
旋转设备转子不平衡故障诊断案例
2020-09-20 10:53李俊杰李鑫
新疆有色金属 2020年4期
李俊杰 李鑫
(新疆新业能源化工有限责任公司 昌吉 831100)
旋转机械设备中,旋转体质量沿旋转中心线的不均匀分布叫做不平衡。转子不平衡是各类旋转机械中普遍存在的故障,由此引起的机器振动或运行时产生的其他问题称为不平衡故障。不平衡产生的原因有转子结构设计不合理、机械加工质量偏差、装配误差、材质不均匀、动平衡精度差等。在生产运行中能否精准判断设备故障发生的主要原因,制定对应措施加以处置、预防对企业的发展非常重要。本文通过系统地介绍旋转机械设备中利用状态监测与故障诊断系统对某公司一例转子不平衡故障利用趋势图谱分析,并结合不平衡特征给出结论。
1 事件描述
空分装置“KDON-28000/34000 型空气分离设备”两套,机组为汽轮机带动增压机、空压机运行。该装置B 套压缩机于2020年2月至2020年4月压缩机4 个通道有缓慢爬升趋势,趋势为1 倍频,且压缩机非联端1 倍频相位也存在缓慢变化趋势,振值由17μm缓慢上涨至27μm。
2 机组异常分析
分析增压机4个通道振动缓慢上涨的特性如下。
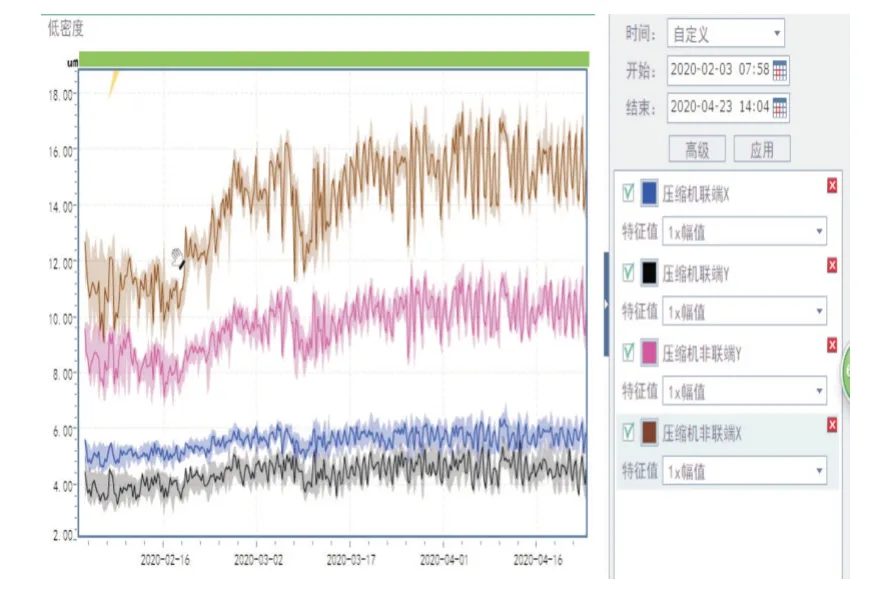
图1 1倍频趋势图
(1)见图1,压缩机四通道振值缓慢持续上涨,压缩机非联端X、Y 轴上涨最为明显。趋势为1 倍频。运行状态下测量压缩机各接触面间隙,结合各工艺参数变化趋势及汽轮机联端轴心位置与压缩机联端轴心位置做对比,排除压缩机工艺参数及接触面间隙的变化对振动的影响。说明压缩机在运行过程中机体内部出现不良恶化。
(2)分析压缩机振动异常的特征频率,见图1、图2所示。调取压缩机非联端1倍频趋势与1倍频相位做对比,可看出在转速变化的情况下1倍频幅值与1倍频相位同步发生变化,同时压缩机在固定转速下轴位移由0.10 微米缓慢变化为0.06μm,当稳定在一定转速下后相位变化的趋势很小。说明压缩机转子的质量分布在较长一段时间内发生了缓慢性改变。
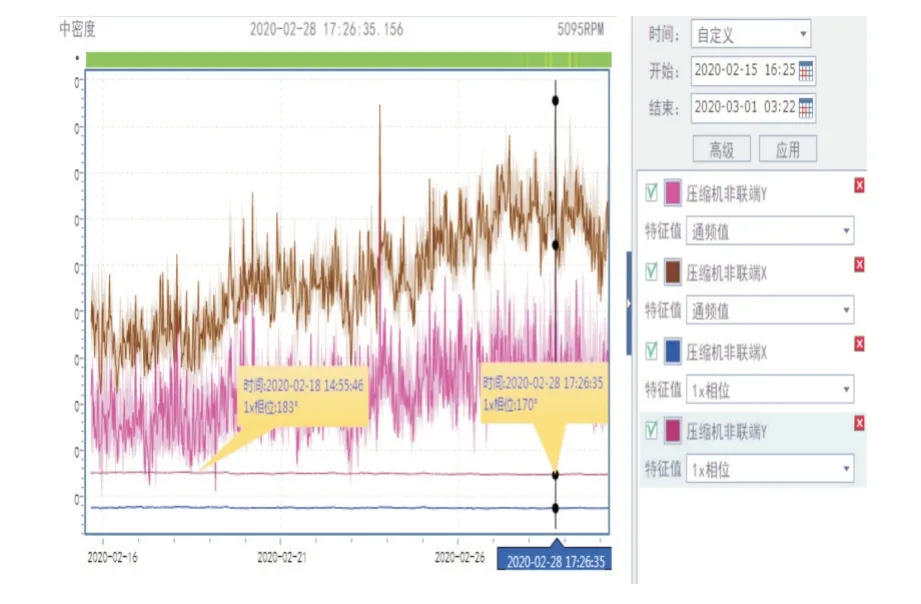
图2 1倍频与相位对比趋势图
(3)进一步调取压缩机在振动上涨后的波形频谱图,从时域图可看出压缩机4个通道正峰值与负峰值存在相对关系。从频域图中可看出,基频振动成分占比很大,而其它倍频成分所占比例很小,引起压缩机振动的谐波能量主要是集中在转子的工作频率上,为1 倍频。在较小频率中多以0.38 倍频、0.41 倍频为主。说明转子存在轻微的摩擦。但存在较多的低频分量细化分析汽轮机振动联锁时的波形形态与轴心轨迹形态,见图3。汽轮机振动异常发生后,时域波形呈正弦波形态,波形的重复性与对称性良好;汽轮机前后轴承处的轴心轨迹呈椭圆状,涡动形式为正进动,涡动范围较大;说明转子上存在较大的不平衡量。
(4)见图3。压缩机振动缓慢上涨后,压缩机非联端轴心轨迹呈现外8字形,压缩机联端轴心轨迹呈现椭圆形,并伴有正反进动交替现象。说明转子存在不平衡且压缩机非联端伴有局部摩擦。

图3 轴心轨迹图
3 诊断结论及建议
3.1 诊断结论
综合以上分析,空分装置“KDON-28000/34000型B 套压缩机在自2 月份开始发生了转子不平衡故障。结合振动趋势缓慢上涨的特性,分析认为该机组非联端压缩机进气侧发生结垢现象,因转子与定子结构,导致密封间隙、汽流间隙减小,致使压缩机转子非联端子存在一定程度的摩擦。
3.2 诊断建议
对空分装置“KDON-28000/34000 型B套压缩机异常振动的诊断建议如下。
(1)择机安排时间停车,对压缩机非联端轴承箱密封梳齿检查,排除因密封梳齿引起的振动故障。
(2)对压缩机入口气源品质进行化验,如有必要对压缩机入口空气过滤器进行更换。
(3)如现场不具备停车条件,必须进行监护运行,同时做好工艺方面严格操作,尽量避免负荷剧烈变动;一旦振动再次发生突变,应立刻停车进行检修;检修方面做好抢修的准备,包括备品、备件的准备,检修队伍的协调。
4 诊断验证
机组停机后组织专业人员对压缩机非联端轴承箱密封梳齿检查,排除了此因素。压缩机解体后发现非联端叶片及腔体流道、压缩机入口管道均存在一定程度的结垢现象,通过高压清洗去除垢状物后启机运行状态良好,最高振值稳定在20μm以下。
5 结论
通过频谱趋势分析及诊断验证,得到以下结论:
(1)转子不平衡是旋转设备比较严重的一类故障。轻则会使转子振幅产生突然变化,影响机组正常运行;重则可能会触发联锁停车甚至引发重大安全事故。
(2)转子不平衡引起的原因有很多,且不平衡状态的转子在持续运行时极易引起局部摩擦类故障,放任不管的话易发生严重的全周摩擦。
(3)转子不平衡振动的特征频率以工频为主、随着转速的变化振动幅值会同步变化。
猜你喜欢
激光与红外(2022年12期)2023-01-30
能源工程(2021年6期)2022-01-06
电子制作(2019年22期)2020-01-14
建材发展导向(2019年10期)2019-08-24
雷达学报(2018年1期)2018-04-04
中国三峡(2017年9期)2017-12-19
山东工业技术(2016年15期)2016-12-01
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
腹腔镜外科杂志(2016年10期)2016-06-01
工业设计(2016年4期)2016-05-04
