
试论碎煤熔渣气化工艺合成甲醇项目煤气精制与制冷工艺路线的选择
2020-09-10 07:22王利平
中国化工贸易·上旬刊 2020年5期
王利平

摘 要:甲醇是一种与水完全相溶的无色液体,是结构最为简单的饱和一元醇,同时也是基本的有机原料之一,被广泛应用于甲醛和农药的制作以及有机物的萃取和酒精的变性。其成品通常是由一氧化碳与氢气反应合成。为了更好地生产甲醇,相关企业必须科学确定煤气精制与制冷工艺。文章就简单分析了两种气体分离工艺的流程和特点,并探讨了三种不同的制冷工艺,希望能对相关企业的甲醇项目煤气精制与制冷工艺路线选择提供参考。
关键词:碎煤熔渣气化;甲醇项目;煤气精制;制冷工艺
1 碎煤熔渣气化工艺合成甲醇项目煤气精制工艺路线分析
碎煤熔渣气化工艺合成甲醇,有效气(H2+CO)的产气率较高,如果原料质优,有效气体积分数会达到80%~90%,采用褐煤进行生产,有效气体积分数也能超过72%,同时还有6%~8%体积分数的甲烷气合成,具有一定的经济价值。但甲烷气的存在,会极大增加后续工艺的能耗,因此,在煤气精制过程中,必须分离甲烷成分,以保证有效气(H2+CO)的纯度,增强甲醇的合成,同时,这样还能回收甲烷得到其液化产品LNG。在实际生产中,很多企业在气体分离环节采用的工艺大都是变压吸附法与深冷分离法这两种。
1.1 变压吸附法
变压吸附法是利用不同吸附剂对不同沸点的气体能有选择地进行吸附,且其吸附量随着压力不同而出现显著变化的原理,利用不同的吸附剂对煤气精制中的有效气(H2和CO)与甲烷气进行有效分离(其工艺流程见图1)。目前,变压吸附分离法是我国应用较广的一种气体混合物分离法,但大都应用在中小型装置中。
变压吸附分离法操作简单,且操作的弹性较大,能在40%~100%之间随意调节负荷,且能适应多种组分原料气的分离,可有效分理出CO、CH4、N2等气体,而且,分离的气体纯度较高,如CO的纯度就能达到99%。
1.2 深冷分离法
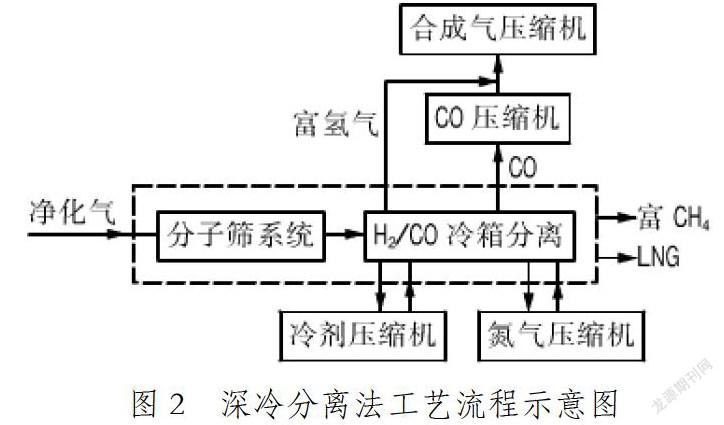
深冷分离法也是当前我国比较常用的混合原料气分离方法,这种混合原料气分离工艺是将经过净化处理后的原料气进行冷凝和精馏,将混合原料气中的氢气组分、富一氧化碳组分以及甲烷组分有效分离,然后再将甲醇合成有效气(H2和CO)送到下一环节进行甲醇的合成,而甲烷组分则送到甲烷液化装置使之生成LNG产品。其工艺流程见图2。
相对而言,深冷分离法用到的设备较少,流程也比较简单,但能处理气量规模较大的混合原料气,且生产的过程控制比较稳定,有效组分的损失较小,能耗较低。在实际应用中,甲醇生产企业在运用碎煤熔渣气化工艺合成甲醇项目煤气精制过程中,可根据自身的实际情况,合理选择变压吸附法或者是深冷分离法,能有效控制成本,提高企业的经济效益。
2 碎煤熔渣气化工艺合成甲醇项目制冷工艺路线分析
在碎煤熔渣气化工艺合成甲醇的过程中,将甲烷分离出来后需要经过制冷处理才能形成液化LNG产品,因此,相关生产厂家还必须精心选择制冷工艺。当前,我国常用的制冷工艺主要分为三种,分别是阶式制冷液化工艺、混合制冷液化工艺和节流膨胀制冷液化工艺。
2.1 阶式制冷液化工艺
阶式制冷液化工艺是运用不同的制冷剂提供不同的冷度,逐级进行甲烷的制冷液化。一般来说,该制冷液化工艺的制冷剂通常是由丙烷、乙烯和甲烷三种组成三个制冷循环阶段,为甲烷液化提供冷量。在实际运用中,这三种制冷剂提供的制冷温度分别是-30℃、-90℃和-150℃。甲烷原料气组分在这三个不同制冷循环阶段的冷却器中逐级冷却、冷凝,最后液化成为LNG产品。相对而言,这种阶式制冷液化工艺制冷系统与液化系统相互独立,且不同阶段制冷剂的成分单一,不会发生相互影响,操作较为简单,但需要的制冷机组较多,工艺流程相对较长,且对制冷剂的纯度要求较高,应用范围逐渐缩小。
2.2 混合制冷液化工艺
混合制冷液化工艺是在阶式制冷液化工艺的基础上演变而来的,这种制冷液化工艺在制冷的选择方面大都采用烃类混合物,如N2、C1、C2、C3、C5等來代替传统阶式制冷液化工艺中单一的纯组分制冷剂,并根据原料气的组成和压力合理设计,利用不同组分混合物中较重的组分先冷凝、较轻组分后冷凝的显著特点,对混合原料气依次进行冷凝并分离,然后在采用节流和蒸发的手段,得到不同温度级别的冷量。混合制冷液化工艺相较于传统的阶式制冷液化工艺,其工艺流程较短,机组较少,因此投资较低。但这种制冷液化工艺较阶式制冷液化工艺的能耗要高,而且,对混合制冷剂各组分的配合比要求也极为严格,在设计方面需要经过严密的计算。
2.3 节流膨胀制冷液化工艺
节流膨胀制冷液化工艺也是LNG产品液化过程中常用的一种制冷工艺,这种制冷液化工艺是运用氮气循环节流进行等焓膨胀,使其温度发生变化获得冷量,从而达到降温的目的。此外,还可以运用透平膨胀机的制冷循环进行等熵膨胀达到降温的目的。这种制冷液化工艺流程简单,便于操作人员的调节,且即已启动,而且换热的面积较前两种更大,复杂程度耕地,但能耗更高,效率也相对较低,且适应性较差。
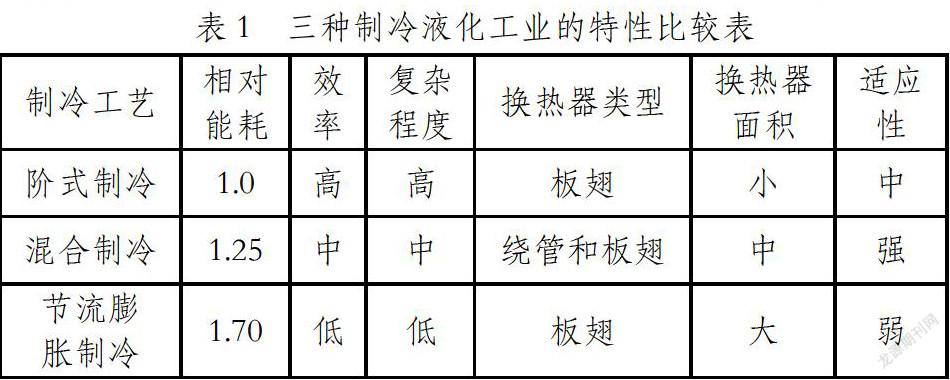
由上述分析可知,这三种制冷液化工艺各有自身的优势,也各有自身的不足(见表1),如阶式制冷液化工艺的能耗在三中制冷液化工艺中最低,但机组较多,需要的投资较多,而且建设的周期也相对较长,目前应用较少;而节流膨胀制冷液化工艺虽然流程简单、调节灵活且易于启动,对于液化能力较小的调峰型液化装置比较适用,但如果企业产能增加时,需要配备一定量的压缩机或膨胀机用于温度调节,这样也会导致能耗较高,投资变高。因此,我国的煤制甲醇生产企业在运用碎煤熔渣气化工艺合成甲醇项目时,必须根据自身的实际情况,科学选择制冷工艺路线,以降低企业的生产成本,提高自身的经济效益。
3 结束语
综上所述,碎煤熔渣气化工艺合成甲醇项目是甲醇生产的重要方式,相关生产企业在运用这种生产工艺时,必须根据自身的实际情况,科学选择煤气精制与制冷工艺路线,以有效控制甲醇的生产成本,保证生产的顺利进行,从而提高自身的经济效益,促进自身的健康、可持续发展。
参考文献:
[1]张学懿.碎煤熔渣气化工艺合成甲醇项目煤气精制及制冷工艺路线选择探讨[J].煤化工,2019,47(05):53-56.
[2]张泽中.试析大型煤制甲醇的气化和合成工艺选择[J].数字化用户,2019,25(014):215-216.
[3]宋文健,崔书明,张上龙,等.BGL碎煤加压熔渣气化炉运行实践[J].煤炭科学技术,2018,46(S2):241-245.
