基于FANUC数控系统的内轮廓曲线宏程序车削加工
2020-09-10 07:22:44陈龙波叶达佳
智能建筑与工程机械 2020年10期
关键词:宏程序
陈龙波 叶达佳


摘 要:本文结合具体的FANUC数控系统和抛物线轮廓车削加工,对抛物线内轮廓的宏程序加工编程要点和技巧进行论述,实践证明该方法对双曲线、椭圆等非圆曲线轮廓宏程序加工具有一定的借鉴意义。
关键词:FANUC数控系统;宏程序;车削加工
中图分类号:TG51;TP391.7 文献标识码:A 文章编号:2096-6903(2020)10-0000-00
0 概述
在实际教学生产中,经常会遇到各种如椭圆、双曲线与抛物线等非圆曲线轮廓的零件,而常见的FANUC数控系统并未配置相应的插补指令,同时分段拟合的方法存在误差,难以达到较高的精度要求,而运用宏程序可以实现此类非圆曲线轮廓的加工精度。
非圆曲线轮廓加工教学生产经常涉及的加工要素,也是各级数控大赛经常考核的要素之一,宏程序在数控车床的非圆曲线轮廓加工编程中有着广泛应用,本文以抛物线轮廓为例,分析了内孔加工的数学模型,介绍相对应的宏程序编程方法,研究表明该方法能够提高手工编程效率,拓宽数控车床对非圆曲线的加工范围。
1 抛物线宏程序加工
1.1 抛物线方程
抛物线的拟合通常采用直线逼近或圆弧逼近的方法,即采用小段直线或圆弧来逼近抛物线,只要插补计算的步距足够小,就可以加工出符合要求的抛物线轮廓[1]。
如图1所示抛物线,在XOY平面坐标系中,其标准方程为y2=2px (p>0),对应到数控车床的XOZ坐标系中,坐标变换后为x2=2pz (p>0),根据图2图形尺寸和Z轴偏移-50计算,对应的抛物线方程为x2=2×20(z+50),可以推导出
1.2 宏程序
宏程序是指在编程中用参数变量代替具体的数值,使用变量、算术、逻辑运算与条件转移指令可以方便地实现循环程序设计;通过循环指令实现变量之间的数值计算,使用不同的函数表达关系式可以实现抛物线、椭圆、双曲线等非圆曲线的编程[2]。
现代数控系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行的繁琐的数值计算,能够精简程序量。
1.3 抛物线曲线实例
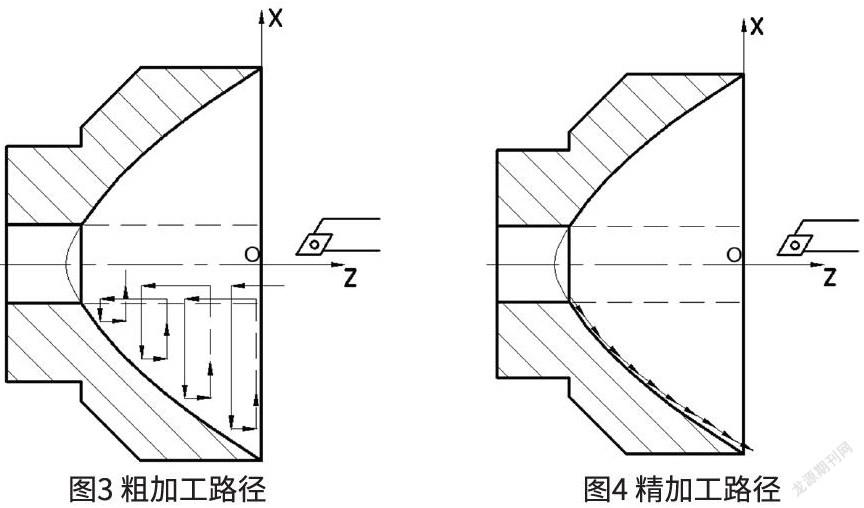
以图2所示灯罩模具抛物线内曲面加工为例[3],具体分析内曲面加工的工艺步骤:
(1)考虑内表面加工进刀的困难,可先在毛坯上钻出Φ20的通孔;
(2)选择合适的内孔刀,沿着图3路径,用粗加工循环指令去除多余材料;
(3)选择合适的精加工,沿着图4路径,用精加工循环指令加工到最终尺寸;
1.4 加工程序
规划使用以下变量:
#100 Z坐标值
#101 X函数
#102 X坐标值
#103 中间变量
O0001;
N100 G98 G40 G21;
N110 T0101; 内孔刀1,粗加工
N120 M03 S600 F100 M08;
N130 G00 X0 Z2.0; 粗加工起点
N140 #100=0; 定義#100初始值
N150 #103=#100+50.0;
N160 #101=SQRT[#103*40.0];
N170 #102=#101*2-0.5; 直径编程,0.5余量
N180 G01 X18 Z#100; 考虑内孔大小与刀具直径,从X18开始
N190 X#102;
N200 W0.5; Z向退刀0.5 mm
N210 X18;
N220 #100=#100-1; Z向递增-1mm
N230 IF [#100 GT -50.0] GOTO 150; Z坐标大于-50.0则返回N150处
N240 G00 Z100.0; Z向退刀
N250 T0202; 内孔刀2,精加工
N260 S1200 F60;
N270 G01 X18; 考虑内孔大小与刀具直径,从X18开始
N280 Z-47.5; 分两步到精加工起点
N290 #100=-47.5; 重新定义#100初始值
N300 #103=#100+50;
N310 #101=SQRT[#103*40];
N320 #102=#101*2; 直径编程,不留余量
N330 G01 X#102 Z#100;
N340 #100=#100+0.1; ; Z向遞增+0.1mm
N350 IF [#100 LE 0] GOTO 300;
N360 G00 Z100.0; Z向退刀
N370 M09;
N380 M30;
1.5 注意事项
(1)进行此类内表面加工工件时,考虑到Φ20的通孔对进刀、排屑和冷却的影响,选择沿X轴方向进行粗加工的进刀;
(2)内孔刀具选择时应考虑孔径大小和刀具尺寸的匹配,以免产生干涉;基于毛坯上Φ20的通孔,可选择刀头尺寸18的内孔刀;
(3)为避免刀头后部触及孔壁,内孔粗加工时进刀不可从X0处开始,退刀时也不应退回X0处;基于孔径与内孔刀尺寸的匹配,选择从进刀X18处开始,退刀也相应退回X18处;
(4)N170处,粗加工余量放在由半径编程转换为直径编程时引入,可根据实际情况自行调整;
(5)同理,如对精加工后尺寸公差有要求,可在N320处修改。
2 结语
(1)宏程序数控编程较之于软件自动编程具有编程简单和程序短小精悍等特点,能够进行人工检查,有效地解决一些含有抛物线、椭圆、双曲线等非圆曲线轮廓的回转体零件加工。
(2)宏程序指令适合抛物线、椭圆、双曲线等没有插补指令的曲线轮廓编程;适合工艺路径相同,图形要素一致,只是尺寸不同的系列零件的编程,能够大大减少零件的编程工作量,使程序设计更方便,灵活。
参考文献
[1] 杜军.数控宏程序编程手册[M].北京:化学工业出版社,2017:163-165.
[2] 沈春根.FANUC数控宏程序编程案例手册[M].北京:机械工业出版社,2017:143-144.
[3] 沈建峰.数控车床编程与操作实训[M].北京:国防工业出版社,2005:122-123.
收稿日期:2020-09-04
作者简介:陈龙波(1972—),男,福建惠安人,本科,讲师,研究方向:数控技术与CAM。
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:44
制造技术与机床(2019年10期)2019-10-26 02:48:06
科技视界(2018年6期)2018-05-11 09:50:28
数码世界(2017年12期)2018-01-03 07:05:38
制造技术与机床(2017年11期)2017-12-18 06:47:26
中国科技博览(2017年23期)2017-08-29 19:52:18
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
时代农机(2015年3期)2015-11-14 01:15:34
机电产品开发与创新(2015年5期)2015-10-28 01:10:54
焊接(2015年9期)2015-07-18 11:03:53