
尺寸链在气缸套加工中的应用
2020-09-10 07:22汤海彦
内燃机与配件 2020年5期
汤海彦

摘要:本文主要介绍气缸套在加工过程中用极值法解零件尺寸链的计算方法。在一个完整、封闭的尺寸链中,封闭环的选取和实际应用。
关键词:尺寸链;封闭环;气缸套
气缸套作为发动机的重要零件之一。在其加工过程中有很多地方为尺寸链的计算问题。下面我们就谈谈关于尺寸链在气缸套加工中的应用。
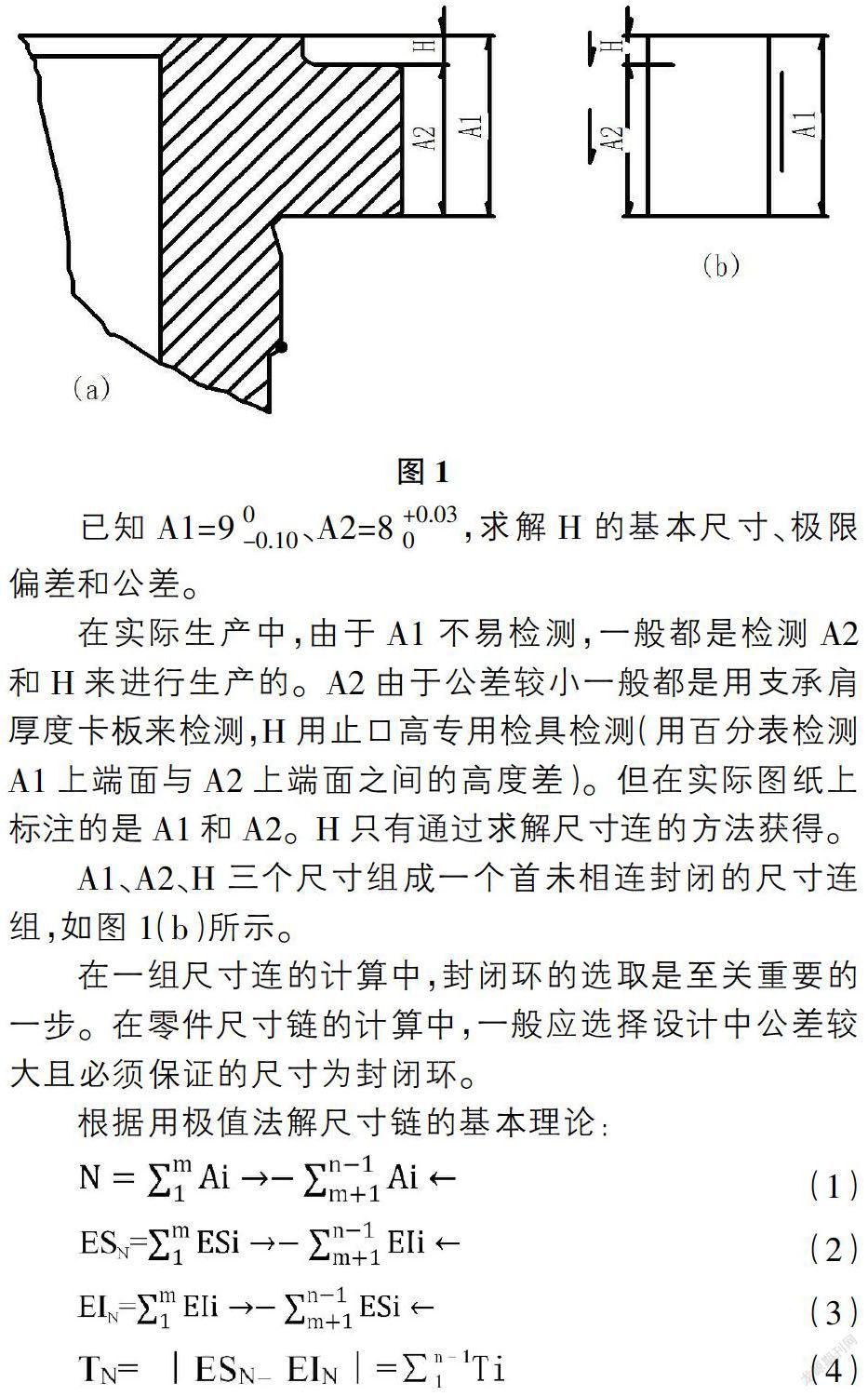
①已知封闭环和部分组成环的基本尺寸、极限偏差和公差,求解部分组成环的基本尺寸、极限偏差和公差。如图1(a)所示,是发动机气缸套零件图的一部分。
在实际生产中,由于A1不易检测,一般都是检测A2和H来进行生产的。A2由于公差较小一般都是用支承肩厚度卡板来检测,H用止口高专用检具检测(用百分表检测A1上端面与A2上端面之间的高度差)。但在實际图纸上标注的是A1和A2。H只有通过求解尺寸连的方法获得。
A1、A2、H三个尺寸组成一个首未相连封闭的尺寸连组,如图1(b)所示。
在一组尺寸连的计算中,封闭环的选取是至关重要的一步。在零件尺寸链的计算中,一般应选择设计中公差较大且必须保证的尺寸为封闭环。
根据用极值法解尺寸链的基本理论:
式中:N—封闭环的基本尺寸;n-总环数;m-增环数;Ai-组成环的基本尺寸(箭头向右为增环、向左为减环);ESN—封闭环的上偏差;EIN—封闭环的下偏差;ESi-组成环的上偏差;EIi-组成环的下偏差;TN—封闭环的公差;Ti-组成环的公差。
在一个直线尺寸链中,封闭环的基本尺寸(N)=所有增环的基本尺寸之和-所有减环的基本尺寸之和;封闭环的公差等于各组成环的公差之和。
对于上述尺寸链,A1和A2都是加工中必须保证的尺寸,都可以选为封闭环。但是为了提高经济效益、改善加工的工艺性,根据我们多年来的实践经验,A1应选为封闭环(因为A2的公差0.03和A1的公差0.10相比前者较小,如果选A2为封闭环时,就得压缩A1的公差来保证A2的公差等于A1的公差和H的公差之和)。
按照尺寸连图的箭头方向判断A2和H均为增环,减环为零(没有减环)。
当选A1为封闭环时,A2和H就为组成环。现在是已知封闭环A1求解部分组成环H的基本尺寸、极限偏差和公差,属于解尺寸链的中间计算问题。
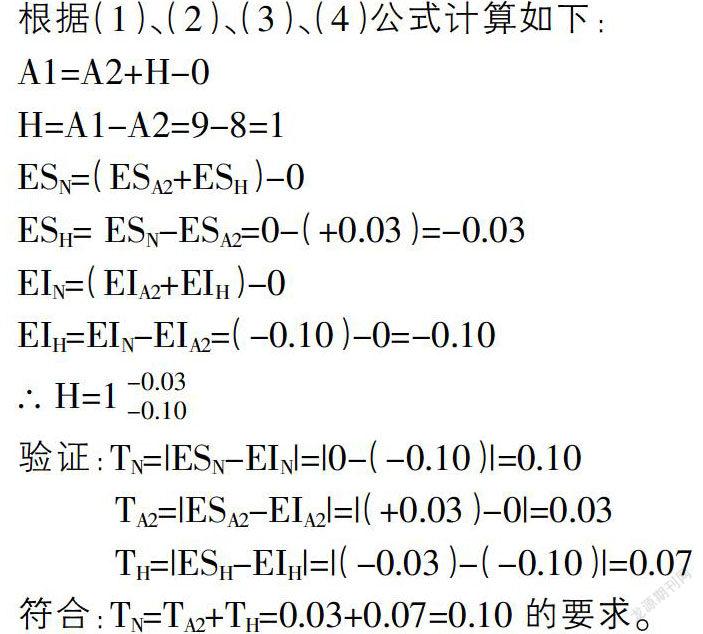
根据(1)、(2)、(3)、(4)公式计算如下:
②当组成环的公差之和大于封闭环的公差时,在求解尺寸链时就应该通过压缩组成环公差的方法来满足封闭环的公差等于各组成环公差之和的要求。如图2所示。
图2(a)是气缸套某部分退刀槽的加工尺寸,设Φd=Φ138.5±0.1、H=0.5±0.05、退刀槽底径为Φd0。一般Φd0在图纸上没有标出,但在实际的加工中,我们是用卡规通过控制退刀槽底径Φd0来保证退刀槽深度H的。此时Φd、Φd0、H三个尺寸就组成一组尺寸链,因Φd、Φd0为对称分布,所以取其直径的半径进入尺寸链。这时Φd/2、Φd0/2、H就组成一组尺寸链,其尺寸链图如图2(b)所示。
现在我们要求的是Φd0/2。而Φd/2和H都是设计图纸标出的必须保证的尺寸,并且两者的公差相同(均为0.10)所以都可以选为封闭环,但是由于退刀槽槽深H和外圆半径Φd/2相比前者不易检测,所以应选H为封闭环。
当选H为封闭环时,Φd/2、Φd0/2则为组成环,从封闭环的右端开始,用箭头标出绕行一周再回到H的右端,Φd0/2的箭头和H的箭头同向则为减环,Φd/2的箭头和H异向则为增环。
根据尺寸链的理论,封闭环的公差等于各组成环的公差之和。这时封闭环H的公差为0.10,增环Φd/2的公差亦为0.10,那么减环Φd0/2的公差就只有为零了,这在实际生产中就是有精度再高的设备,也是无法保证的。通常我们是通过压缩Φd/2的公差来为Φd0/2分的部分公差加工的。现将Φd/2的公差由0.10压缩为0.05.(即:Φd/2=69.25±0.025)。
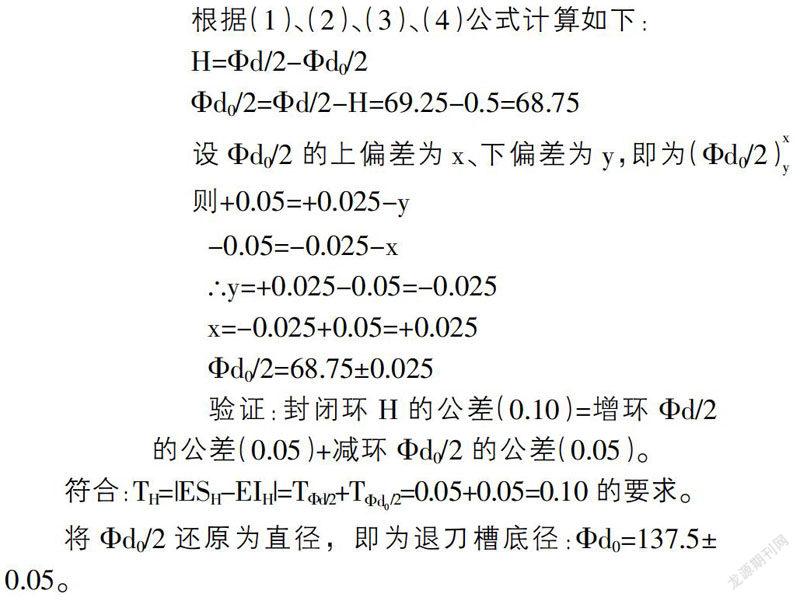
根据(1)、(2)、(3)、(4)公式计算如下:
结论:在气缸套的加工中,有关尺寸链的计算,首先是封闭环的选取。在一个完整的零件尺寸链中,封闭环应选取必须保证、公差较大且不易检测的尺寸。它不紧在气缸套的加工中应用,在其它零件的加工中,如有类似尺寸链的计算亦可使用。
以上关于用极值法解尺寸连的基本方法,是我们多年来在生产中总结的实践经验,并以得到客户的认可。现在总结出来以便与同行们商榷。
参考文献:
[1]刘巽尔主编.互换性原理与测量技术基础[M].中央广播电视大学出版社.
[2]刘笃喜,王玉主编.机械精度设计与检测技术[M].二版.国防工业出版社.
[3]王明泉,左俊中,高金刚,戚娟娟.简述提高发动机气缸套加工效率的措施[J].内燃机与配件,2019(14):37-38.
