也许仅仅是工艺的改变就可以极大提高车身强度。
3车身框架设计工程化优化
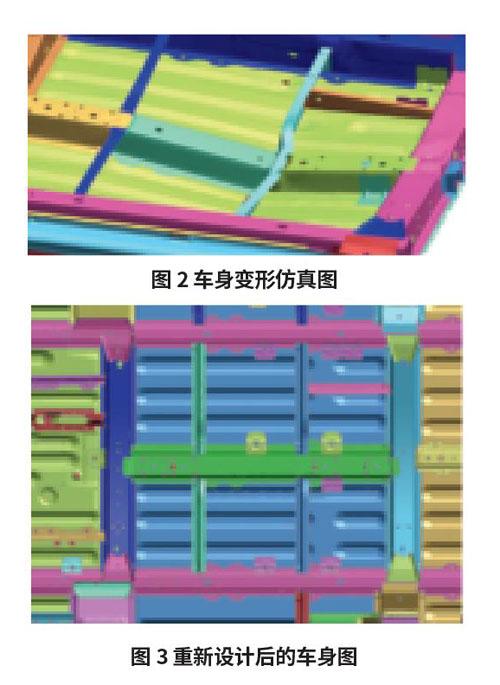
车身在进行试验时,发现弯曲特别严重,变形过大(图2)。弯曲理论告诉我们,这是车身抗弯曲能力弱,导致车身变形过大的[1]。要提高弯曲强度,就要减小施加力的大小或力臂。力的大小没法改变,这是国家相关法规要求的;力臂更改,就涉及到更改车身受力位置等更改,变化很大,整个车身改动在项目中可能无法承受成本增加。而工程中又必须解决这个问题。我们通过分析发现,变形大的位置,车身是分段式焊接的,焊接两端的零部件有相对位移。我们设想,如果让焊接两端的零部件没有相对位移,变形就会减小,无需更改力臂即可解决该工程问题。
基于这一假设,我们尝试在三段分开焊接的零部件上焊接加强版,通过模拟仿真发现效果不明显,没有带来明显变形改善。随后我们又进行了新的设计,就是把分段的3个零部件用一个整体长零件代替,同时保持外形尺寸不变,边界不变,把中间Z型横梁由贯穿式改为分段式布置(图3)。经过模拟仿真结果显示效果很好,变形问题得到了极大改善。
该方案没有动零部件的周边零件,只是增加了工程开发成本,但零部件本身的成本是没有增加的,并且性能提高很多。从工程的角度看,这种通过车身框架的优化来达到工程目的,是一种很优秀的设计。
4结束语
车身设计的原理很多,方法也很多,但在工程实际应用中,首先要考虑车身的耐久性和通用性,其次还要考虑工艺的可行性,特别是成本的竞争力。
为此,本文从平台设计考虑零件通用性、更改连接工艺、提高车身强度以及优化已有设计等几个工程方面,提出了作者的一些看法。理论是现成的,一旦跟实际挂钩,同时要考虑成本、工艺和竞争力,就显得复杂了。我们一定要用先进的理论和工程化的思维,去解决工程实际中碰到的问题。
【参考文献】
[1]陈川,杨世印,李德隆,等.车身设计过程中的材料利用率提升[J].汽车工程师,2018(09):11-14.
作者简介:
万小明,本科,工程师,研究方向为车辆工程。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
汽车实用技术(2019年12期)2019-10-21
世界汽车(2018年12期)2018-12-19
科技创新与应用(2017年6期)2017-03-23
家用汽车(2016年9期)2016-11-04
企业文化·中旬刊(2016年5期)2016-05-16
企业文化·中旬刊(2016年4期)2016-04-15
科教导刊·电子版(2016年2期)2016-03-12
科技创新导报(2014年31期)2014-12-30
计算机辅助工程(2014年1期)2014-03-13
