
小径管上插入式管座角焊缝的射线检测
2020-09-10 07:22施佳锋
科教创新与实践 2020年27期
施佳锋



摘要:对于小径管上插入式管座角焊缝射线探伤存在的薄弱的环节,提出采用双壁透照方法检测插入式管座角焊缝并研讨其可行性。经现场多次验证,取得良好效果。该方法弥补了小管径插入式管座角焊缝内部的质量检验,保证了角焊缝内部的质量,为使用单位提供了极高的安全保障。
关键词:射线探伤;插入式管座式角焊缝;双壁透照
插入式管座角焊缝在核电厂可视流动指示器上广泛运用,可视流动指示器是测量或观察流体介质混濁程度及是否流动的必要附件。然而,管座式角焊缝内部的质量检测,特别是小径管上插入式管座角焊缝内部的质量检测,在我公司乃至国内众多企业,都是一个薄弱环节。
在标准上插入式管座角焊缝的典型透照方式有3种:单壁中心内透照方式,单壁偏心内透照方式,单壁外透照方式。见下图
因为插入式角焊缝的主管较小,选择源在外单壁透照方式时胶片不能很好的放入主管内,选择源在内的单壁透照方式时,几何不清晰度达不到要求。
因此,本人依据实践经验,试采用双壁透照法检测插入式角焊缝的工艺。经现场多次验证,取得良好效果。
1.插入式管座角焊缝射线探伤技术
插入式管座角焊缝焊接坡口开在主管道上,坡口角度多为45°~50°,焊后将其表面修磨成圆角,避免在使用中产生应力集中,从而导致焊接接头失效。同时,焊脚高度应不低于支管壁厚度值,以保证角焊缝的焊接质量。
1.1 双壁透照法检测插入式管座角焊缝示意图(见图4图5)
双壁透照法检测插入式管座角焊缝有2种方式:
1.2 管座式角焊缝射线探伤工艺
1.2.1射线能量的选择
对于薄壁管来说,X射线总能获得较高的灵敏度。选择X射线能量的首选条件是具有足够的穿透力。X射线的穿透力取决于管电压。从灵敏度角度考虑,X射线能量的选择原则是在保证穿透力的前提下,选择较低的射线能量。但是,管座式角焊缝属于大厚度比试件,因此,在对管座式角焊缝实际拍片中,为了提高射线照相的宽容度及降低散射比,减少边蚀效应,管电压的选定,在保证不超过材料厚度允许使用的最高管电压的前提下,尽量使用较大的管电压。
1.2.2 照射角和焦距的选择
管座式角焊缝不同于普通的对接焊缝,通常只开单边坡口,在焊接过程中,焊缝根部很容易产生未焊透和未熔合两种严重的焊接缺陷,严重地影响焊接接头内在质量。另外,管座式角焊缝有着较大的透照厚度变化。综上考虑,为保证查出焊缝根部的面积型缺陷及兼顾到透照厚度比问题,插入管座式角焊缝射线探伤照射角度应为20°~30°。
焦距对射线照相灵敏度的影响主要表现在几何不清晰度上,对于管座式角焊缝,由于特殊的试件形状及射线透照方式,因而,在对管座式角焊缝进行双壁透照拍片时,应选择较大的焦距。
1.2.3 像质计的选用和放置
使用通用线性像质计,根据像质计能被投影到被检测区的位置而放置,并尽可能的置于黑度最小区域。
1.2.4 胶片的选用
对于管座式角焊缝射线探伤,可选用两种不同感光度的胶片或同种胶片进行拍片。其目的是用于平衡透照厚度宽容度与探伤灵敏度的矛盾关系,也使透照厚度较大部位的黑度不低于许用的黑度的下限值,且IQI灵敏度不低于标准规定值。
1.2.5 透照次数和透照长度
小径管插入式管座焊缝既有环向焊接接头又有纵向焊接接头,计算透照次数和透照长度比较复杂。考虑到支管的阻挡,小径管插入式管座焊缝应透照4次,透照长度安照支管等分。见下图6。
2.实例
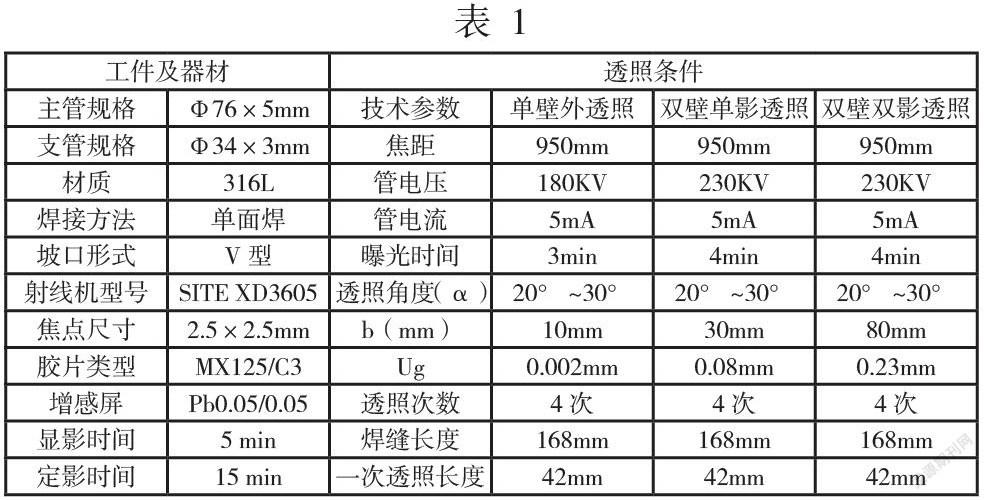
为很好验证双壁透照技术在实际工作中的可行性,在此以φ76×5(主管)和φ34×3(支管)的钢管组成的插入式管座角焊缝为例,用双壁透照技术与使用单壁外透照方式作对比,透照条件和技术参数见表1进行射线透照。
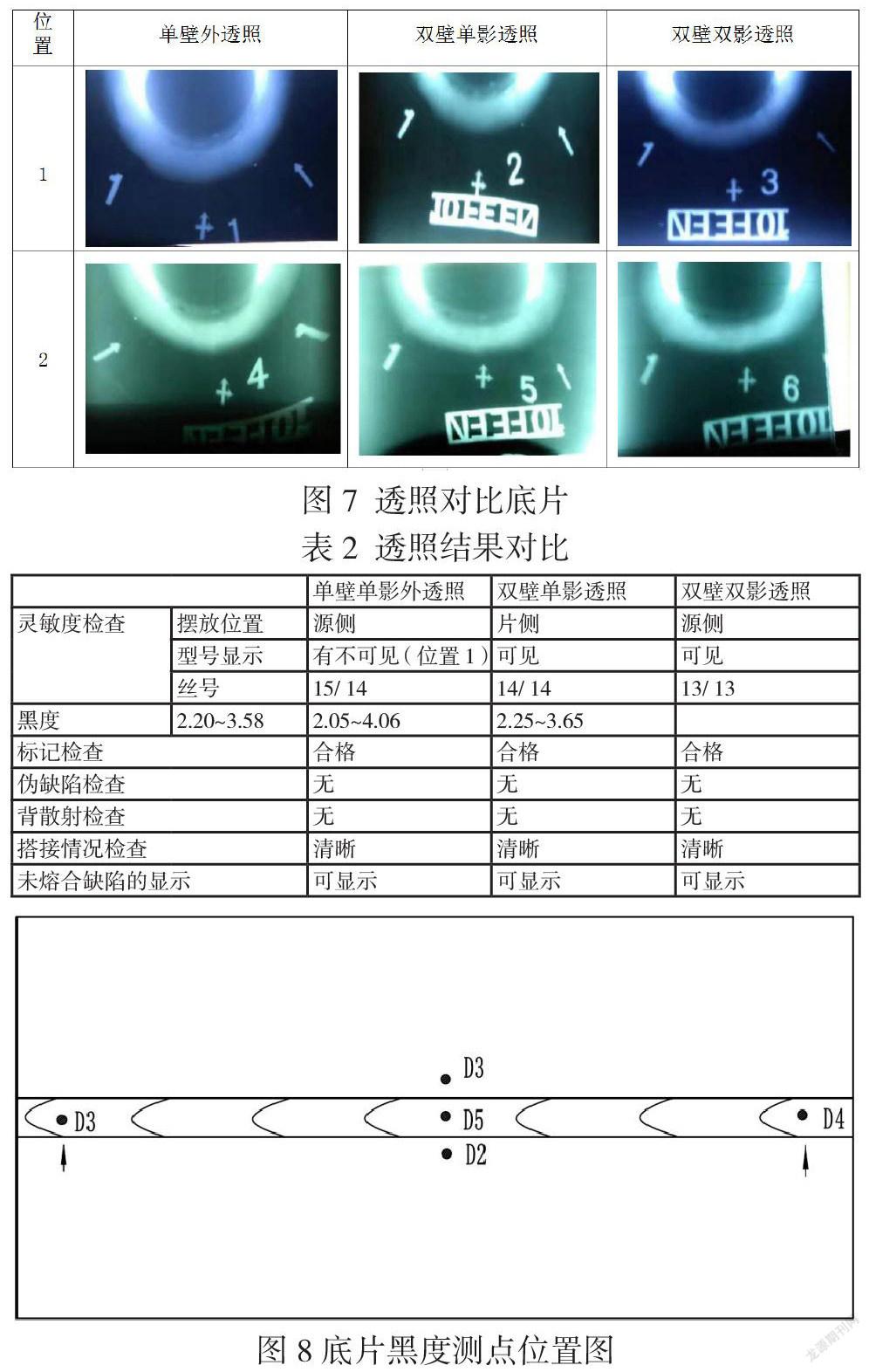
透照底片见图7, 透照结果见表2,底片黑度测点位置见图8。
3.底片评定的综合分析
双壁透照法检测插入式角焊缝时底片的黑度、搭接情况、背散射情况都能满足标准要求,而且,使用双壁透照法能满足双壁双影透照法灵敏度的要求,也能检测出插入式角焊缝根部最容易产生未焊透和未熔合两种严重的焊接缺陷。
与单壁外透法相比,使用双壁双影透照法时可以放置较全的标识标记,胶片不需弯曲,不易产生伪缺陷,在主管两侧用铅板对直接处于射线照相的那部分胶片进行遮蔽时,底片上的边蚀散射也较少。
但是,使用双壁透照法检测插入式角焊缝与单壁外透法相比,影像畸变较大、位移明显且焊缝相对胶片的距离较大,影像的几何不清晰度较大,因此影像的质量和缺陷的检测灵敏度相对要差些。
4.小结
双壁透照法虽然不是检测插入式管座角焊缝的典型透照方式,但双壁透照法能有效检测出插入式管座角焊缝根部最容易产生未焊透和未熔合两种严重的焊接缺陷,在3种典型透照方式不能使用的情况下,应征得业主同意,主管直径小于89mm的可视流动指示器插入式管座角焊缝采用双壁透照法,主管直径大于89mm的可视流动指示器插入式管座角焊缝采用双壁单影透照法。
使用其他方式检测小管径插入式管座角焊缝很难,但新技术新设备的使用使得这种不可能逐渐变为可能,我们应结合管座角焊缝射线探伤的特点,合理运用探伤技术,以确保焊缝质量的完好。
参考文献:
[1]NB/T47013-2005《承压设备无损检测》.[S].国家能源局.2015.09.01.
[2]《射线检测》.[Z].中国特种设备检验协会组织编写.中国劳动社会保障出版社.2007.04.
江苏神通阀门股份有限公司 江苏启东 226232
