
基于LabVIEW的双脉冲MIG焊系统研究
2020-09-10 07:22李宜炤陈克选陈彦强杜茵茵
电焊机 2020年3期
关键词:工艺参数
李宜炤 陈克选 陈彦强 杜茵茵








摘要:LabVIEW具有编程语言图形化、开发周期短和难度低的特点。在LabVIEW开发环境下,结合NI公司的数据采集卡搭建了双脉冲MIG焊系统,能够采集电流、电压和控制输出,并实时显示双脉冲波形。设计了多组双脉冲实验,验证了双脉冲MIG焊焊接系统可行性。实验结果证明,基于LabVIEW的双脉冲MIG焊系统可以实现焊接要求,焊接过程良好,能形成良好的鱼鳞纹焊缝。
关键词:LabVIWE;双脉冲MIG焊;工艺参数
中图分类号:TG444+.72 文献标志码:A 文章编号:1001-2303(2020)03-0032-05
DOI:10.7512/j.issn.1001-2303.2020.03.06
0 前言
焊接生产对高效焊接质量的要求越来越高。双脉冲MIG焊是最近发展起来的一种新工艺,它能够形成良好的鱼鳞纹焊缝、有效减少焊接热输入[1]。LabVIEW是具有代表性的虚拟仪器,它通过图形化的编程语言,在数据采集处理和控制方面得到广泛应用[2]。双脉冲MIG焊机一般设计复杂,对电子元件要求较高。本文通过LabVIEW编程使数据采集卡输出模拟电压信号给焊机,控制并进行实际焊接,减少开发周期,降低制造成本,使操作更简单,并且对焊接设备无特定要求,只需一个恒流的模拟焊接电源即可产生不同的焊接输出波形,为实现数字化双脉冲MIG焊机奠定基础,为双脉冲MIG焊机工艺参数选择提供参考。
1 系统设计
本文采用数据采集卡+恒流焊接电源组成双脉冲MIG焊系统。硬件系统主要由PC机、霍尔传感器、数据采集卡和相关电路组成。霍尔电流传感器、霍尔电压传感器将实时检测到的电焊机输出电流和电压转变成电压信号,传送给数据采集卡,数据采集卡负责对焊接实际过程的波形采集并通过LabVIEW软件实时显示。同时,PC机通过LabVIEW开发程序产生双脉冲波形,控制焊接电源输出[3-4]。基于LabVIEW的焊接系统框图如图1所示。
2 双脉冲MIG焊波形实现
双脉冲MIG焊是在脉冲MIG焊基础上发展出的一种新型焊接方式。它在高频脉冲基础上进行低频调制,产生能量不同、交替变化的强弱脉冲群[5]。利用LabVIEW软件通过数据采集卡输出大小不同的模拟电压控制信号给焊机的模拟接口,从而产生双脉冲波形。双脉冲MIG焊波形示意如图2所示,参数主要有:强脉冲峰值电流Ips和时间tps、强脉冲基值电流Ibs和时间tbs、弱脉冲峰值电流Ipw和时间tpw、弱脉冲基值电流Ibw和时间tbw。图中m为单位强脉冲群中强脉冲的个数,n为单位弱脉冲群中弱脉冲个数,ts为单位周期内强脉冲群出现的时间,tw为单位周期内弱脉冲群出现的时间。
根据双脉冲波形特点设计了双脉冲波形控制操作面板如图3所示,操作面板的电流峰值、基值均用输入给焊机模拟接口的电压值表示。在面板左侧输入各参数值后,在右侧自动生成模拟的双脉冲波形。面板给定电压值和焊机的给定电流值存在一个比例关系,由焊机电路决定,本实验中面板给定电压:实际给定电流=1∶47。面板上显示的频率为波形A或B单位时间内出现的频率。Fs为每秒采样率,#s为采样数,即#s/Fs为在单位双脉冲周期内该脉冲群出现的时间。
3 双脉冲MIG焊工艺实验
LabVIEW通过数据采集卡输出操作面板所示的波形给焊机,并实时显示焊接过程中的波形。双脉冲MIG焊为了避免出现因电流过大引起烧嘴现象或者电流过小出现顶丝现象[6],各参数需要匹配来稳定焊接过程。实验条件如下:自行研制的基于LabVIEW的双脉冲MIG焊系统、直径1.0 mm的 ER70S-6碳钢焊丝、板厚5 mm的Q235钢板、纯氩气、干伸长12 mm、气流量20 L/min、单道堆焊、等速送丝。固定参数为:LabVIEW输出的模拟电压强脉冲峰值3.4 V、基值0.47 V,弱脉冲峰值为2.34 V、基值为0.47 V。
3.1 双脉冲MIG焊强脉冲占空比和焊接速度对焊接过程和焊缝成形影响
保持弱脉冲占空比60%不变,强、弱脉冲高频频率均为40 Hz,单位双脉冲周期内强、弱脉冲群的时间均为0.5 s,改变强脉冲占空比和焊接速度进行实验。3组比较实验结果如表1所示。
实验1~3电压、电流波形及焊缝成形分别如图4~图6所示。由图可知,实验2焊缝均匀美观,成形好于实验1和实验3;实验3焊接过程中弧长变化不稳定,声音不及实验2柔和,偶有飞溅;实验1的焊缝成形最差,焊缝不均匀。因此,强脉冲峰值占空比和焊接速度在一定范围内直接影响了焊缝的熔宽和余高,从而影响焊缝的成形效果。强脉冲占空比越大,焊接速度越慢,焊缝熔宽越大,余高越高。
3.2 双脉冲高频频率对焊接过程和焊缝成形的影响
保持焊接速度12.1 cm/min,强脉冲占空比为40%,弱脉冲占空比为60%,单位双脉冲周期内强、弱脉冲群时间均为0.5 s的情况下,改变强、弱高频脉冲频率进行实验。3组比较实验结果如表2所示。
实验1、4、5电压、电流波形及焊缝成形分别如图4、图7、图8所示。实验4在焊接过程中声音柔和稳定,几乎无飞溅,成形良好;实验5在焊接中声音变化剧烈,飞溅较多,鱼鳞纹密集,焊接成形一般;实验1焊接过程中电弧亮度变化剧烈,声音频率较大,焊缝成形一般。可以看出,双脉冲高频时脉冲电流输出能量、高频频率对电弧稳定和焊接飞溅有较大影响。
3.3 双脉冲低频频率对焊接过程和焊缝成形的影响
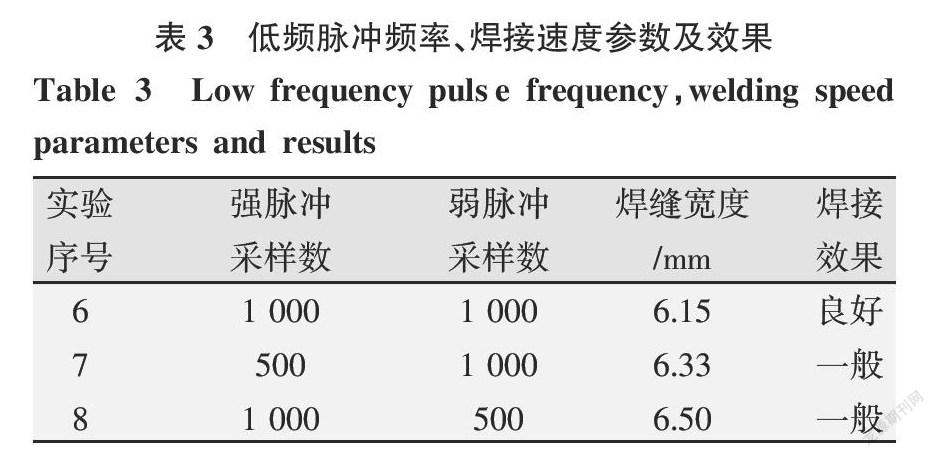
保持焊接速度为12.1 cm/min,强脉冲占空比为40%,弱脉冲占空比为60%,强、弱脉冲高频频率为40 Hz的条件下,改变单位脉冲周期内强、弱脉冲群出现的时间即低频频率进行焊接实验。3组比较实验结果如表3所示。
实验6~8电压电流波形及焊缝成形分别如图9~图11所示。可以看出,实验6焊接过程稳定,电弧声音柔和,几乎无飞溅,鱼鳞纹密集并且清晰明显,焊缝宽度稳定;在实验7和实验8焊接过程中,弧长变化不稳定,声音杂乱并伴有少量飞溅,鱼鳞纹疏松不够紧密。在一定的焊接参数下,适当增加低频频率,鱼鳞纹纹宽减小、更加密集,成形效果更加理想。
4 结论
(1)根据双脉冲MIG焊原理及特点,在LabVIEW+恒流电源基础上开发了一套基于LabVIEW的双脉冲MIG焊系统。该系统操作面板参数众多,调节范围广,能够满足双脉冲MIG焊的需求。
(2)在不同焊接参数下开展了一系列工艺实验,并通过焊接过程中的电压电流波形和焊缝成形可知,焊接过程基本稳定,说明系统能够实现双脉冲MIG焊。
(3)双脉冲MIG焊高频时熔化焊丝产生熔滴并过渡,低频对熔池进行搅拌,减少了焊接飞溅和气孔发生。双脉冲MIG焊需要合理匹配各参数才能形成较好的鱼鳞纹焊缝。
参考文献:
[1] 宋聚海,于立学,刘军. 基于DP-MIG的铝合金焊接工艺[J]. 电焊机,2012,42(11):73-77.
[2] 韩喆. 基于Labview的CO2焊接工艺参数优化[J]. 电焊机,2014,44(01):81-83.
[3] 胡冬梅,苑廣军,牛国成,等. 基于LabVIEW的TIG焊的采样控制系统[J]. 气象水文海洋仪器,2006(01):73-76.
[4] 刘小群. 基于Labview的焊接电流控制系统的设计[J].热加工工艺,2014,43(13):153-155.
[5] 仝红军,上山智之. 低频调制型脉冲MIG焊接方法的工艺特点[J]. 焊接,2001(11):33-35+40.
[6] 熊丹枫,林放,陈小峰,等. 双脉冲MIG焊铝工艺参数设计及试验[J]. 电焊机,2010,40(09):17-21.
猜你喜欢
江苏农业科学(2016年11期)2017-03-21
纺织导报(2017年1期)2017-03-01
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
科技与创新(2016年15期)2016-09-23
科技视界(2016年4期)2016-02-22
江苏农业科学(2015年11期)2016-01-27
纺织导报(2015年8期)2015-12-31
光学仪器(2015年2期)2015-05-20
中国高新技术企业(2015年14期)2015-04-29
