电力机车前窗玻璃粘接问题分析及工艺改进
2020-09-10 03:23潘学文刘承文文萍
交通科技与管理 2020年14期
潘学文 刘承文 文萍


摘 要:电力机车前窗玻璃安装采用直接粘接法,这种方法装配简单、密封性好且有减震功能。但现场粘接工艺仍存在一些问题:胶表面起泡或鼓起,胶结接头出现鼓起或窗框四角凹陷,玻璃与车体不同面,密封间隙不一致等。本文从这几个问题出发,结合粘接原理及现场实际分析原因,并提出工艺改进方案。
关键词:前窗玻璃打胶;电力机车;底涂、打磨;鼓包
中图分类号:U264 文献标识码:A
0 引言
电力机车前窗玻璃在机车运行中会受到各种挑战,如由恶劣天气带来的温差影响、砂石冲击、盐雾腐蚀、运行冲击,这些挑战可能导致胶体开裂、老化,严重影响粘接强度甚至导致粘合失效。为了保证粘接寿命和粘接强度、密封性,必须严格在粘合剂选型、粘接步骤、工艺要求三方面上把关。
如果粘接工艺存在缺陷、粘接接触面打磨不到位,作业人员操作方法不当、作业环境不佳、工具不得力,导致现场打胶经常出现表面鼓起、胶结缝隙不一致,老化开裂等现象,严重影响接头的美观性。本文介绍了粘接原理及电力机车前窗粘接工艺,指出影响粘接强度的关键性因素,同时,针对工艺、生产中存在的粘接面表面鼓起、粘接间隙不一致等问题提出解决方案,优化现有工艺方法。
1 粘接原理介绍
影响粘接强度的因素很多,下面简单对粘接机理、失效形式及改善措施进行介绍。
1.1 粘接步骤
“粘接”简单可以理解为使用粘合剂将两种粘接基材连接在一起。粘接剂固化后,在被粘接基材和胶体之间形成粘着力(粘附力),基材之间的胶层之间存在另一种力——内聚力。这两种力决定了粘接剂的粘接强度。粘着力是由不同材料之间的吸合力产成的,内聚力则是由材料内部分子的相互吸引产生的。
1.2 粘接失效形式
粘着断裂、内聚断裂、混合型断裂、基材断裂(粘接强度依次递增)。
1.3 影响粘接强度的因素
基材表面状态、粘合剂特性、表面处理工艺(底涂等)。
1.4 提高粘接性能途径
内聚力是胶的固有特性,无法改变。因此,为了改善粘接的强度,只有从粘着力着手。改善粘着力的方法很多,最常用的是表面机械处理及喷刷底涂,这两种方法也应用于现场工艺中。底涂是现在应用最广泛的粘接改善方法,在基材与粘合剂之间涂抹底涂,通过分子层作用形成胶结剂的最佳甚至化学连接,起到提高附着力、抗老化性以及保护基材表面的作用。
底涂的选择取决于粘接剂与基材的表面状态。因为底涂性质受环境因素影响严重,因此在使用底涂时要注意:(1)使用前检查日期,不可用过期产品;(2)使用之前充分摇匀;(3)包装打开后立即注明日期;(4)要控制好底涂的用量,尽可能少,不要超过必要的用量;(5)使用结束后立即封好包装。
底涂喷涂好后,要注意挥发时间,超过挥发时间后再涂粘接胶。
2 前窗玻璃粘接工艺
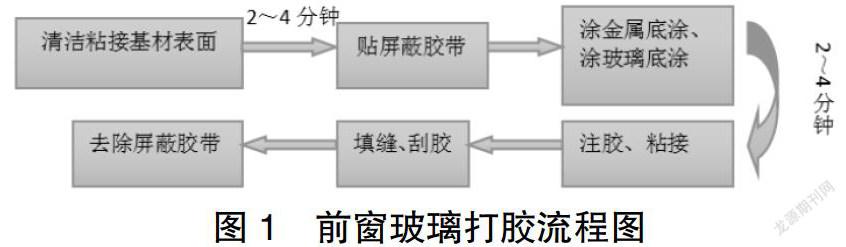
由于各车型电力机车前窗玻璃粘接工艺大体相似,现场粘接工艺步骤(主要流程见图1)如下:
(1)领料,确定物料未过期;(2)用砂子打磨窗框,使其露出底漆;(3)用酒精清潔窗框,用清洗剂清洗玻璃待粘接面,分别干燥2~4分钟后,使用胶带屏蔽玻璃、窗框外周可能被污染部分;(4)均匀喷刷底涂,干燥2~4分钟;(5)粘接剂放入胶枪,枪嘴割成V型,将粘合剂用胶枪沿一个方向连续、均匀地打在已经表面处理的窗框上,胶条打完后立将玻璃安装在窗框上。要求玻璃安装后与窗框间隙均匀,各处粘接厚度不少于10毫米;(6)胶枪嘴斜切,使胶嘴能伸入缝底,将粘合剂均匀地打在窗框接缝里,打出的胶条应高于胶接接头3毫米~5毫米。胶条打完后立即用橡胶刮刀刮平胶条,并将胶面修整得均匀光滑;(7)刮完后立即撕去屏蔽胶带,使用光亮剂对胶接表面进行处理。
3 现场工艺存在的问题
由于作业环境不佳、工艺存在缺陷、工具不得力等原因,现场打胶工艺存在主要问题如下:
(1)打胶表面经常出现鼓起,且鼓起只存在于玻璃与窗框下间隙,鼓起随着固化的时间加长而越加明显,严重影响产品的外观。
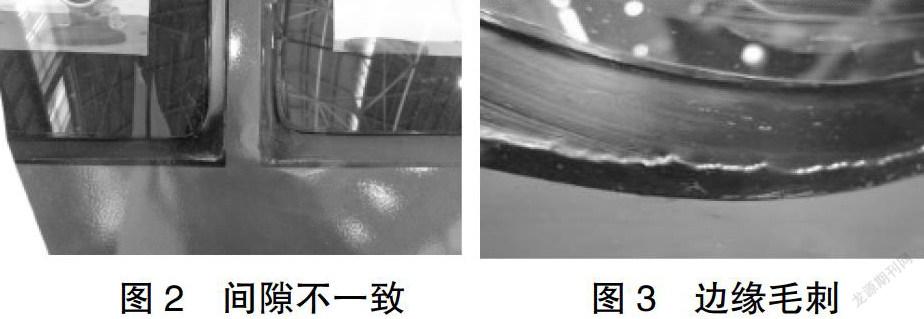
(2)玻璃与窗框边缘的间隙不一致,定位方式存在缺陷,导致上下间隙不同、左右间隙不同,玻璃不在正中,胶线宽度不均匀。如图2所示,明显可以看到左右两块前窗玻璃与窗框的间隙大小不同。
(3)对于窗框的打磨程度不一致,粘接对基材表面有要求,而现场工艺虽要求对窗框待粘接区域进行打磨,但打磨程度未给出明确指示。
(4)玻璃边缘存在多余粘合剂,未有效屏蔽,未有效屏蔽粘接剂,导致粘接剂边缘不整齐,影响美观。(如图3所示)
4 现场工艺存在问题原因分析
4.1 打胶表面经常出现鼓起原因
(1)现场将多块密封调整块叠加后放在玻璃底部,然后施胶密封。这样,在粘合剂固化的同时,玻璃的重量及窗框的倾斜角导致调整块间相互滑动,玻璃随之向下滑移,使得还未固化的粘合剂受到挤压,是产生鼓起的原因之一。
(2)工艺分两次打胶,可能导致空气存在于靠近玻璃的夹层中,固化过程中,空气逐渐移向粘接剂表层。
(3)作业人员涂抹胶量不够,刮胶力度不够,无法有效排尽空气、压实胶层,会导致固化后表面出现鼓起、框角出现塌陷。
(4)刮刀结构、材质不合理。现场作业人员使用自制的刮刀,刮刀端部无刀锋,且刮刀整体材质偏硬,无法保证刮刀产生足够的变形量将粘接压入缝隙内。
4.2 玻璃与窗框边缘的间隙不一致原因
(1)密封调整块未固定于窗框上,调整块相对窗框有滑移,几块密封调整块间又相对滑移,由于滑移程度不同,导致玻璃与窗框间的间隙不一致。
(2)垫块的使用与设计要求不符。
4.3 打磨不到位原因
对于前窗玻璃胶结基材表面的打磨程度在工艺上未进行明确规定,现场工艺要求作业人员将窗框粗略打磨、露出米红色环氧底漆即可打底漆,进行胶结。
4.4 粘接剂边缘不整齐原因
现场采用纸胶带进行粘接污染屏蔽,方法不合理。这种胶带遇潮则粘接性能急剧下降,边缘经常卷曲,无法有效屏蔽粘合剂,导致去除屏蔽胶带后,玻璃边缘不齐整或有多余粘合剂,影响美观。
5 解决方案
(1)根据现场生产实际,按照DIN6701粘接体系要求,对粘接打磨工艺作出相应改进。打磨方案为:使用水磨砂布打磨窗框表面,要求去杂色漆雾,露出底漆,打磨后基材表面看不到明显的划痕。打磨按以下步骤[1]:
(a)先横向打磨,直到表面都有均匀的轻度划痕为止。(b)然后在垂直方向打磨,直到步骤(a)产生的所有划痕被磨去。(c)再环向打磨,直到步骤(b)产生的所有划痕都被磨去,表面均匀一致为止。(d)清除碎屑,使用干净的无绒棉布蘸溶剂擦洗,晾干。
(2)设计新结构的密封调整块(结构见图4),玻璃得到水平及垂直定位,可以保证粘接厚度为10毫米,也可保证玻璃与窗框左右距离一致。清洁完窗框后且干燥后,新垫块按照要求粘接在窗框的相应位置, 可防止垫块滑移,保证粘接剂在固化过程中玻璃不移动。
(3)调整块牢牢固定在窗框上后,用胶枪在窗框四周打上7120胶。
注意:
1)一定要将最初打出的胶头扔掉,防止胶头內藏有空气;2)区别于以往工艺分两次涂胶,采用一次打胶法,要求胶量较大,用量能够满足粘接和密封;要求作业人员打胶时,在窗框四个拐角加大打胶量;3)打胶一次完成,不留胶头;4)底涂的用量尽量少,不要反复涂刷。同时,注意底涂使用时先摇匀,使底涂充分反应。
(4)从材质硬度、结构尺寸等方面改进现有刮刀(如图5和6,刮刀有刀锋,橡胶材质且硬度适中。要求作业人员刮胶按压力度加大,这样保证压实胶层。
(5)取消纸胶带的定额,规定塑料胶带为唯一屏蔽胶带,保证去除屏蔽层后,密封边缘整齐无毛刺。整个粘接过程完成后,要求作业人员贴上警示标语“胶未干、勿动!” ,1小时内不允许以任何方式接触接头表面,8小时内不允许动车。
6 结束语
本文主要介绍了电力机车前窗玻璃打胶出现的主要问题,并根据现场生产状况,结合粘接原理分析问题产生原因,提出改善方案。通过对现场粘接工艺进行分析与改进,提高了粘接质量,未再次出现起泡,鼓包等问题,并使粘接外观更美观。
参考文献:
[1]GB/T21526-2008粘接前金属表面处理[S].
[2]勾波,杨志勇,元世斌.高速动车组车窗玻璃粘接工艺研究[J].粘接,2012(08):66-68.
猜你喜欢
信息技术时代·上旬刊(2020年1期)2020-09-10
科技风(2020年10期)2020-04-10
中国化工贸易·中旬刊(2019年3期)2019-10-21
中国高新技术企业(2017年3期)2017-03-30
科技创新与应用(2016年34期)2016-12-23
发明与创新·大科技(2016年11期)2016-11-19
科技与创新(2016年15期)2016-09-23
共产党员·上(2014年1期)2014-01-22
科技致富向导(2013年15期)2013-09-09