白鹤滩右岸电站转子支架焊接与质量控制研究
2020-09-10 07:22:44黄平
智能建筑与工程机械 2020年6期
摘 要:发电机转子作为水轮发电机组主要部件之一,其具有尺寸大、工序多、结构复杂等特点。本文以白鹤滩右岸水电站为例,介绍了圆盘支架转子焊接质量控制方法,总结出该类转子支架焊接工艺的改进措施,重点分析了焊接过程中对变形控制方法及缺陷问题的处理措施,以期进一步提高转子支架的焊接质量。
关键词:白鹤滩;水电站;支架;焊接;变形控制;质量控制
中图分类号:TV547.3 文献标识码:A 文章编号:2096-6903(2020)06-0000-00
0 概述
白鹤滩水电站坝址位于四川省宁南县和云南省巧家县交界的金沙江下游界河上。白鹤滩水电站共装设16台单机1000MW的立轴混流式水轮发电机组(其中左右岸各装设9台),其分别由哈尔滨电机厂和东方电机厂供货,右岸八台哈电机组由中国葛洲坝集团机电建设有限公司中标安装。其转子安装特点为尺寸大、重量大、标准高,厂家对安装工序和质量指标要求非常严格。发电机转子磁轭外径为Φ15666 mm,转子磁轭高度为3700 mm,整体转子重量约2400t(含轴和磁极),主要由转子支架、磁轭、磁极和转子引线等部件组成,转子支架包括中心体和外环组件,中心体和分瓣的外环组件在工地焊为一体。转子支架采用斜立筋结构,立筋在工地组焊后由哈电在现场加工,其不仅是作为磁极和磁轭的支撑部件,同时也是通风元件,起到离心风机的作用。此外,在装配过程中要对转子的各项圆度水平度进行控制,以达到其静态平衡目的。尤其是转子支架的组装焊接工作,既要控制好所有焊缝质量,同时还要控制焊接变形,以此保证转子组装的整体质量。
1 转子支架的结构特点
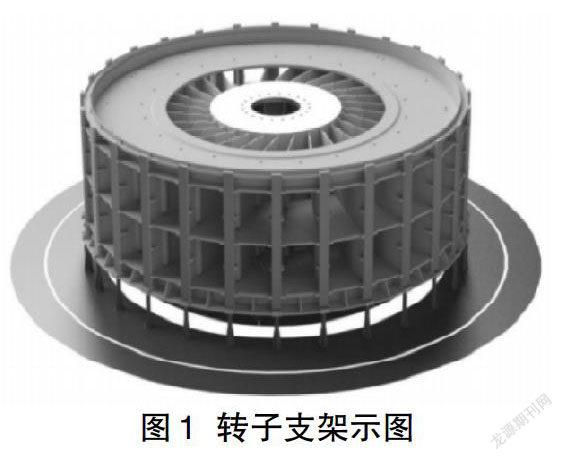
转子圆盘支架结构主要由中心体与上、下圆盘、制动环和28条斜立筋等焊接而成,其中分为1个中心体和7个外环组件,转子中心体重103t,转子支架组装后最大外径为φ14480 mm,总高3780 mm,到货后在工地组焊。其其结构如图1所示。
2 转子组焊技术要求
转子支架是轉子组装的基础,其影响后续转子能否顺利的进行磁轭叠装及转子转动的稳定性。
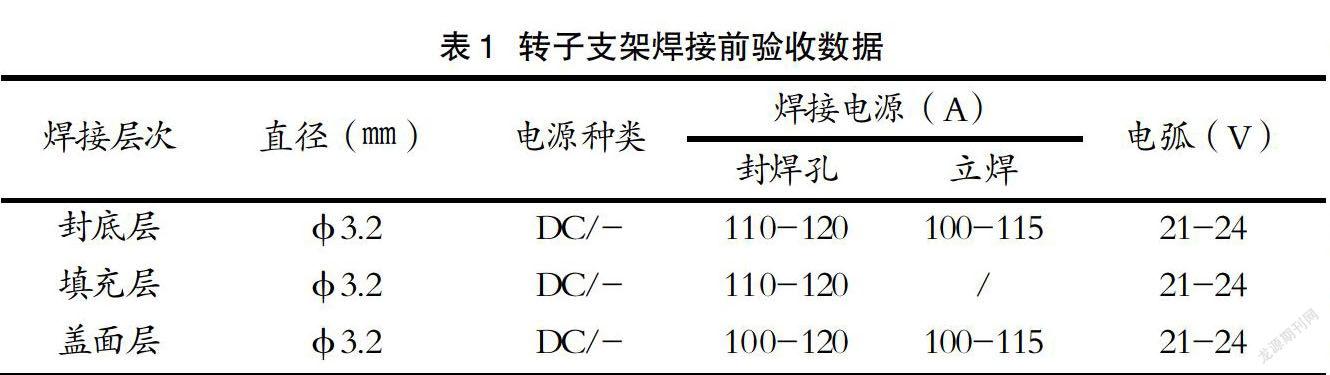
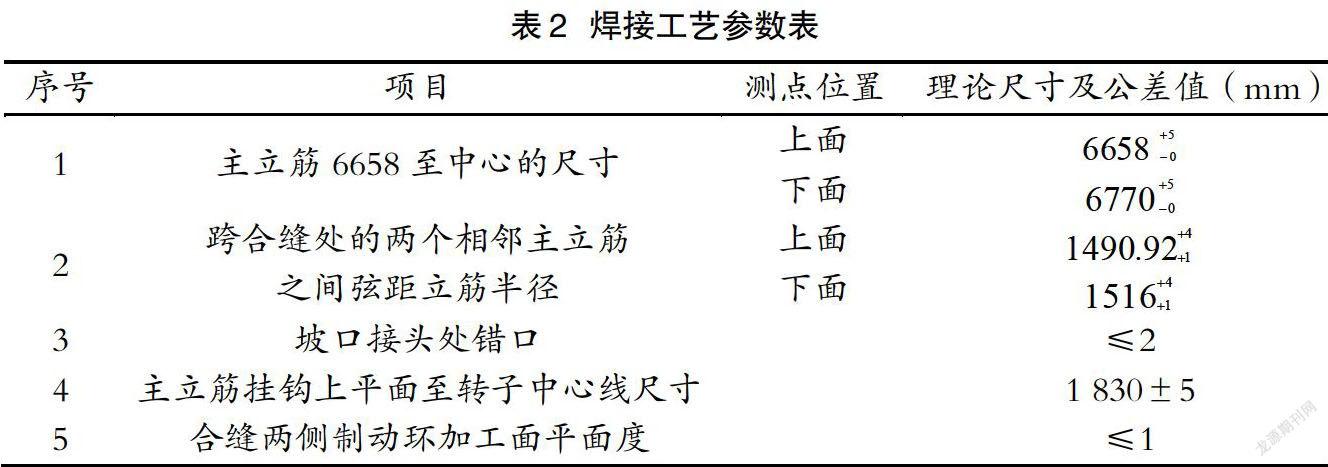
(1)开焊前须检查焊缝组对及定位焊、加筋板的布置装配焊接是否符合设计要求,如未达标,应处理至符合设计要求后再进行焊接。(2)在转子支架焊接前验收的数据必须符合相关规定,具体见表1。(3)焊接方式。手工电弧焊、CO气体保护焊。焊接时以CO气体保护焊为主,既可减小焊接变形,又可提高焊接效率。(4)焊接预热要求,焊前,各焊缝依据板厚不同,需采取不同的预热温度。板厚δ=40 mm,预热温度为50℃;板厚δ=60 mm,预热温度为80℃;板厚δ=100 mm,预热温度为100℃,下闸板板厚为δ=50 mm,预热温度为50℃。(5)焊接工艺参数。焊接所用的焊材型号为E5015型,焊接工艺参数见表2。(6)转子支架所有焊缝坡口形式均采用不对称“X”形坡口,开焊前应确认大坡口方向,确定正缝位置。由于不对称“X”形坡口间隙大,应对焊缝进行镶边处理,保证镶边坡口间隙3~4mm。(7)焊缝焊接时应采取对称、分段退步焊或分段跳焊、多层多道焊等方法。分段长度,封底和填充层为350~450 ㎜,盖面层可直通焊。每层焊缝厚度一般不超过5 ㎜;焊接线能量严格控制在≤45KJ/cm以内,Φ3.2焊条每次所焊焊缝长度不得小于45 mm,Φ4焊条每次所焊焊缝长度不得小于65 mm。每道焊缝焊前必须将上一道焊渣彻底清除干净,道间接头应错开30~50 ㎜。(8)由14名焊工在对称位置同时、同向、同速、同规范进行多道多层焊接。因为转子支架焊接为大型结构焊接,非一人之功,因此必须制定出科学、严谨的焊接工艺和严格规范的焊工管理制度。
3 转子支架焊接工艺流程
3.1 把合块焊接
先将转子支架焊缝上所有的拔合块分瓣组合处进行焊接,7名焊工同时同步、对称焊接,每个拔合块最少焊接两个面,如拔合块内有垫板,应当将垫板点焊。
3.2 加强板焊接
加强板安装:上环径向缝上每条缝均布4块,中环径向缝上每条缝均布5块,下环径向缝上每条缝均布5块,下闸板上每条缝均布2块。先焊接所有加强板单边,待焊缝冷却后,再焊接另一边,速度基本保持一致,焊角要求10~12 mm,加强板焊接后检测各百分表数据是否在合格范围内。
3.3 转子支架定位点焊
3.3.1 定位焊顺序
(1)对立焊缝进行定位焊;(2)对中环板径向焊缝进行定位焊;(3)对上环板径向焊缝进行定位焊;(4)对下环板径向焊缝进行定位焊;(5)对挡风板立焊缝、径向焊缝进行定位;(6)对制动环径向焊缝进行定位焊。
3.3.2 定位焊控制过程
根据实测转子支架尺寸数值大小选择定位焊焊点数量、定位焊位置。原则上每道合缝处至少3段定位焊。先焊中间,再焊内侧,最后焊外侧。定位焊缝距焊缝端部30 mm以上,长60~80 mm,间隔300~400 mm,焊缝厚度8~10 mm,上下两层焊道错开20~30 mm。对于清根焊缝,定位焊应焊在焊缝的清根侧。
3.4 正式焊接
3.4.1 中心体侧筋与外环组件立筋之间的立焊缝
(1)14名焊工按照侧腹板排列的间隔均布于各位置上,采取多层多道、分段跳、同时、同向并基本保持同进度、同规范进行施焊,按照下图所示的顺序依次焊接中心体侧筋与外环组件立筋之间的立焊缝。(2)对于每条立焊缝,将其在垂直方向等分为7等份,按分段间隔跳施焊。立缝,径向缝焊间采用分段退步跳跃焊接方法。正缝焊1/2后清根着色探伤后焊背缝,焊背缝2/3后再焊正缝,正反交替焊接。
3.4.2 上环、中环、下环径及下闸板径向缝的焊接
上环、中环、下环均按焊接顺序先焊接平焊一侧,待背缝清根、探伤后再按焊接顺序焊接背缝。径向缝由14名焊工分白班、中班进行焊接,先焊接中环→上环→下环,同时、同向、同速、同规范进行施焊,先焊接位置为平焊。先焊接中环径向缝,平焊1/2~2/3深度,然后在小坡口侧使用碳弧气刨进行清根并打磨去除渗碳层,做MT或PT探伤检查。再焊接上环径向缝,平焊1/2~2/3 深度,最后焊接下环径向缝,平焊1/2~2/3 深度。所有径向缝正缝均焊接完成1/2~2/3 深度后,转入背缝仰焊的焊接。背缝仰焊依照中环→上环→下环的焊接顺序,在确认背缝清根无缺陷后焊接仰焊至1/2 坡口深度。最后交替施焊两侧坡口,直至填满整个坡口。在现场工艺人员的指导下随时调整焊接顺序,纠正焊接变形。加强板的去除应选择各径向缝焊接厚度达板厚的2/3后割除加强板。
3.5 挡风板与制动环焊接
由7名焊工同时、同向、同速、同规范对制动环焊缝进行焊接,先将大坡口侧焊接到1/2~2/3 深度,然后在小坡口侧使用碳弧气刨进行清根并打磨去除渗碳层,做MT或PT探伤检查,在确认背缝清根无缺陷后焊接仰焊至1/2坡口深度。最后交替施焊两侧坡口,直至填满整个坡口。在现场工艺人员的指导下随时调整焊接顺序,纠正焊接变形。
4 焊接变形及焊接质量控制
4.1 焊接变形控制
在转子焊接过程中,对比测量数据发现转子半径和主立筋垂直度是控制的关键指标,是决定转子焊接质量的关键一步。所以每次焊接后的监测数据是评价上道工序焊接正确性和确定下道所要焊接部位和顺序的主要依据,这样才能使转子支架焊接变形处于可控状态。
4.2 焊接质量控制
(1)由于转子为大型厚板结构,结构复杂,焊接过程中存在较大应力,为防止产生裂纹,减省焊后热处理,可在焊接过程中采用机械捶击方法释放应力。(2)转子支架上中下环板厚度主要为60mm,所以要先进行80℃的预热,以减少热应力,从而减少约束应力,防止冷裂纹的產生。(3)E5015焊条焊前在350℃烘烤1~2小时,然后在100℃保温备用。焊条随用随取,且装在装用焊条保温桶中进行保温。(4)转子支架表面电弧损伤及焊疤等应修磨平整。焊缝外形尺寸和外观质量不符合规定时,允许焊工自行修整,但表面裂纹不得擅自处理,应及时报告焊接工程师。
5 结语
从白鹤滩14#机组的转子支架整个焊接过程及结果来看,通过约束焊接完全可达到预期效果,且其质量指标符合厂家及业主要求。由于大型水电站转子支架焊接难度越来越大,因此在焊接前对整个过程认真分析,并制定正确的工艺措施并执行是非常有必要的。通过在白鹤滩水电站1000MW机组转子焊接中的成功实践,提高了施工工期及焊接质量,同时为后续大型水电站设备焊接技术提供了参考。
参考文献
[1] 周晖,吴建洪,陈梁年,等.水轮机及附属设备安装[M].北京:中国水利水电出版社,2019.
[2] 盛国林.水电站机组设备及运行[M].北京:化学工业出版社,2010.
[3] 中国葛洲坝集团公司.三峡700MW水轮发电机组安装技术[M].北京:中国电力出版社,2006.
[4] 肖惠民.中小型水轮发电机组运行与检修[M].北京:中国电力出版社,2007.
收稿日期:2020-05-06
作者简介:黄平(1983—),男,湖北黄冈人,本科,工程师,研究方向:水电站机电安装、检修与技术管理。
Research on Welding and Quality Control of Rotor Support of Baihetan Right Bank Power Station
HUANG Ping
(China Gezhouba Group Electromechanical Construction Co., Ltd, Yichang Hubei 443002)
Abstract:The generator rotor is one of the main parts of hydro generator set, it has the characteristics of large size, many processes and complex structure. This paper takes the Right Bank Hydropower Station of Baihetan as an example, the welding quality control method of disc support rotor is introduced, the improvement measures of welding process for this kind of rotor bracket are summarized, the deformation control method and defect treatment measures in the welding process are mainly analyzed, in order to further improve the welding quality of rotor bracket.
Key words: Baihetan; hydropower station; support; welding; deformation control; quality control
猜你喜欢
西北水电(2022年1期)2022-04-16 05:20:06
金桥(2021年8期)2021-08-23 01:06:54
水利技术监督(2016年6期)2017-01-15 14:01:41
科学与财富(2016年18期)2016-12-22 18:36:38
中国新技术新产品(2016年22期)2016-11-29 05:52:09
中国新技术新产品(2016年22期)2016-11-29 05:31:40
中国科技博览(2016年22期)2016-11-01 15:06:27
科技视界(2016年22期)2016-10-18 15:39:28
科技视界(2016年21期)2016-10-17 19:54:05
科学与财富(2016年28期)2016-10-14 21:04:54