塑料厂造粒机主齿轮箱传动部分国产化技术改造
2020-09-24 07:31于水清米振涛
设备管理与维修 2020年16期
张 达,于水清,米振涛
(1.郑州机械研究所有限公司,河南郑州 450001;2.中国石化扬子石油化工有限公司塑料厂,江苏南京 211500)
1 国产化技术改造背景
ZJY771 造粒机是某塑料厂聚乙烯车间的关键设备,原机由日本ISHIBASHI 石桥公司制造。该齿轮箱共有3 对齿轮副,分别是AB 齿轮副、CD 齿轮副和EF 齿轮副。通过内外齿联轴器滑动挂档,产生不同的速比。输入转速1000 r/min,AB 齿轮副传递动力时,EF 齿轮副同步异向输出转速442 r/min;CD 齿轮副传递动力时,EF 齿轮副同步异向输出转速333 r/min。
常规生产工艺通常仅需要一个工作转速,即AB 齿轮副传递动力,EF 齿轮副同步输出转速442 r/min。因此建议定期改换轴承的运转状态,当AB 齿轮副传递动力一段工作周期后,通过内外齿联轴器换档让CD 齿轮副空载啮合一段时间,从而改变B 齿轮内的轴承受载状态,延长工作寿命。但这只是权宜之计,而且现场生产也不具备定期换挡空转的条件。所以,为了彻底改变这一状态,提出了ZJY771 造粒机齿轮副国产化技术改造方案。
2 国产化技术改造方案及评价
2.1 改造方案
具体方案:①去除原设备的D 齿轮、内外齿套、齿轮内部的圆锥滚子轴承CR-10010;②在输出轴和B 齿轮间加装内外双键套,在双键套与另一端锁紧圆螺母间加装定位套。其中,内外双键套过盈配合以传递扭矩;外花键轴肩、定位套和两个锁紧圆螺母共同承受齿轮啮合产生的轴向力。
该方案对原轴系结构受力状态没有任何改变。斜齿轮传递功率产生切向力、径向力和轴向力,因此该技术方案的可行性和可靠性主要取决于以下两方面的强度校核。
2.2 强度校核
2.2.1 E 齿轮轴系上两端轴承24060 和24148 的寿命计算
两轴承的寿命计算过程详见图1,其校核计算结果详见图2。结果显示,在实际功率为3470 kW 的正常工况下,改造后轴系上左端双列调心滚子轴承的使用寿命为105 742 h,轴系右端双列调心滚子轴承的使用寿命为48 977 h。两套轴承的静强度均满足要求。

图1 滚动轴承寿命计算
2.2.2 内外双键套上平键的强度校核
根据大齿轮B 的内孔及配合轴径的尺寸Φ500 mm,选用平键规格为B100×235GB1096-79,材料选用42CrMo 锻件,高调质热处理,硬度320~350 HB。
平键的强度校核包含挤压应力P 和剪切应力τ 两个方面。
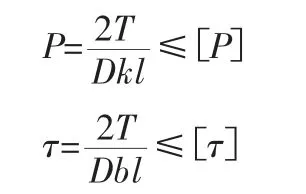
式中 T——转矩,N·mm
D——轴的直径,mm
k——键与轮毂的接触高度,平键k=h/2,mm
b——键的宽度,mm
l——键的工作长度(对于A 型键为键的总长减去两段圆弧部分长度),mm
[P]——键连接的许用比压,MPa
[τ]——键连接的许用剪切应力,MPa
平键许用应力参考值可由相关资料查得。功率P=3470 kW,工作转速n=442 r/min,则转矩=74.966×106N·mm。
内外双键轴套的内外直径分别为D1和D2;接触高度k=25 mm,宽度b=50 mm;工作长度l=195 mm。将以上已知条件代入上述校核计算公式,则D1=650 mm 时,P=47 MPa(小于220 MPa),τ=12 MPa(小于110 MPa);D2=500 mm 时,P=62 MPa(小于220 MPa),τ=15 MPa(小于110 MPa)。
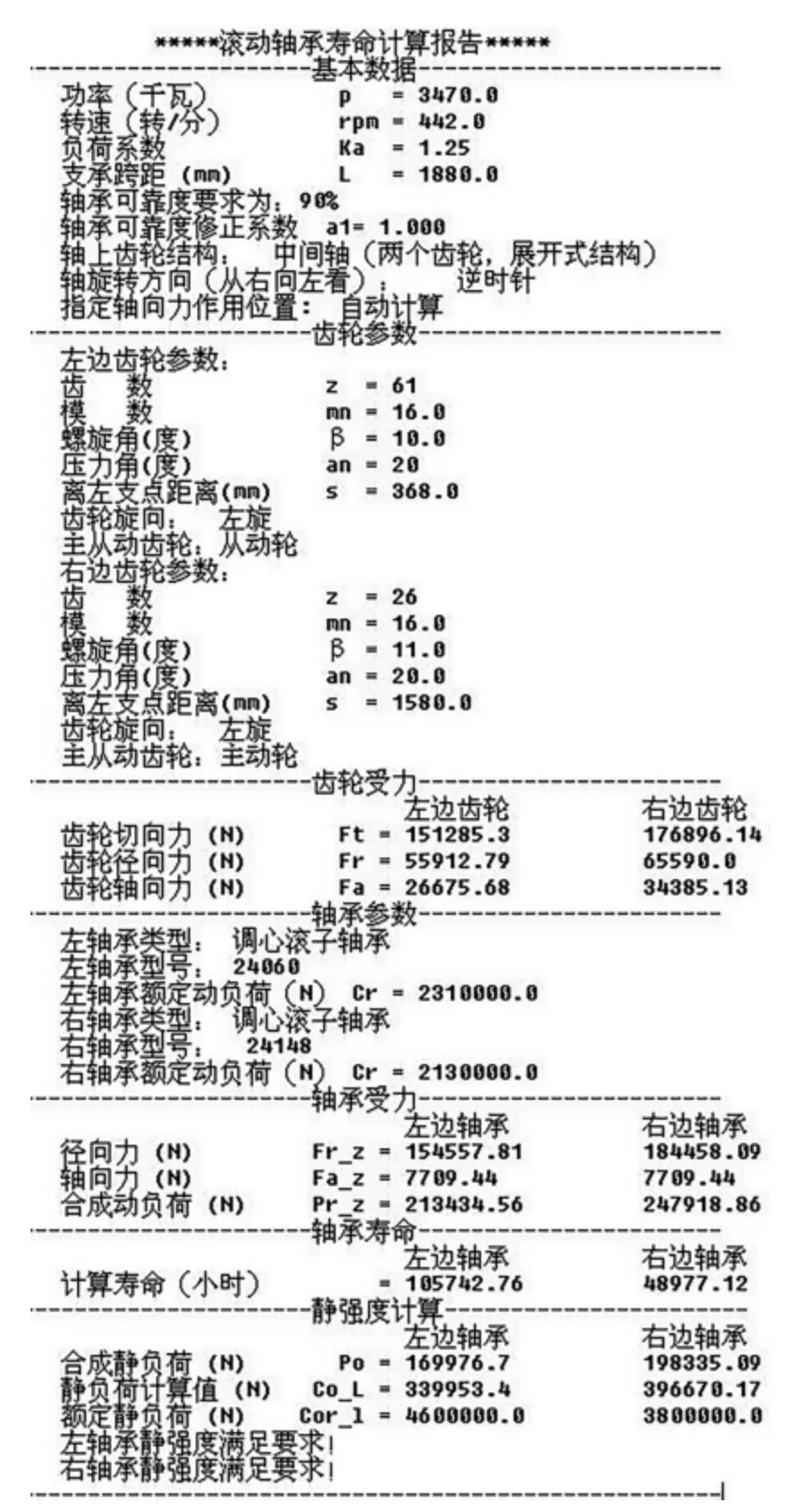
图2 滚动轴承寿命计算结果
2.3 结论及评价
(1)轴承寿命计算结果满足滚动轴承的动负荷强度和静负荷强度要求,且计算寿命满足轴承推荐使用要求(对于24 h 连续工作的机械,通常推荐滚动轴承使用寿命应在40 000~50 000 h)。
(2)采用双键传递扭矩计算结果满足挤压强度和剪切强度的要求。
实施该方案可得到稳定、唯一的输出转速442 r/min。因此,该方案简单明了、切实可行、效果可靠。
3 使用效果
按照以上方案改造后的ZJY771 齿轮箱上线运转后,已无间断安全平稳运转36 个月,停机开箱检查轴承、齿轮状况良好,改造效果显著。
猜你喜欢
大电机技术(2022年5期)2022-11-17
军民两用技术与产品(2022年7期)2022-08-06
油气·石油与天然气科学(2021年12期)2021-12-11
煤气与热力(2021年7期)2021-08-23
能源工程(2021年3期)2021-08-05
合成树脂及塑料(2020年4期)2020-09-20
铁道通信信号(2020年9期)2020-02-06
中国交通信息化(2020年12期)2020-02-06
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24