
基于激光跟踪焊接的焊缝识别与提取算法研究*
2020-09-25 06:02:42蔡雄武何瑛骏
机电工程技术 2020年8期
刘 智,胡 慧,蔡雄武,何瑛骏
(1.佛山职业技术学院机电工程学院,广东佛山 528137;2.中南大学机电工程学院,长沙 410083)
0 引言
随着工业机器人技术的日益发展,焊接工业机器人以其稳定、高效、降低劳动强度和环境适应性强等特点被广泛应用在汽车、船舶、石化管道等领域。刘少林等[1]针对中厚板激光焊接跟踪系统设计,利用摄像头、计算机、线激光以及显示单元等的视觉系统,研究了激光焊接焊缝的视觉特征提取方法以及结构。马国栋、王延深等[2]将激光焊接头与CCD视频跟踪模块集成在一起,提出一种采用一字线激光进行自动化焊缝检测的方法。李明利、刘占民[3]在焊接坡口激光检测图像处理方面,模拟了多种光线情况下,有效地对图像进行了过滤并提取了焊缝的特征。针对焊缝特征数据的准确性,许二娟等[4]利用图像处理后提取的焊缝数据进行深入地误差处理数据检测。在激光跟踪焊接方面,对于数据的精度以及检测一直是难点[5-8]。
针对传统焊接领域存在的工作劳动强度大、环境差、人力资源成本高、焊接质量不稳定等问题,本文利用MATLAB强大的图像处理技术,探索设计了一种基于图像形态学的焊缝特征提取方法,较准确地得到了焊缝的三维特征点与特征线。利用摄像头成像原理与三角形特性,设计了一套获取薄板件焊缝三维结构特征的系统,并研究了焊缝数据识别与提取的算法。基于自行研究的算法,对两块铝制薄板件的拼接缝隙进行了提取和再现。
1 成像与图像的采集处理及设计
1.1 相机标定
为了使图像更精准,需要对摄像头进行校正。用摄像头对一些图片进行标定,用这些标定得到的数据参数来对摄像头捕获到的任意画面进行消扭。对图1所示的标定板进行各个角度地拍摄并保存出来,利用MATLAB标定工具箱进行图片读取并运算,将得到的标定参数保存。
1.2 图像采集系统
如图2所示,将需焊接的薄板件放置在实验台上,并打上激光线。摄像头固定在相机架上,并将线激光安装在与摄像头成一定夹角的位置上,启动工件移动平台,打开摄像头并开始录制图像。
图1 标定图格式
如图3所示,利用相机与激光线的成像原理,将焊缝的特征凸显在图像中。

图2 提取焊缝系统结构图
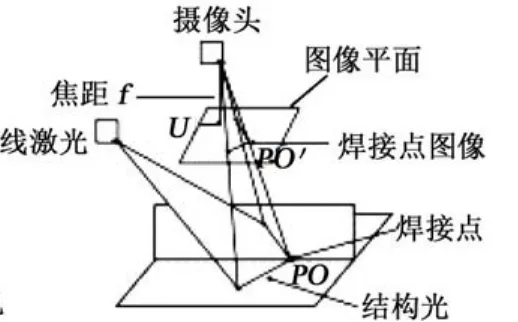
图3 成像原理图
2 激光反射图像处理
2.1 激光线在各种情况下的反射图像处理
光线的反射在不同环境下都有所不同,如图4所示,对不同照明环境下的激光反射图像进行了拍摄和处理。图4(a)、图4(b)分别为经中值滤波和最佳阈值的二值化处理后夜间无其他光源照明、有光源照明条件下的激光反射图像对比情况。

图4 不同照明条件下激光反射图像
由图4(a)可知,在光照条件较差的环境下所拍摄得到的图像,激光反射线条纹几乎没有受其他光线的影响,得到的图像特征较为凸显,能较为容易地进行图像处理及有关数据的提取;图4(b)在有光源照射的情况下,比较吻合焊接的生产条件,但所得图像会产生光源反射光的干扰,在进行图像处理以及数据提取时,因图像中存在其他反射光,进行处理的数据不准确便会直接影响焊接的轨迹;如果是光线影响较为严重的环境进行焊接操作,反射光对图像产生较大的干扰,可通过加装滤光片,能在较大程度上降低反射光的干扰,较容易地对其进行图像处理和数据提取。为了验证数据的可靠度,此实验并没有加滤光片。
2.2 图像降噪处理
加装上滤光片的摄影在图像显示中反射的激光线也会存在干扰即噪声。为了更好地建立三维模型,必须先将图像进行初步的降噪处理。
2.2.1 中值滤波原理
在图像处理中,通常需要进行一定程度的降噪。中值滤波是一种非线性数字滤波器技术,常用于去除图像或者其他信号中的杂讯[9]。在实际焊接过程中,焊接飞溅、烟尘是不可避免的,此步骤便能实现过滤的功能。
如图5所示,当要求在降低噪声的同时保存图像主要特征时,中值滤波有明显的效果。其原理是将每一像素点的灰度值设置为该点的一个邻域中各个点的值的中值来代替。对于一维中值滤波,设模板的尺寸为M,M=2×r+1,r为模板半径,给定一维信号f(i),i=1,2,3,…,N,则中值滤波输出为:

式中:median为取向量的中值。
对于二维的中值滤波情况:
g(x,y)=median[f(s,t)]或B=medfilt 2(f,[m,n])
中值滤波器可用以下步骤来完成:(1)将模板放置在图中漫游,并将模板中心与图中某个像素位置重合;(2)读取模板中各个像素点的灰度值;(3)将模板中的灰度值从小到大排列;(4)获取这些灰度值排列在中间的值;(5)将这个中间值赋给对应模板中心位置的像素。
重复此5步骤,直至图像中每个像素值都被重新赋予新的值。

图5 滤波前后的对照图
2.2.2 最佳阈值的二值化处理
图像的二值化,就是将图像上像素点的灰度值设置为0或255,也就是将整个图像呈现出明显的只有黑和白的视觉效果。
一幅图像包括目标物体、背景和噪声,要想从多值的数字图像中直接提取出目标物体,常用的方法就是设定一个阈值t,用t将图像的数据分成大于t的像素群和小于t的像素群两部分。这是研究灰度变换最特殊的方法,称为图像的二值化。
最佳的阈值也就是利用最大类间方差法(OTSU)求出对图像进行二值处理的最佳阈值,从而进行图像二值化处理[10]。二值法处理的基本原理如下。
把图像分成N个灰度等级,ni代表灰度为i的像素总和,则图像中总像素为:

根据上文设定的阈值t,将图像像素分为A、B两个区域,则A、B出现的概率分别如下:
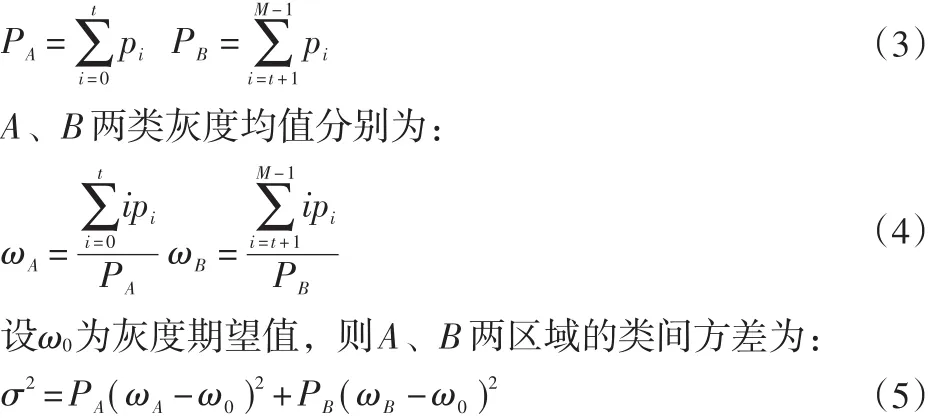
根据OTSU法,求得σ2的最大值t*即为所求的最佳阈值:

在MATLAB中使用Graythresh函数进行计算,设q为需处理的图像数据,即:
t*=graythresh(q)
再将其二值化,即:
c=im2bw(q,b)
由图6所示可知,其平面受光线影响较严重,如按照传统的阈值方式处理,将会如图7(a)所示,其特征不平滑。图7(b)所示为在经过最大类间方差法处理过后,较精准地得到其线激光数据。

图6 未进行图像处理的焊接板面

图7 阈值处理前后对照图
3 根据激光三角法三维建模
将处理好的每一帧图像存入文件中,将每一帧图像中的像素值重新排列,将所有的像素点按照三维数据排列。a为图像的数据;h、l分别为图像的长和宽,即:
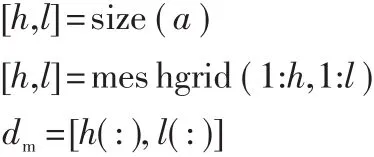
式中:dm为获取图像后关于像素值的平面数据点。
按照激光三角法进行运算其高度Z轴方向上的数据,得出其高度后进行数据判断,得出激光需焊接的轨迹以及焊缝的平均宽度。
3.1 激光三角法原理
激光三角法测距技术的原理是从激光发射器中发射出一束激光,打到被测物体上,经过反射射到接收系统上。激光发射器、被测物体、接收系统形成了一个几何三角关系,因此称为激光三角测距法。激光三角法测距技术比较适用于较短距离的精密测量,通常被应用于机器人的视觉系统中[11-12]。
根据已获得的阈值后的二值图可以获得其X、Y方向的数据值,其Z值就需要运用激光三角法原理,如图8所示。由激光器发射的激光光束与水平面成角度a入射到被测物体表面,由B处的透镜将反射的激光线汇聚成像,最后被摄像头采集。在确定入射角光路后,将摄像头正视于平面与基线AB平行(假设为X轴)即O轴,通过图像处理算法得到的激光光点像素坐标为(PX,PY)。
成像点E与辅助点D。设PP′=X,则由相似三角形可得:

图8 激光三角法原理图

式中:PixelSize为像素单位大小;position为成像的像素坐标相对于成像中心的位置。
3.2 数据重新排列显示模型
设步进电机速度为N(单位为mm/s),摄像头的帧率为n,则图像的拼接距离为S=N/n;设拍摄时间为s,则总帧数为P=S⋅n。如果图像以Y轴进行叠加形成三维图像,则其对应的第i张图像中线激光的X坐标为:

同理,所得的焊接特征点也进行拼接,则可得其三维模型,如图9所示。图9(a)所示的焊缝即为Z轴较高的位置;图9(b)所示为需焊接的轨迹。

图9 MATLAB GUI运算界面
4 结束语
本文通过自行设计的焊缝激光跟踪系统对焊缝特征的三维数据进行识别与提取。根据实际焊接过程的非线性,以及存在各种干扰因素的实际情况,对焊缝图像进行过滤并增强图形效果,使焊缝特征得到凸显。利用图像处理,对图像中的噪声再次过滤,并对激光条纹进行平滑处理,再经过激光三角法将其数据进行三维重建,并在MATLAB中GUI窗口显示,对焊接实际情况进行监测。通过对需焊接的各种薄板件进行拍摄检测,最后得到焊缝特征点数据和焊缝轨迹,为后续实现自动跟踪焊接奠定基础。
猜你喜欢
中国交通信息化(2022年9期)2022-10-28 06:14:40
汽车工程师(2021年12期)2022-01-18 06:02:43
黑龙江大学自然科学学报(2021年4期)2021-11-19 07:05:10
高技术通讯(2021年2期)2021-04-13 01:09:46
测控技术(2018年10期)2018-11-25 09:35:28
电子制作(2018年18期)2018-11-14 01:48:20
中国公共安全(2017年8期)2017-10-13 08:12:21
中国公共安全(2017年8期)2017-10-13 08:12:20
计算机应用(2016年10期)2017-05-12 15:22:34
汽车维修与保养(2015年8期)2015-04-17 03:32:59
