超负荷生产模式下“黄金一小时”维保的创新与应用
2020-09-24 07:30张志成祁小玲魏延柯王新潘王海飞
设备管理与维修 2020年16期
张志成,祁小玲,魏延柯,王新潘,王海飞,候 捷
(潍柴动力二号工厂,山东潍坊 261001)
1 项目开展背景
1.1 设备保养的重要性
机械设备使用的前提和基础是设备日常的维护和保养,设备在长期的、不同环境中的使用过程中,机械部件磨损、间隙增大、配合改变,直接影响到设备原有的平衡,设备的稳定性、可靠性、使用效益均会相当程度地降低,甚至会导致设备丧失其固有的基本性能,无法正常运行。设备若进行大修或更换,无疑增加了维修成本,影响资源的合理配置。设备维护保养工作不仅有效降低设备故障率、减少维修成本,还大幅度减少停机时间、提升企业经济效益,对进一步做好装备管理工作具有重要意义。
1.2 前期存在问题
由于设备长期、不停歇地开动使用,导致其各项性能及精度下降。其中较为典型的是潍柴动力二号工厂蓝擎发动机缸体、缸盖生产线,此类生产线均是高端精密加工生产线。
潍柴动力二号工厂2017 年平均每月停机209 次,每月停机时间155.3 h,设备可动率均值96.35%,其中蓝擎一期机加工生产线设备可动率仅处于85%的水平。
1.3 “黄金一小时”概念的提出
面对超负荷生产状态,设备长期无法停机进行保养修整的现状,二号工厂装备管理团队积极研究制定对策。经过现场调研,并对各项维保项目内容进行分析发现,大多数的日常保养内容的用时基本都在1 h 左右,例如润滑系统的集中润滑站清洁及换油,液压系统的液压油的更换、油冷机的保养,气动系统三联件的清理保养,动力系统导轨及链条的润滑等。因此,二号工厂装备管理团队提出“交接班一小时”设备日保的理念,即在每天下午交接班时间或其他规定时间段,要求所有设备强制停机,对设备进行时长1 h 的日常保养工作,因这1 h 的维保时间难能可贵,故将其命名为“黄金一小时”。
2 方法论体系的运行
2.1 “黄金一小时”维保机制
提出“黄金一小时”的维保理念后,各单位迅速响应,组织各单位领导、设备管理人员及维修人员,经过多次会议讨论制定实施方案。结合公司订单情况及车间生产安排,快速建立起“黄金一小时”维保机制,首次在加工车间开展实施。
(1)“黄金一小时”维保时间备案。维保时间实行备案机制,要求各车间结合当前生产计划自主选择保养实施时间段,在每个周六下班之前确定下周的保养实施时间段,并在科室进行备案。车间不得随意变更保养时间,如车间需调整保养时间,必须到工艺工程科进行申请,工艺工程科批准后方可进行调整。
(2)“黄金一小时”维保计划提报。每天的“黄金一小时”维保计划实施之前,车间装备技术员须将保养计划提报至科室,计划内容包含当日所需保养设备名称、每台设备保养的具体内容及保养计划实施者,此计划需要车间班组长及装备技术员共同协商制定,其中可以包含外观类擦拭、电路气路及润滑的基本保养等。
(3)“黄金一小时”维保效果自查评分。车间装备技术员需要每天在维保时间段进行巡视,并对车间内“黄金一小时”维保的效果及执行情况进行自查评价,每月底将评价打分情况汇总后交至科室,打分可以根据操作者实施维保项目的难度、工作量、完成效果等角度进行综合评价。
(4)“黄金一小时”维保执行监督。每个月科室会抽查各车间维保执行情况,主要稽查车间内部是否有明确维保计划内容的记录、加工车间“黄金一小时”维保计划是否按时展开、“黄金一小时”维保排名是否有据可依具有真实性,针对稽查情况得出结论及改善建议,从而增强对各车间维保工作的稽查管控,细化管理标准,建立有效的闭环式管理。
2.2 “滚动式”维保机制
(1)“滚动式”维保机制的衍生。随着“黄金一小时”维保机制的持续推进,装备管理团队不只满足于设备外观的清洁和基础类的保养,如润滑、换油和易损部位的拆检等较大型维保项目的开展情况成为了新的问题。由于“黄金一小时”维保主要是车间根据现场情况自行制定维保内容及各项维保工作的周期,存在一定的不可控因素,于是为解决以上问题,衍生了“滚动式”维保机制。
(2)“滚动式”维保机制的内容制定。将每台设备按照机械装置、电气系统、润滑系统、动力系统、气动系统等大类进行划分,然后分解至每个系统的各个部位,建立精细化保养标准。根据制定的精细化保养标准,为每台设备的每个部位制定详细的保养方式、检查标准,明确保养工时和保养周期。操作者每天按照计划保养1 个不同的部位或者系统,长期滚动执行,在规定周期内完成本台设备所有保养内容。简单的单机设备一般需要几天即可完成1 个周期性滚动保养,较复杂的自动线机床可能需要1 周甚至更长的时间才能完成1 个周期性的保养内容。
(3)“滚动式”维保机制的意义。将维保内容按照设备结构细分至最小单元,建立精细维保标准,覆盖全厂225 台主要生产设备,共制定保养细则2257 条,形成滚动性日维保计划及验收机制,有效填补了“黄金一小时”维保作业存在的相关风险。
2.3 机动性维保检修机制
(1)机动性维保检修机制的建立。在“黄金一小时”及“滚动式”维保作业的执行中,操作者会在维保现场发现一些需要检修的设备故障风险点,有些难度较大、实施时间较长的维保或者检修项目,在1 h 的时间内无法完成,又无法分开实施,需要协调较长时间和较多人员共同完成,因此建立了机动性维保检修机制。
(2)任务量机动性调配机制。为鼓励设备操作者和维修人员及时发现故障隐患,避免重大设备故障发生,制定了临时性计划检修流程。发现设备故障隐患,预估用时较长的检修项目,可以申请临时性计划检修。经工艺工程科和生产管理科联合确认后,协调生产情况安排进行临时计划性维修。
(3)跨区域人员快速协调机制。针对较大维修项目,单个车间维修人员力量不足的问题,建立跨区域人员迅速调配协调机制,各车间维修骨干由工艺工程科统一协调组织,针对紧急的大型检修项目,能快速建立攻坚抢修突击队。跨区域人员迅速调配协调机制有效解决短时间内集中作业、团队作业维保、维保人员紧张等问题,打破车间壁垒,实现维保作业人员高效调配,并建立专项激励机制。
3 绩效评价
3.1 “黄金一小时”的等级制考核
每个月初,将车间自查评分与工艺工程科稽查评分进行月度汇总排名,对每名操作者按照规定的比例分别评选出S、A、B、C、D,并按照规定进行奖惩考核。奖惩通报将以全厂发文的形式进行通报公示,表彰先进,有效提升操作者设备保养的主动性与积极性。
3.2 维保项目的相关激励与考核
(1)故障隐患的奖励。操作者及维修人员在维保过程中会发现设备存在的隐患,针对此类积极改善现场的行为,经工艺工程科和生产管理科联合确认后,分厂会对隐患进行临时性计划性维修,并对发现隐患的操作者及维修人员进行奖励,分厂按照隐患的大小和解决的难易程度给予不同程度通报奖励。
(2)优秀维保项目的申报。各车间可以根据执行情况向分厂申报优秀维保项目,申报范围包括预防性检修、专项维保、指令性计划、改善性维保等设备维修保养项目,车间自主组织汇报材料(PPT 格式,内容包括项目简介、项目参与人员、维保项目过程、实施效果),分厂评审委员会完成对各车间提报优秀维保项目的最终评审,将评定结果分为A、B、C 三个等级,不同等级有不同奖励,科室会将评选奖励进行公示通报。
3.3 维保与完好设备评价的结合
为突出设备责任制度,明确设备完好标准,二号工厂组织搭建了设备完好评价机制。每月车间申报完好设备,并由分厂评审委员会进行现场审核是否达标,如若达标,将根据此设备的难度系数进行奖励;如若设备完好状态不佳,将对其操作者进行摘牌考核。
通过完好设备评价机制的推广实施,有效激励一线员工设备维保的积极性。同时,各项维保机制是操作者对完好设备发现的问题进行整改、实施设备提升的主要手段,做好维保一举两得。如果获评完好设备,有机会获得优秀维保和完好设备的双重奖励。
3.4 维保比武的开展
为提升一线人员设备维保意识,检验操作机床的通用技能水平,分厂定期举办维护保养比武活动。比武内容不限于设备种类,可以是保养组合加工机床、清洗机、加工中心、AGV 等,也可以是保养特种作业设备,如叉车、行车等,根据不同种类设备制定不同比武评价标准,并在比武后对优胜者进行奖励,激发一线员工维保的积极性,加强工作活力,提升装备性能水平。
4 效果及推广
4.1 取得的效果
《超负荷生产模式下“黄金一小时”维保的创新与应用》为集团内首创,并通过实践,逐渐形成一整套的设备维保经验模式。二号工厂随着超负荷生产模式下装备维保机制的积累、深入,取得了非常显著的效果,设备故障次数、时间均大幅降低,设备可动率得到明显提升,自2017 年实施起,设备各项指标数据呈逐年优化趋势(图1):①设备故障次数由维保机制实施前的平均每月209 次降低到当前的30 次,总体呈现明显下降趋势;②停机时间年度均值由2017 年的155.3 h 降低到2019 年的26.5 h,总体呈现明显下降趋势;③设备可动率年度均值由2017 年的96.75%提升到2019 年的99.63%,总体呈现明显上升趋势;④设备停机时间大幅度缩减,产品产出量有所提升,按照每小时产出45 台产品计算,二号工厂每年可以增加约3 万台的产量。更重要的是,超负荷生产模式下装备维保机制的实施保障了设备的稳定性,产品一致性得到保证,从而有效提升了产品质量。
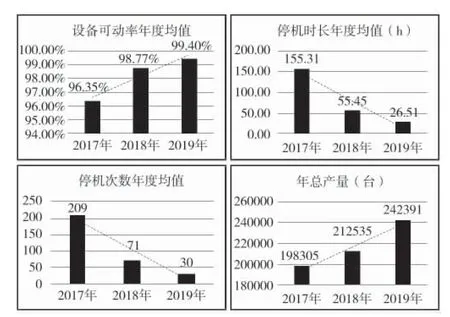
图1 2017~2019 年二号工厂主要指标及产量年度趋势
4.2 推广及拓展
二号工厂《超负荷生产模式下“黄金一小时”维保的创新与应用》取得的效果,得到了公司领导及兄弟单位的高度认可,目前计划在所有生产单位进行经验推广。为精准制定维保计划内容及周期,二号工厂正在开展数字化转型,通过各类数字传感器采集数据,进行分类分析,提高维保计划的效率及有效性。
猜你喜欢
儿童时代(2022年1期)2022-04-19
智能制造(2021年4期)2021-11-04
影像研究与医学应用(2021年15期)2021-09-12
摄影与摄像(2020年12期)2020-09-10
介入放射学杂志(2020年1期)2020-04-11
无线互联科技(2018年20期)2018-12-27
海峡姐妹(2018年11期)2018-12-19
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15