BH-KHJ卡簧机的改进设计及应用
2020-09-10 07:22刘耀东
内燃机与配件 2020年7期
关键词:活塞


摘要:本文针对BH-KHJ卡簧机装配过程中划伤活塞销孔问题,分析了其失效原因,介绍了其改进设计方案,并对其进行了验证应用,具有一定的参考价值。
Abstract: The article is in light of BH-KHJ circlips machine assembling course during which scratching the piston pin bore to analyze the failure reason. It introduced the improvement design proposal and validated the application, which has some certain of reference value.
关键词:活塞;卡簧机;改进设计
Key words: piston;circlips assembling machine;improvement design
0 引言
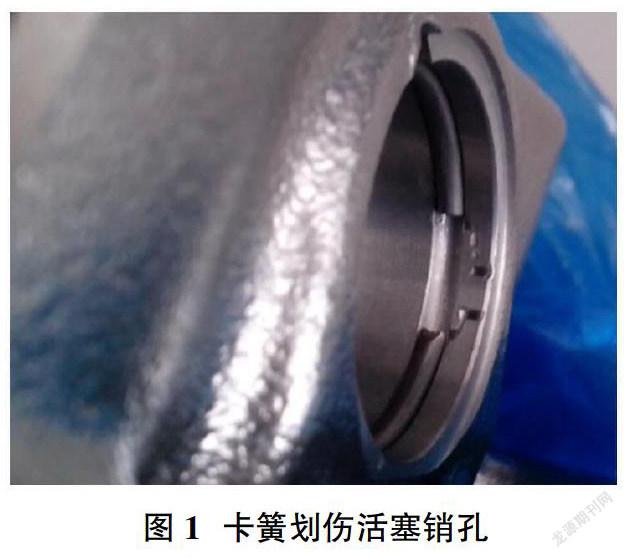
BH-KHJ为我公司自主研制的半自动装卡簧机,BH-KHJ为卡簧机的型号,该类型卡簧机主要用于轿车活塞卡簧的装配。随着国内外客户对装配要求的不断提升,对装配后的活塞外观及清洁度要求越来越严格,近期有顾客反馈,部分活塞销孔外侧有划伤现象,产品外观不满足要求,如图1所示。
1 失效原因分析
1.1 卡簧机的装配原理
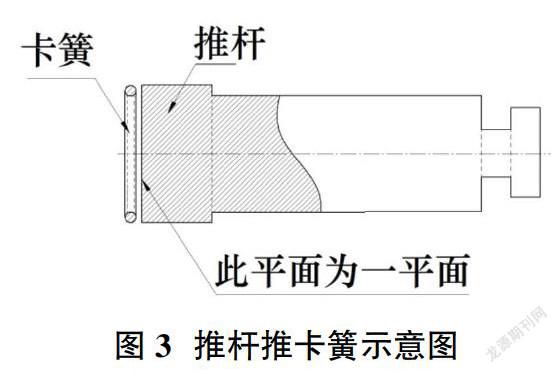
如图2所示,BH-KHJ卡簧机共有五个气缸,其基本原理如下:首先将活塞卡簧套在卡簧立柱上面,左侧气缸推动定位杆用于活塞的轴向及径向定位;右方小气缸推动卡簧前进到适合的位置,被磁铁吸住;然后由一旋转气缸使卡簧实现90°翻转,并至于适合的位置;最后上方的气缸推动压板压缩卡簧至适合的尺寸(一般压缩至比活塞销孔大1mm左右);右侧大气缸以一定的推力及速度推动推杆将卡簧推至压缩套里进行进一步压缩(一般通过压缩套最终压缩至比活塞销孔小0.2mm左右)。当卡簧运行到活塞挡圈槽部位时,卡簧因弹力膨胀卡在挡圈槽里,从而完成装配。
1.2 失效原因分析
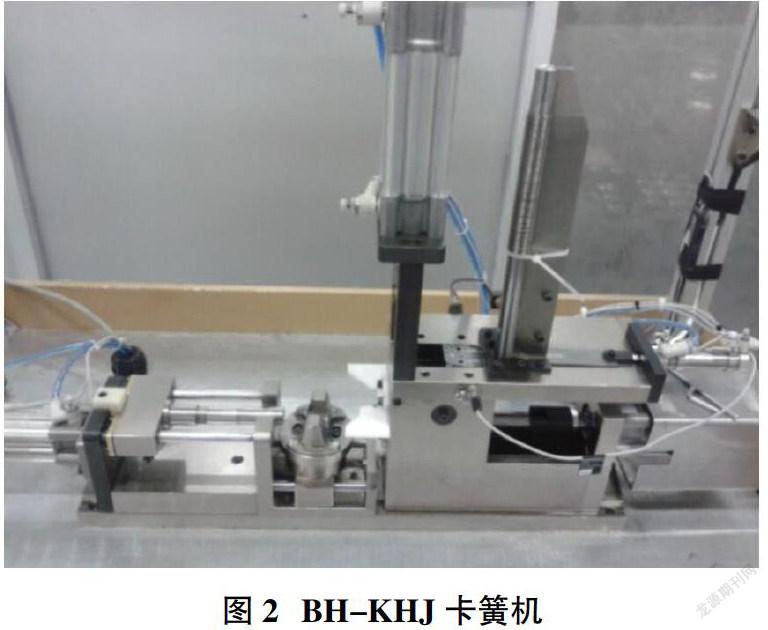
BH-KHJ卡簧机一直以来都采用将压缩后的卡簧以平推的方式进行装配,所以与卡簧接触的推杆端面是一平面,如图3所示,当压缩后的卡簧移至活塞销孔外口位置处,由于部分卡簧开口处倒角非常尖锐,卡簧压缩产生的弹力过大,在接触销孔内壁的瞬间弹开会造成划伤活塞销孔的外口处孔壁。
2 卡簧机的改进设计
2.1 第一种改进方案
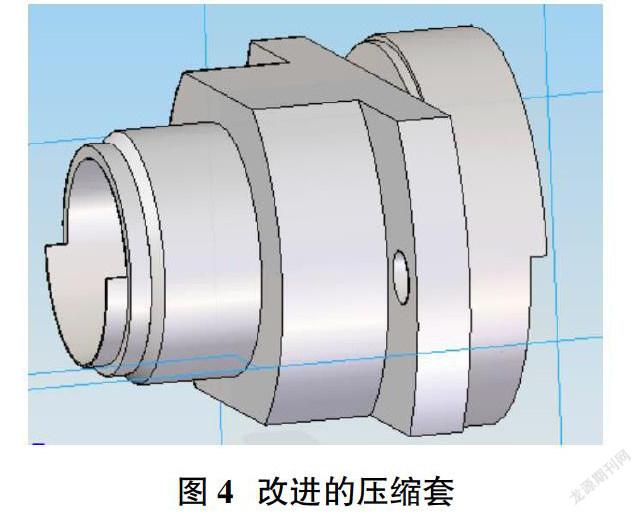
我们首先考虑卡簧划伤销孔是因为没有保护措施导致的,由于压缩套仅能到达销孔外端面,卡簧从压缩套出来,到达挡圈槽的过程中能够接触到活塞销孔外口处孔壁,划伤销孔。如果卡簧在完成装配前的过程中一直在压缩套中运行,就不会划伤活塞销孔外口处孔壁。这个思路比较理想,理论上也可以进行防护。但是经过分析,卡簧压缩后外径与销孔内径相差非常小,两者仅相差0.2mm,这个时候卡簧压缩已经接近极限,没有继续再进行压缩的空间了,如果需要压缩套伸进活塞销孔,那么在进入销孔后的壁厚就变得非常薄,即小于0.1mm,经过分析调研,最終我们选用了单侧保护的措施,就是将压缩套一半伸入活塞销孔,即只保护卡簧开口处的活塞销孔壁,其设计如图4所示。
该种压缩套采用的材料为:Cr12MoV,调质处理至HRC25~30。深入销孔处的壁厚为0.09mm。经过试验,能够有效的避免活塞销孔外口处孔壁划伤,但是使用寿命太低,在装了8只卡簧后,压缩套保护壁处就发生了变形,无法继续使用。我们考虑采用一种韧性好,硬度高的压缩套替代材料,但一直没有找到,此方案宣告失败。
2.2 第二种改进方案
为了避免卡簧与活塞销孔接触,我们考虑在卡簧压缩后,用定位杆和推杆将卡簧包住,然后进行夹紧,卡簧在夹紧的状态下运行到活塞挡圈槽处,然后进行装配,这种方案(本文第一作者作为第一发明人已经申报了实用新型专利ZL 2016 2 1154284.0)如图5所示,其中1为定位杆,2为推杆,3为卡簧。这种装配夹具有效避免了卡簧在装配过程中与活塞销孔的接触。
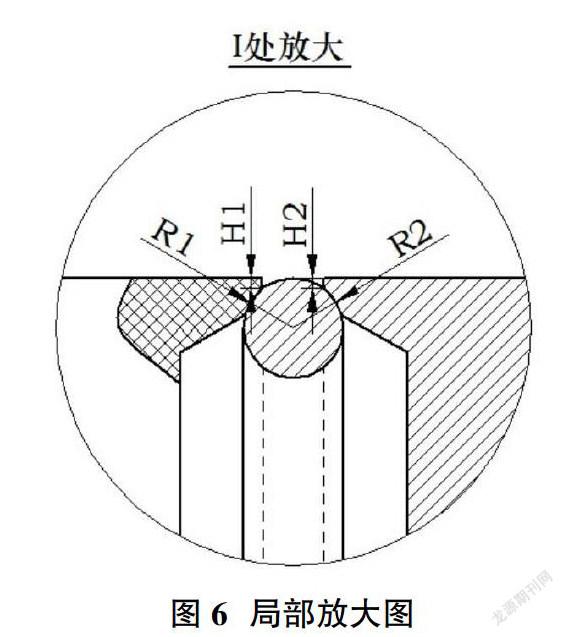
该夹具定位杆和推杆均采用GCr15的材料加工,与挡圈接触部位采用电火花加工。定位杆和推杆头部直径比活塞销孔直径小0.15mm。图6为图5的I处局部放大图,其中H1和H2高度均为0.10~0.15mm,R1处半径和R2处半径都等于活塞卡簧半径,以便与活塞卡簧完好的贴合。
其工作原理如下:卡簧经压缩后由推杆推进至压缩套,定位杆对活塞进行定位后,继续前行至压缩套内,与卡簧接触,并与推杆一起将卡簧包住,推动推杆的气缸压力要大于定位杆的气缸压力,通过推杆推动定位杆,实现定位杆的被迫后退并对卡簧形成夹紧。通过限位使推杆推动卡簧恰好运行到活塞挡圈槽外侧,这时定位杆松开,卡簧因弹力膨胀恰好装在挡圈槽里。
3 使用效果验证
BH-KHJ经过改进设计后,我公司使用了两年多的时间,累计装配了十余种轿车活塞,并且没有发现任何划伤活塞销孔的不合格现象,也没有顾客的任何负面反馈信息,装配效率跟之前相比基本持平,改进后的装配产品,如图7所示,经验证使用效果非常好。
4 结语
①本文第一种改进方案,目前没有找到合适的压缩套替代材料,如果材料能满足要求,也能有效避免活塞销孔的划伤,不过材料的使用寿命及成本也需要考虑。
②本文第二种改进方案,思路新颖,设计巧妙,经过实际应用验证,使用效果比较理想,值得同行业借鉴和使用。
参考文献:
[1]刘耀东.特殊要求的活塞销孔相关加工方法研究[J]:济南:齐鲁工业大学,2013,11.
[2]吴宗泽.机械设计手册[M].北京:机械工业出版社,2002.
猜你喜欢
汽车实用技术(2020年4期)2020-04-10
发明与创新·大科技(2019年7期)2019-10-08
地理教育·当代幼教(2019年7期)2019-09-10
科学与技术(2019年13期)2019-04-19
科学与财富(2018年23期)2018-08-19
农机使用与维修(2014年12期)2014-12-17
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年5期)2014-09-23
吉林农业(2011年10期)2011-11-14