基于EtherNet/IP通讯的在线式变径轮胎拧紧机
2020-09-10 07:22侯伟强张新震关欣
内燃机与配件 2020年11期
侯伟强 张新震 关欣
摘要:随着国内各类汽车总装车间生产线柔性化的逐步推进,对各工位的自动化设备提出了适应多品种的要求。本文描述了一种在线式可控轮胎拧紧机,通过伺服系统,可以实现多种中心距的快速切换,实现无极变径功能,满足多车型生产的需求,并具备与其它系统交互接口及功能,可以实现在线可控,避免因人为因素导致的质量问题。
关键词:EtherNet/IP;伺服;NAT;拧紧机
0 引言
国内各大重型汽车制造商已经逐步使用电动拧紧工具来代替以往的风扳机进行螺栓紧固,轮胎螺母拧紧机作为总装线上重要的多轴拧紧设备,要适应多种车型实现柔性化生产,对于三种以上中心距,需要使用伺服满足无级变径的需求。
以往,线上的单轴、多轴设备仅仅作为工具,负责替代人工进行螺栓拧紧工作,对于工艺流程管理和数据可追溯性要求不高,容易造成返工和发生质量问题时无法追随,而随着工业4.0的推进,各大主机厂对于拧紧过程和拧紧数据的管理要求越来越严格[1],这也意味着拧紧设备需要提供各类的接口与MES系统、QCOS系统等进行对接。
本文针对目前主机厂对轮胎拧紧的需求,根据实际项目经验设计了本方案,在实现多种工艺拧紧的同时,兼顾防漏、防错、控线、数据上传等功能。
1 系统总体设计
机械部分采用吊挂设计方案,使用气缸将变径箱体悬挂于二层轨上面,二层轨安装于一层轨上,通过减速电机拖动二层轨道实现自动返回功能。
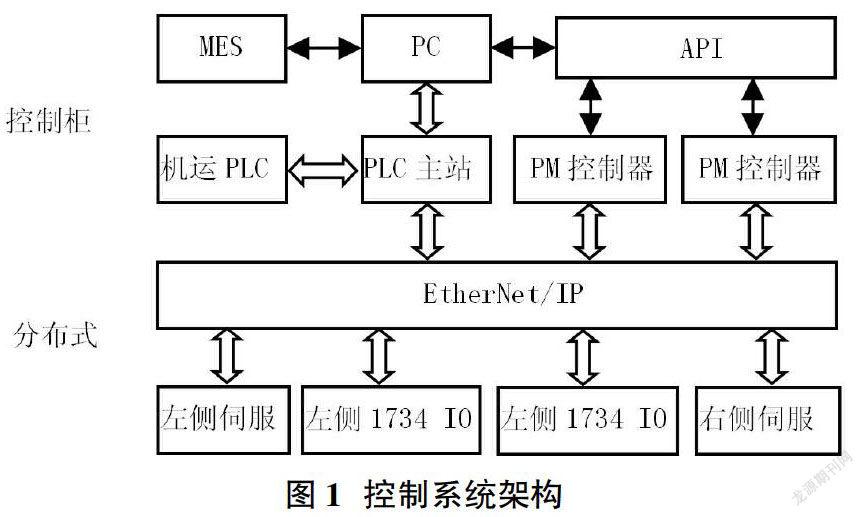
电气控制部分包含拧紧控制系统以及变径系统两部分。拧紧控制系统部分,PLC通过EtherNet/IP总线与左右两边的控制器、分布式IO、伺服进行通讯,实现拧紧系统、IO信号的控制以及电机的变径功能。系统架构图如图1所示。
2 箱体结构
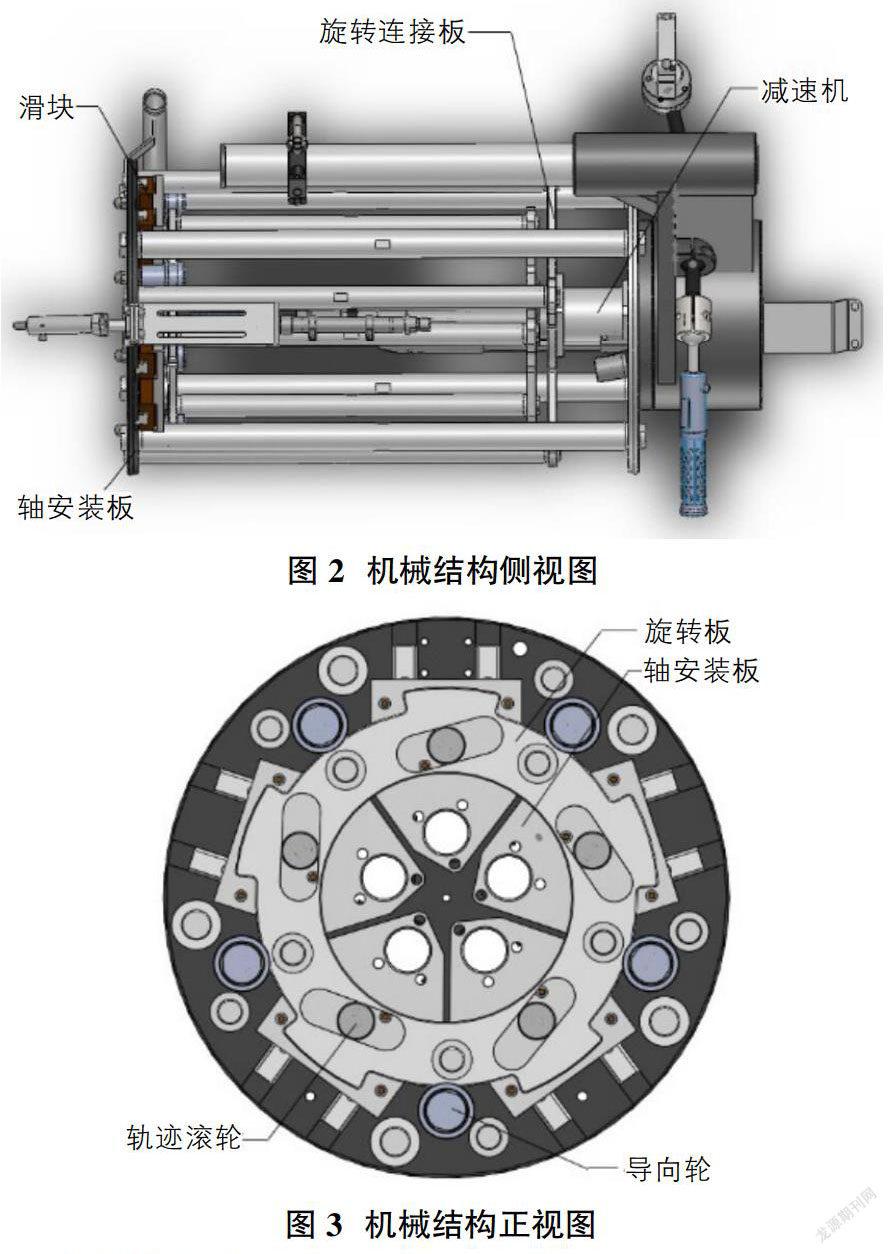
机械结构主要分为两大部分:拧紧轴固定装置以及电机旋转变径结构,拧紧轴固定装置包含前后安装板、轴安装板;电机旋转变径结构包含滑轨、滑块、变径旋转板、轨迹滚轮、导向轮、电机安装板、连接杆等。
电机通过减速机带动旋转板转动,轨迹滚轮在旋转板滑槽内移动,驅动轴安装板沿滑轨方向移动,实现变径。
机械结构如图2、图3所示。
3 伺服系统
由于控制柜与箱体距离最远能达40米,采用脉冲方式控制无法实现,因此选用总线形式伺服控制器,将控制器安装于箱体上方控制柜内,确保与电机距离最短,电机电源电缆和反馈电缆长度最长5米,最大程度减小信号衰减带来的影响。
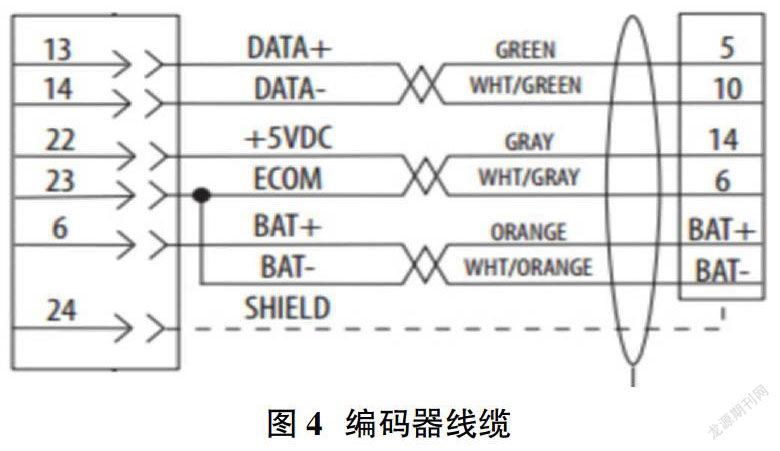
Kinetix 350单轴伺服驱动器适用于EtherNet/IP网络上的ControlLogix控制器,与TLY伺服电机无缝集成,可以使用Studio 5000 Logix Designer应用程序进行编程、调试和维护[2]。为了避免设备断电时导致位置变更,因此选择使用支持Tamagawa 17位串行绝对值编码器的TLY系列伺服电机,在保证性能满足需求的前提下能够最大程度减少成本。
编码器接法如图4所示。
4 PLC系统及网络
本地PLC采用1769 CompactLogix系列产品,型号为1769-L33,搭配本地IO模块,控制控制柜本体上安装的IO信号;该产品集成了高性能和Logix平台的优势,具有通用的编程环境、通用的网络、通用的控制引擎,非常适合中小型设备级控制应用[3];远程I/O分站选用1734AENT以及POINT IO模块,接入操作按钮、阀、指示灯等IO信号。
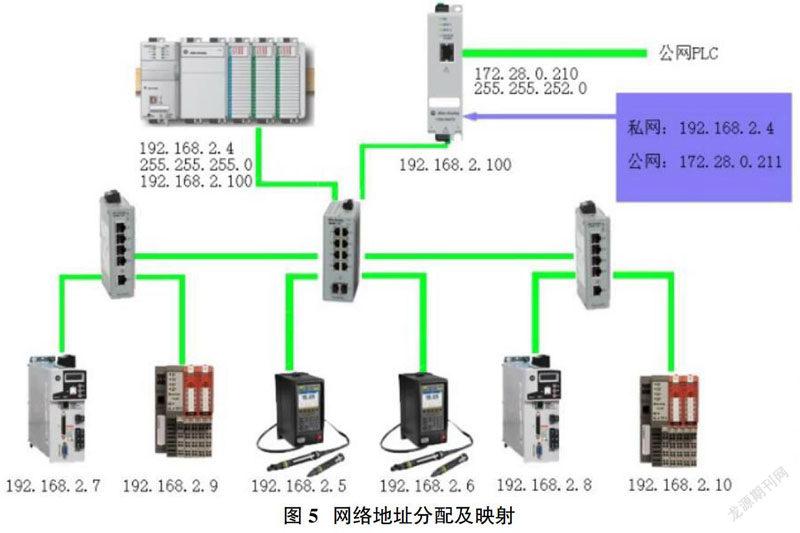
PLC系统与QCOS系统进行信号交互,1769-L33无法扩展地址,为避免其它系统与本地系统进行交互,因此使用了网络地址转换(NAT)设备,采用ROCKWELL产品1783-NATR隔离两个网络并在该产品内部做网络映射。整体网络设置如图5所示。
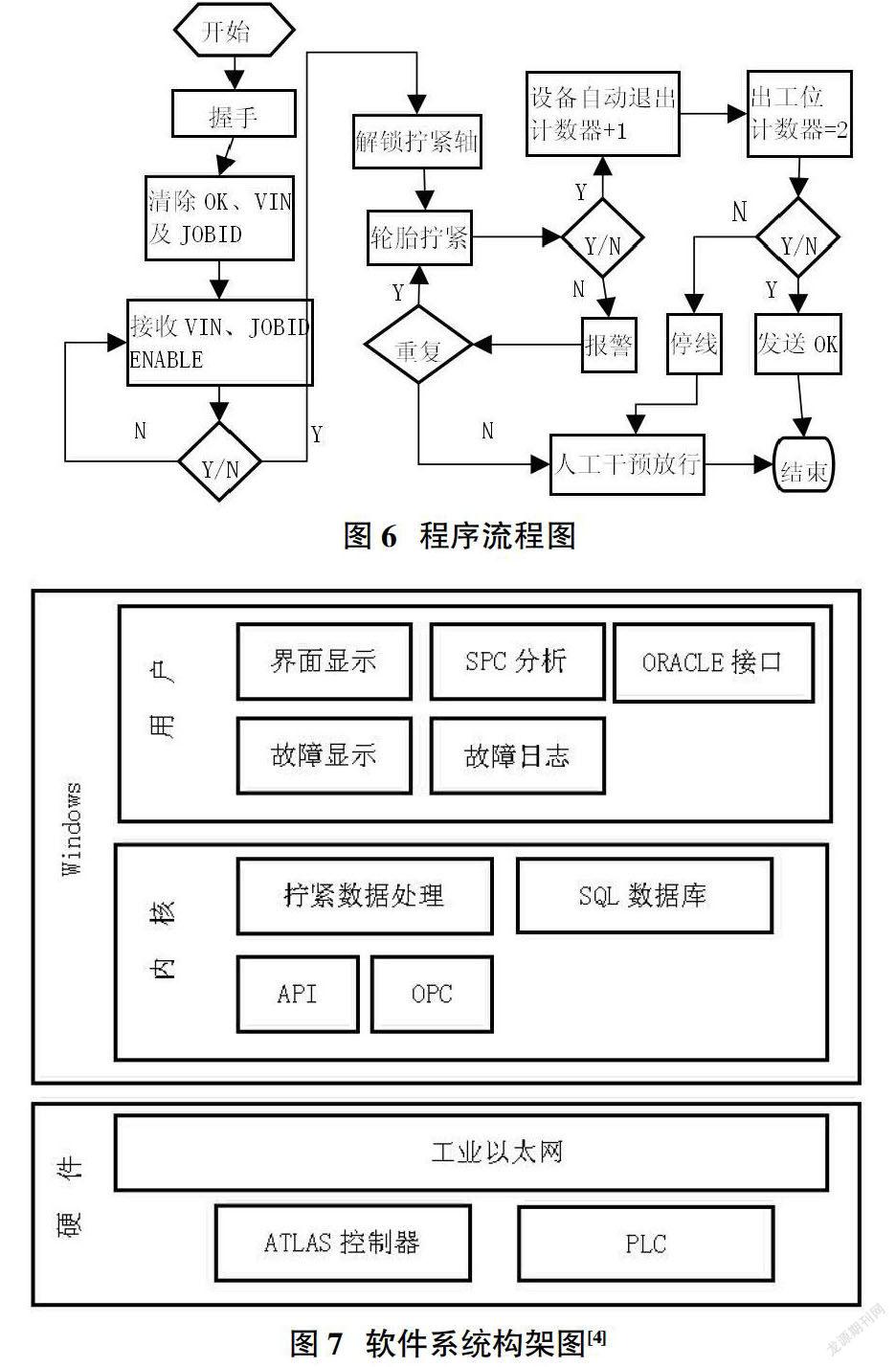
双方PLC系统使用MSG进行通讯,交互的信号有:握手状态、RESET、VIN、JOBID、ENABLE、OK,整套设备动作的控制流程为分为握手判定、接收信息及状态、设备工作、上传结果四个部分,具体程序流程图如图6所示。
5 上位机软件
上位机系统主要包含三项主要功能,一是可以采集扭矩、角度、状态、曲线等数据并显示在界面上,通过 SPC 对拧紧数据进行分析,供客户分析拧紧工艺。上位机软件与拧紧轴控制器采用 API 接口进行通信;二是显示设备运行状态以及设备故障历史记录,通过OPC接口与PLC通信,获取程序内标签对应的信号状态并进行记录,对应的故障记录存储于SQL数据库中,供设备维修人员查看;三是将拧紧数据上传到MES系统服务器ORACLE数据库中。软件采用C#开发,软件系统架构如图7所示。
6 结语
本文针对使用ROCKWELL系列产品的变径轮胎拧紧机,提出了一种可以适应多种中心距的在线式方案,能够实现快速切换中心距,适合目前多种车型共线的汽车总装车间。通过NAT设备将设备连接到QCOS系统中,实现车间对扭矩设备的管理,避免因为漏拧紧导致产品质量隐患,还能实时上传拧紧数据实现全生命周期的追溯,在实际使用中取得了良好的效果。
参考文献:
[1]张新震,徐骏升,关欣.一种汽车总装线拧紧设备数据采集方案[J].内燃机与配件,2019(11):15-17.
[2]Kinetix350单轴Etherne/IP伺服驱动器用户手册[M].美国:罗克韦尔自动化公司,2012.
[3]刘彦伟,赵龙录,耿欣,姚福江.基于Ethernet/IP的全自动立式压滤机控制系统设计[J].制造业自动化,2014(7):23-26.
[4]陈凯,边群星.柴油机缸盖全自动拧紧机设计与应用[J].机床与液压,2017(22):47-49.
[5]PowerMACS 4000 User Guide[M]. Atlas Copco, 2007.