
压载舱气动吊篮PMA检验应用研究
2020-09-10 12:29左轩宇
中国新技术新产品 2020年13期
关键词:检验
左轩宇
摘 要:在船舶整个使用年限内,为了保证船舶结构状态的维护,避免船舶因为腐蚀、超载或接触碰撞造成的裂纹、屈曲或变形等损坏,PMA检验通道是对船体结构进行全面和近观检查的必备条件,船级社对PMA检验通道一直是法定检验的重点关注项,而绝大多数的船舶的PMA检验通道均采用结构平台或舾装平台,这样会增加很多多余的重量。
关键词:压载舱;气动吊篮;PMA 检验
中图分类号:U66 文献标志码:A
0 绪论
PMA为Permanent Means of Access 的英文简写,译为永久检验通道。1993 年11月4日,国际海事大会通过了对于油船和散货船加强检验计划的决议案A.744(18) [1]。该计划重点强调了对于不同船龄的船体结构进行全面检查、近观检查和厚度测量的规定,以更加有效地保障船舶的航行安全。为了使主管机关、船公司以及船上人员和其他有关人员安全方便地进行上述检验,2002年12月12日,海安会通过了对于SOLAS 74的修正案MSC.134(76) [2]。
随着船舶轮机的构成变得更为复杂,船舶检查管理工作也逐渐变得更为困难,我国航运事业的发展水平逐步提升,一方面是总体经济水平有所提升,另一方面是船舶制造技术的带动,优质的船舶可以凭借更高的效率完成航运任务,这是我国航运事业发展的表现之一。而高效完成航运任务的重要前提是安全航行。而如果船舶轮机出现故障,就难以实现安全航行的基本目的,因此船员需要对船舶之中轮机设备进行全面管理,不仅要提升设备的安全性,同时还要采取经济化的管理方法来对设备进行管理,在管理的同时借助设备创收更多的经济效益。
在船舶整个使用年限内,为保证船舶结构状态的维护,避免船舶因为腐蚀、超载或接触碰撞造成的裂纹、屈曲或变形等损坏,PMA检验通道是对船体结构进行全面和近观检查的必备条件,船级社对PMA检验通道一直是法定檢验的重点关注项,而现绝大多数船舶的PMA检验通道均采用结构平台或舾装平台。
1 40万吨矿砂船现状
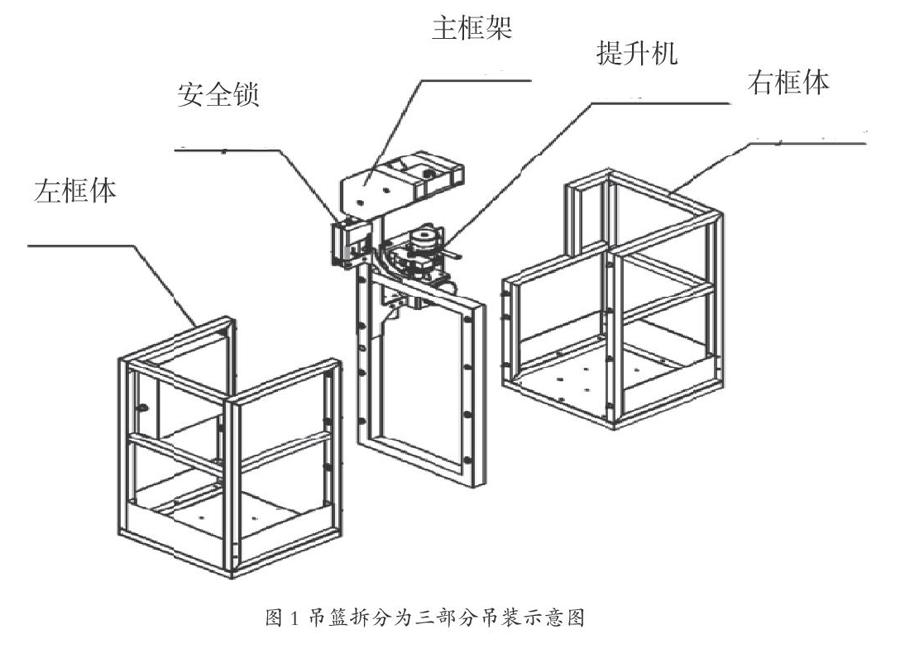
在40万吨矿砂船的前期设计中发现在压载舱的结构强度满足使用要求的前提下结构平台间隔高度在为2.36 m、7.47 m、8.3 m、5.81 m、6.46 m,而PMA近观检验一般要求在6 m以内,所以按照规范增加3层结构平台或制作舾装平台,会额外增加约166 t的重量,如图1所示。
2 对压载舱检验通道的优化
针对40万吨矿砂船这种情况,经过对规范的研究以及现阶段市场的产品分析,提出了采用PMA吊篮进行通道检验的方案。结合40万船型现有的结构以及开工方案,对PMA吊篮进行如下改造。
2.1 体积减小
因为本身产品为双人吊篮产品,其中机械设备,马达气泵以及安全装置较多,所以产品尺寸较大,而船舶压载舱的出入口以及结构通道的人孔是为人通行设计,导致产品无法在压载舱内自由通行,根据这种情况我所与厂家根据压载舱的大小将吊篮拆分为3个部分进入压载舱,如图1所示。
但是在设计过程中发现平台的重量极大,仅200 kg,分为4份,每份也要有50 kg,搬运非常困难,该所设计人员和厂家研究更换框架材质,改为铝合金,其他所有设备也一再精简,最终降为132 kg。
2.2 吊点设计
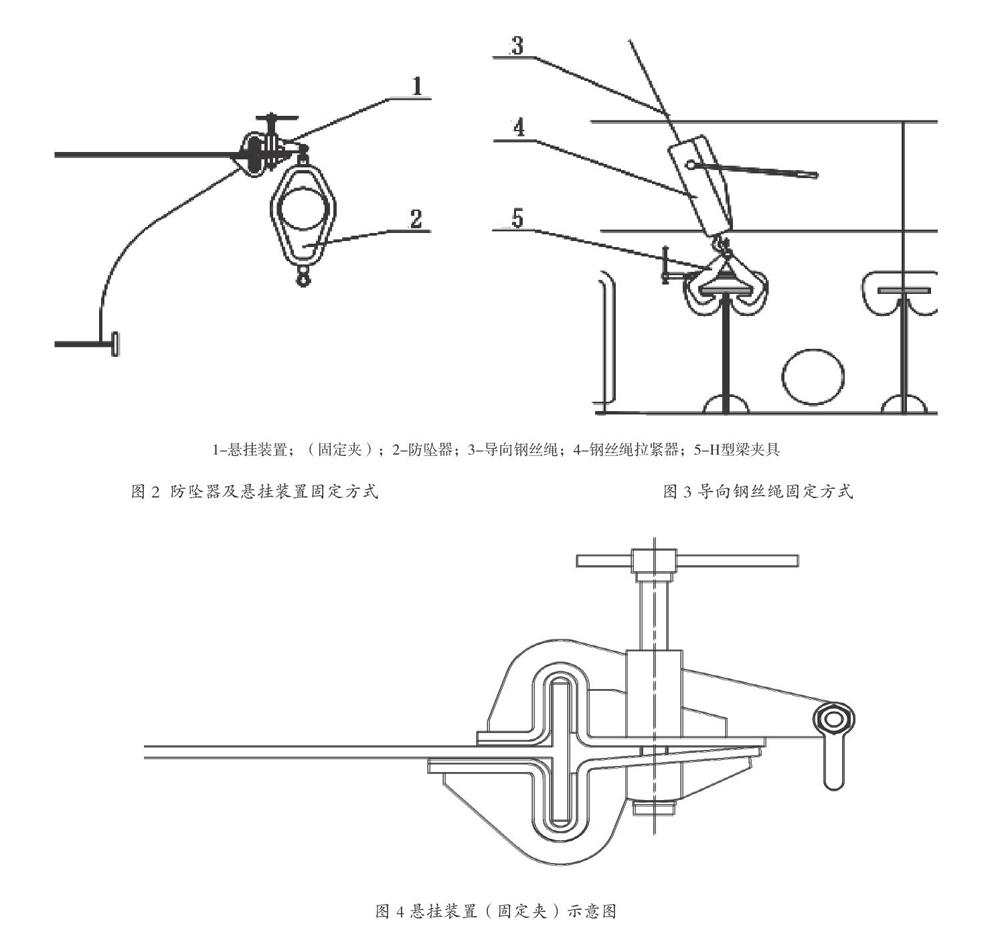
吊篮产品的使用过程中,吊点的设置非常重要,该所根据本船的结构特点,结合成熟的固定设备,见图2、图3、图4。
此方式借用原船舶结构,节省成本并降低安装难度。
2.3 安全保障
因此产品为高空工作产品,所以安全非常重要,此次吊兰的设计我所特别增加以下措施。1)安全锁是一种独立的机械装置,当提升钢丝绳发生断裂或工作平台快速下坠时,安全锁能自动锁住钢丝绳。JLQP 200 吊篮配备的安全锁为离心式安全锁,主要是由绳夹、套板、扭簧、绳轮和离心限速机构等组成的,其工作原理是建立在离心限速原理基础上,安全钢丝绳通过绳轮,绳轮与离心限速机构相连。当下坠速度超过限值时,绳轮快速转动使离心限速机构的甩块触发锁紧装置,从而锁紧安全钢丝绳。2)紧急制动气路,气控系统通过急停阀控制主气路换向阀,当作业中出现异常情况时,按下操作面板上的“急停/Stop”按钮,断开气源,气马达制动器制动,提升机停止工作,实现紧急制动,确保安全。3)位置限制气路,气控系统通过上限位器控制主气路换向阀,当吊篮作业时运行到船舱顶部,上限位器触发,断开气源,气马达制动器制动,提升机停止工作,避免误操作。4)超载限制气路,气控系统通过超载限制阀控制主气路换向阀,当吊篮中载荷超过额定载荷的125%时,吊篮启动的瞬间超载限制阀触发,气马达制动器制动,提升机停止工作,吊篮不能起升,当载荷恢复到额定载荷时,气马达正常工作,确保工作安全可靠。
3 结论
经过船级社和船东现场验证,吊篮的使用完全满足PMA的相关规范和要求,并在所有后续船上采用此方案。PMA吊篮在40万吨矿砂船项目中顺利应用并通过船级社检验,采用此设备代替结构通行平台,起到船舶结构检验的作用,特别是大型船舶以40万为例,单船节省重量约166 t,包括节省的套料焊接等工序,节省成本约为100万人民币,后期因重量减轻而减少的油耗以及维修费用也是非常可观的。
参考文献
[1]张倩,王景洋, 陈立,等.基于压载舱内大开口PMA的宽体双舷侧双层底船舶:CN201410825503.2[P].2014-12-25.
[2]鲍雨晖,李志鹏,孙伟国,等.载人吊篮系统在油船散货船中的应用[J].造船技术,2013(4):28-30.
[3]常凯,王德安,李健.38000DWT大开口散货船的压载水舱优化设置[J].船舶设计通讯, 2016(1):32-34.
猜你喜欢
数学年刊A辑(中文版)(2023年4期)2024-01-04
江苏安全生产(2021年1期)2021-03-19
理化检验-化学分册(2020年5期)2020-06-15
理化检验-化学分册(2020年12期)2020-03-02
理化检验-化学分册(2020年12期)2020-03-02
中国特种设备安全(2018年10期)2018-12-18
数学杂志(2017年3期)2017-06-15
山东工业技术(2016年15期)2016-12-01
现代检验医学杂志(2016年1期)2016-11-12
试题与研究·中考化学(2016年1期)2016-09-30
