ASTMA765钢焊接接头低温性能
2020-09-10 19:25胡冰
内燃机与配件 2020年10期
关键词:焊接工艺
胡冰


摘要:针对离心压气机壳用ASTM A765钢的低温工况,研究了改性材料的焊接工艺及焊后热处理工艺。研究了拉伸性试验、低温冲击试验和金相观察、焊接参数和焊后热处理工艺对焊接接头性能的影响。试验结论显示,采用HS09MnNiDR焊丝焊接的ASTM A765钢可满足-46℃低温工况的使用要求。
关键词:ASTM A765;低温冲击;焊接工艺
0 引言
近年来,为满足压缩机出口项目的要求,美标材料的应用越来越广泛。为此本课题以美标材料ASTM A765 Grade II材料为研究对象,通过合理选取焊接参数并通过严格的过程控制手段[1],得到满足使用要求的焊接工艺,满足-46℃低温工况的使用要求。
1 試验材料与方法
试验母材为ASTM A765 Grade II,满足ASTM A765标准,其化学成分及力学性能件表1。焊接材料为HS09MnNiDR,AWS A5.28 ER80S-Ni3标准的规范是ф1.2毫米,其化学成分如表2中列出。使用熔融金属电弧焊、水平对接焊,80%Ar+20%CO2。
2 焊接及热处理工艺
本试验选用的焊接试板尺寸为500×400×40mm3,采用水平位置焊接,45°X型坡口。由于ASTM A765 Grade II属于低合金钢,其Ni元素含量较低,且要应用在-46℃低温工况中,属于低Ni低温钢,因此为保证焊接接头的低温冲击性能,选择了含Ni元素较多的焊丝,这样可以弥补焊接过程中Ni元素的烧损,它可以有效地增加镍的焊接接头的内容,这有利于低温影响焊接接头的性能。另外,为了保证焊接接头的性能和焊接效率,必须合理选择焊接参数。具体工艺参数见表3。对于熔化极气体保护焊,为保证焊接效率,焊接电流应足够大以保证产生喷射过渡,而对于低温钢焊接接头,过大的焊接电流、电压会导致合金元素烧损、组织粗大等现象,不利于焊缝冲击性能,因此,试验所选适合的线能量为22.7kJ/cm,在保证喷射过渡的同时,可以有效降低过大热输入对焊接接头带来的不良影响。此外,为了保证焊接接头的低温冲击性能,焊接过程中中间层之间的温度应严格控制在150℃以下。为了控制和消除焊接后残余应力的影响,在590-610℃下进行了4-5小时的应力消除热处理。
3 试验结果与分析
3.1 力学性能试验结果分析
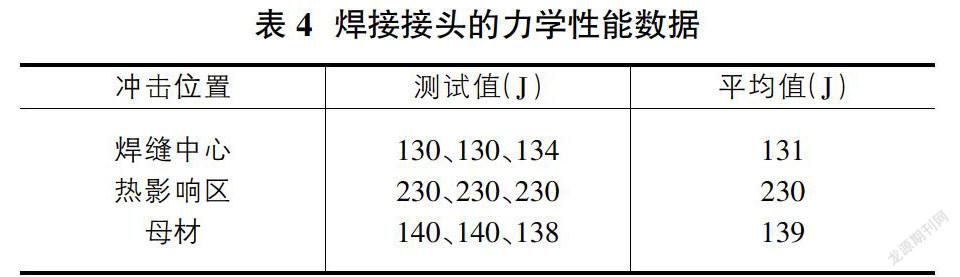
对焊接样品进行拉伸、冲击、硬度试验。拉伸试验表明,焊缝的平均拉伸强度为505MPa,断裂部位在基体金属中,表明焊缝强度高。焊接接头的冲击试验结果在表4列出。焊接中心的平均冲击能量是131J以及热影响区是230J。可见,焊接接头的冲击功都非常高,这与试验选用较小的线能量有很大关系,较小的线能量可以细化焊缝组织。同时,为确保焊缝组织的细小均匀,焊接预热温度不宜过高。高预热温度会降低焊接冷却速度,使焊接结构容易粗糙。焊缝平均硬度为180HBW,热影响区的硬度平均值为161HBW,母材为151HBW。焊缝及热影响区的硬度比母材稍高一些但均满足NACE MR0175标准对低合金钢在酸性环境下的使用要求。
3.2 焊接接头组织分析
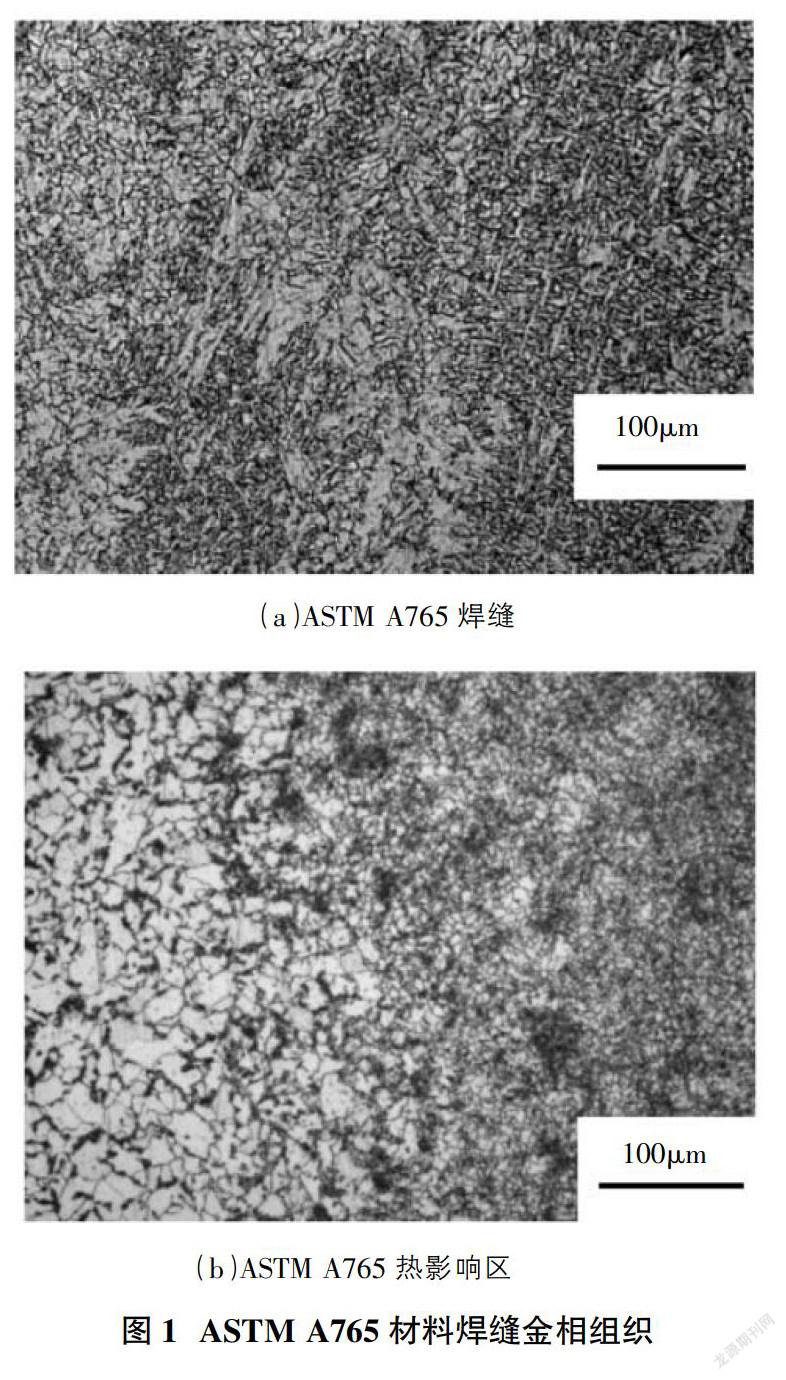
图1(a)(b)分别为ASTM A765钢焊缝和热影响区的金相组织。图1(a)焊缝的组织为铁素体,显微组织均匀、小,有大量针状铁素体,角度分布大,有利于焊缝的低温冲击性能,且采用直道焊接减小摆动对焊缝组织带来有利影响。由图1(b)可以看出,热影响区位置出现马氏体,马氏体组织的形态和受热影响有关,离焊缝近的部位由于熔合区内温度梯度高[2],组织严重长大,故得到粗大的马氏体,而在熔合区以外的正火区的部位由于受到焊接热循环的影响,结果得到的马氏体结构非常细。在不同的冷却速度和线性能源、贝氏体和马氏体形成一个混合结构。虽然该区域组织粗细不同,但特征上都是属马氏体。这种共存组织会导致在正火区(细晶区)冲击功数值的提升,正火区的组织是热影响区性能较好的区域。
4 结论
ASTM A765钢焊接选择熔化极气体保护焊,HS09MnNiDR焊丝,线能量为22.7kJ/cm时,-46℃焊缝冲击功平均值是可以达到131J,而热影响区冲击功平均值则可以达到230J,满足-46℃低温工况使用要求。ASTM A765钢焊接接头抗拉强度达到505MPa,试样于母材断裂,满足压缩机机壳制造要求。
参考文献:
[1]尹士科.焊接材料及接头组织性能[M].北京:化学工业出版社,2011.
[2]刘建平,李博,白雪峰,等.焊后热处理对高温合金异种材料焊接组织的影响[J].沈阳工业大学学报:2014,36(6):651-656.
猜你喜欢
科技与创新(2017年1期)2017-02-16
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年23期)2016-11-04
科技视界(2016年1期)2016-03-30
中国高新技术企业(2015年22期)2015-06-15
中国高新技术企业(2015年10期)2015-03-19