不锈钢地铁车辆的顶棚变形原因分析与工装改进
2020-09-10 07:26曹津铭
内燃机与配件 2020年20期
关键词:焊接变形
曹津铭

摘要:针对不锈钢地铁车辆顶棚钢结构组焊后存在“反挠”“窜角”“塌腰”的问题,本文进行了详细的分析,并提出了顶棚组焊工装改进措施。详细的介绍了顶棚钢结构胎位改造,制作相应辅助工装方法等措施来控制不锈钢地铁车辆顶棚钢结构焊接变形。实践证明,通过工装改进及制作相应的辅助工装,控制了顶棚钢结构焊接变形的问题,大幅提高了顶棚钢结构质量。
关键词:焊接变形;胎位改造;顶棚钢结构;辅助工装改进
中图分类号:U270.6 文献标识码:A 文章编号:1674-957X(2020)20-0072-02
0 引言
一般地铁车辆顶棚上具有空调机平台和受电弓平台,在空调机平台立板和受电弓平台立板与顶棚端弯梁,蒙皮与顶棚端弯梁处均有长大焊缝,存在大量的焊接变形。目前,我们生产的不锈钢地铁车辆顶棚存在“反挠”、“窜角”、“塌腰”的问题,直接影响了顶棚质量,同时也影响了车体总成装配质量。
1 顶棚钢结构组焊后变形的原因分析
影响不锈钢地铁车辆顶棚钢结构变形的原因很多。经生产实践分析得出焊缝分布不均匀、焊接结构的特殊性、及顶棚工装胎具的不完善是影响顶棚焊接变形的主要原因。
1.1 焊缝分布对顶棚钢结构焊接变形的影响 一般来说,焊缝在设计时应考虑使其尽量均匀合理,焊缝位置分布不均匀,则焊缝密集区变形大于焊缝稀疏区,这样就要求设计时尽量使焊缝分布均匀,且使焊缝对称于构件截面的中心轴或使焊缝接近中心轴,可减小弯曲变形[1]。
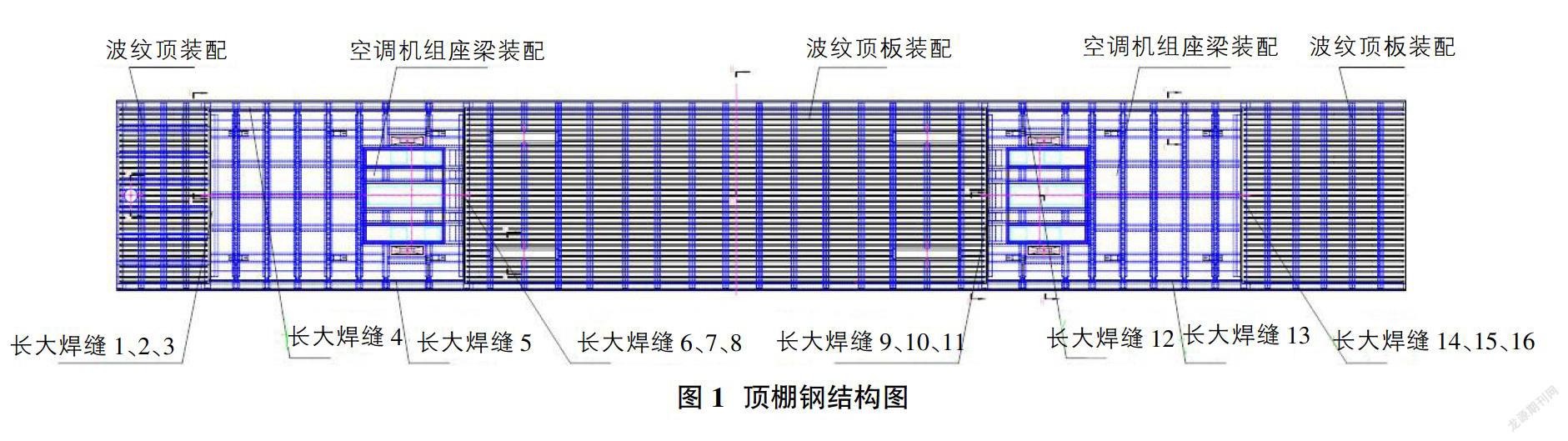
但顶棚钢结构具有其自身的特殊性见图1,空调机组座分布于顶棚的左右两端,且分别存在8条长大焊缝,且焊缝1、2、3,焊缝6、7、8,焊缝9、10、11和焊缝14、15、16分布特别集中,此外该处焊接量大,存在焊接收缩和焊缝应力集中必然导致大幅的焊接变形。
1.2 结构刚度对顶棚钢结构焊接变形的影响 通常结构刚度大的构件,焊后变形小;结构剐度小的构件,焊后变形大。结构的刚性取决于结构截面的形状和尺寸,截面越大,结构刚性越大,变形就越小,反之变形就越大。
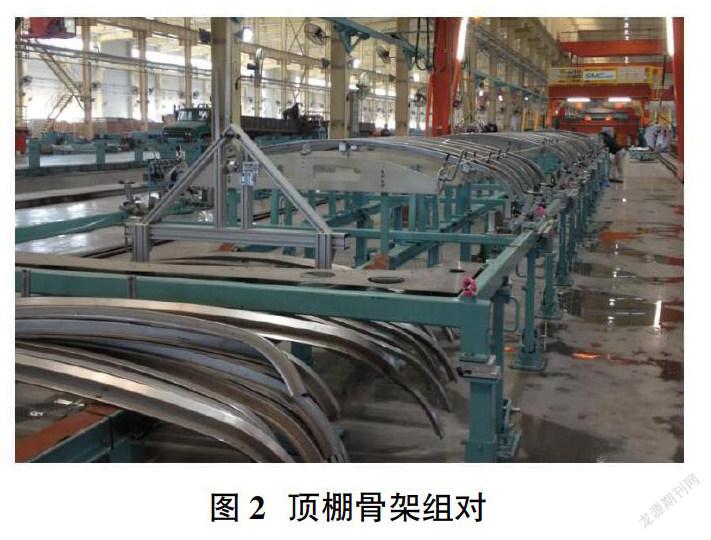
不锈钢地铁车辆的顶棚是由弯梁、端弯梁、上悬梁、侧顶板、蒙皮、空调机组座等组成,见图2。通过弯梁与2跟上悬梁和2个侧顶板之间的点焊构建了顶棚的“骨架”,该结构刚度小,所以在端弯梁与空调机立板,及空调机处端弯梁与蒙皮间进行长大焊缝弧焊时产生了很大的收缩变形。
1.3 工装胎具对顶棚钢结构焊接变形的影响
顶棚组焊需经过骨架组对胎,波纹板自动点焊胎,顶棚正面胎,顶棚反面胎,顶棚淋雨调修胎这5个胎位来进行。若要保证顶棚的质量需在每个胎位的每道工序上都要严格控制组对尺寸和焊接变形。目前顶棚变形主要产生在顶棚正面胎位上。这就需要在上一道工序即波纹板自动点焊胎上加强顶棚骨架的刚度,然后在顶棚正面胎上,需借助工装支撑拉杆抵制“反挠”、“窜角”、“塌腰”变形。同时采用锤击、火焰调修和专业去应力设备等手段来消除焊缝的内应力。以此来保证顶棚不变形的理想状态。
2 顶棚钢结构组焊胎位的改进
2.1 顶棚自动点焊胎的改进
顶棚自动点焊胎是对顶棚弯梁与波纹板、侧顶板之间的电阻点焊,由前边叙述焊接装配对钢结构变形的影响可知:在实施大量弧焊前应先对结构进行点焊加强强度。
改革前工艺:顶棚经组对胎组装后,直接吊运在自动点焊胎上,在完全自由没有任何外力的情况下进行电阻电焊。由于SMC自动点焊设备的特点,上下两极焊枪在对顶棚钢结構进行焊接时,下电极焊枪会对顶棚钢结构有外力作用(垂直于顶棚弧面切线,向上),导致点焊过程中顶棚钢结构有窜动,影响点焊位置的均匀性,更由于复杂力学作用会影响钢结构的形状,导致钢结构形状变化不可控。
自动点焊胎改造:原有点焊胎对顶棚钢结构没有制约,为完全自由状态。根据工艺要求,基于大量工作经验总结,在原有点焊胎两侧特定位置安装卡具。卡具符合以下要求:①保证将顶棚钢结构固定在点焊胎位上,保证其不会因焊枪作用影响钢结构位置。②保证顶棚相对位置受力均匀,不会影响钢结构形状。③保证两侧夹具的直线度,平面度。
在设定位置,使用绷带将波纹板与侧顶板固定住,保证波纹板电阻点焊的位置,确保钢结构相对应位置受力均匀,控制钢结构变形。通过对顶棚正面胎改造,在胎具上运用外力干预的方法,制约钢结构变形的趋势。
2.2 顶棚正面胎的改进
针对上述“反挠”、“窜角”、“塌腰”3个典型问题,对顶棚正面胎进行了如下改造:
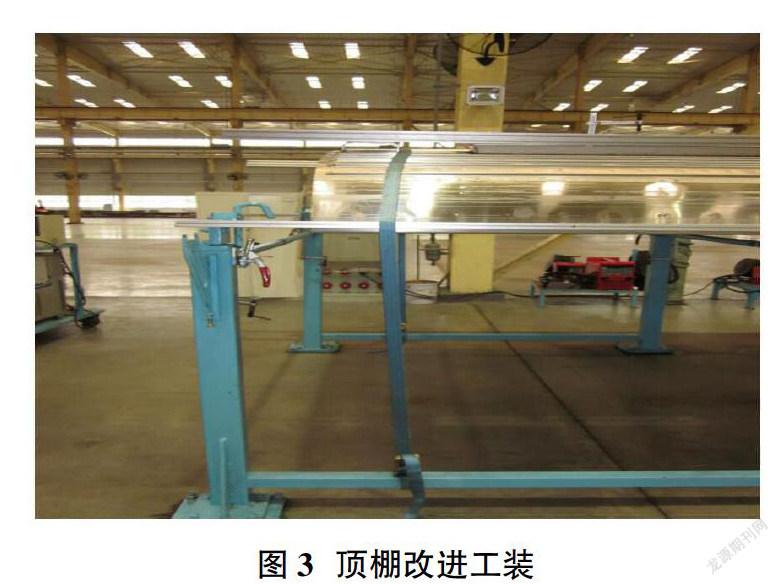
①针对反挠问题:长期以来由于空调机机组座平台八条长、大焊缝的影响,顶棚钢结构一、二位端都有上翘的现象,顶棚结构工艺要求有正挠度17~19mm,然而通常焊接完成后会出现反挠的情况,为此制作了工装如图3所示。
如图3所示应用绷带一根、横梁方管两根以及顶棚正面胎,在顶棚正面胎后两根立柱之间焊接两根横梁,绷带固定两侧横梁与顶棚二位端后侧,将绷带拉紧。把焊接应力转化成相互作用力,进而改善顶棚工艺,提高顶棚质量。工装应用应注意两点:
1)在正面胎焊接作业前固定、调试工装。
2)在焊接作业完成后,焊缝凉透后去掉工装。
②针对窜角问题:由于顶棚钢结构刚性小,焊接量大的原因,顶棚钢结构经常会出现两侧侧顶板直线度达不到生产要求的情况,严重的甚至会出现顶棚钢结构形状不规则的状态,俗称“窜角”。为了解决上述问题制作了工装如图4。
如图4所示,应用5m铝合金型材、拉杆以及卡具等工具,每一侧侧顶板固定有四根铝合金型材,用专用卡具将侧顶板与型材卡紧并保证卡紧后侧顶板直线度。在顶棚一位端,二位端和车体中心处分别固定与车体宽度尺寸相同的拉杆,保证顶棚设计理论宽度。此工装在正面胎焊接前组装,调试完成;在正面胎胎位生产完毕并且焊接处完焊缝凉透后拆除。202延长线车辆顶棚生产应用了此工装,使用此套工装后使顶棚钢结构侧顶板位置的变形得到了控制,改善了因大量焊接导致的侧顶板变形情况。
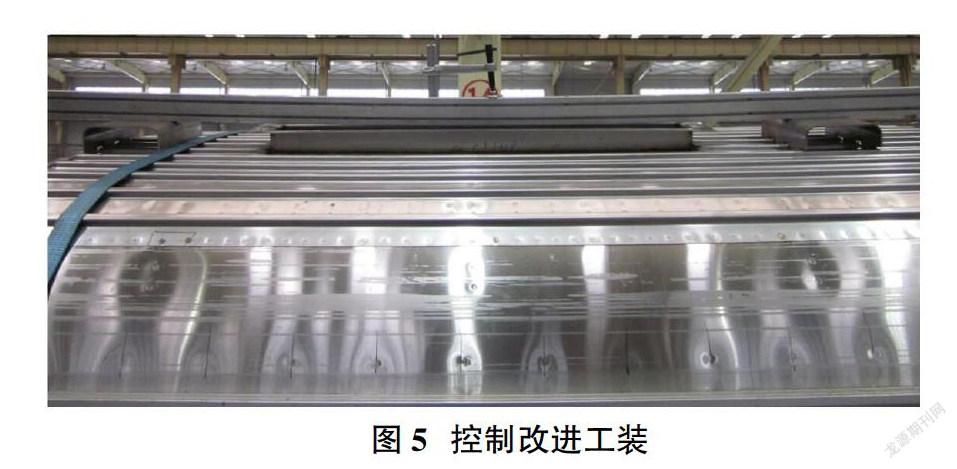
③针对塌腰问题:由于顶棚钢结构二位端废排安装座位置设计特点,切割废排安装口时会切割到弯梁,由于废排口与二位端很近,在自由状态下焊接废排后,被切割弯梁会出现“塌腰”的情况,影响产品质量,是顶棚生产中又一难点。针对上述问题,制作了工装如图5所示。
如图5所示:应用废弃底架边梁300mm×4根、铝合金型材2m×2根、500mm方管下根以及专用卡具两个,将加工完成的底架边梁放置在废排两侧,与顶棚波纹板契合。2m铝合金型材放置在底架边梁上,500mm方管放置在弯梁下方,用专用卡具将铝型材与方管卡住。需要注意两点:1)卡具必须将铝型材与方管卡的足够紧,保证外力可以制约焊接应力;2)方管需在弯梁正下方,将切断弯梁连接起来,保证被截断弯梁与两侧弯梁处于同一高度。
此工装应用内力的相互作用的原理,用工装的形式把焊接产生的焊接应力转化成同一个整体内力的相互作用,这样不管产生多大的焊接应力都会产生相对应的反作用力去抵消它,达到制约焊接应力对顶棚二位端变形的影响。
3 结论
①使用改造后的顶棚自动焊胎,并利用外力干预的方法,可以控制鋼结构的焊接变形量。②使用改进后顶棚正面胎的工装,解决了焊接过程中出现的“窜角”、“塌腰”情况。③“反挠”问题得到了一定的控制,但由于顶棚空调机组座和长大焊缝焊接的限制并没有完全解决。后期,我们会详细测量并绘制顶棚反挠曲线,并设想建立与顶棚反挠曲线相吻合的工装挠度来抵消变形。
参考文献:
[1]周浩森.焊接结构设计手册[M].北京:机械工业出版社1990.
[2]郭佳.地铁车辆顶棚电阻焊焊接工艺及编程优化[D].辽宁:大连理工大学,2015.
[3]李巧艳,吴萍,王和欣.出口菲律宾的地铁车辆顶棚弯梁拉弯成型工艺研究[J].国外铁道机车与动车,2019(2):42-45.
猜你喜欢
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
科教导刊·电子版(2016年8期)2016-06-27
北极光(2016年2期)2016-04-29
哈尔滨理工大学学报(2015年3期)2015-09-21
科技与创新(2015年17期)2015-09-11
科技与创新(2015年12期)2015-07-21
中国高新技术企业(2014年8期)2014-06-14