电子束熔丝成形TC17钛合金显微组织与拉伸性能研究
2020-09-10 06:58杨洋,吴凡,陈玮
航空制造技术 2020年13期
杨 洋,吴 凡,陈 玮
(中国航空制造技术研究院高能束流加工技术重点实验室,北京 100024)
电子束熔丝成形TC17钛合金显微组织与拉伸性能研究
杨 洋,吴 凡,陈 玮
(中国航空制造技术研究院高能束流加工技术重点实验室,北京 100024)
[摘要]针对电子束熔丝(EBWD)成形TC17钛合金开展了显微组织调控与力学性能研究。成形态EBWD TC17钛合金的成分均匀性较好,具有沿z方向外延生长并贯穿多个沉积层的粗大β柱状晶组织,柱状晶内部为细密的网篮状组织。经过热等静压后,β柱状晶内部呈现粗短棒状α网篮组织。经过固溶时效处理后,β基体中同时存在粗短棒状α相和细小的次生α相。成形态EBWD TC17材料的抗拉强度为935MPa,延伸率为9.0%;热等静压态材料的抗拉强度为904MPa,延伸率为18.0%;二重固溶+时效后,由于析出的细小次生α相起到了沉淀强化的作用,材料的抗拉强度较热等静压态提高了18%(至1066MPa),但塑性显著下降(至7.5%),其拉伸断口的韧窝数量也大幅减少。
关键词:增材制造;钛合金;显微组织;力学性能;沉淀强化
DOI:10.16080/j.issn1671-833x.2020.13.024

杨 洋
高级工程师,主要研究方向为电子束增材制造,主持并参与装备预研基金、航空发动机专项、先进制造、国防基础科研、国家重点研发计划等项目。
TC17合金名义成分为Ti–5Al–2Sn–2Zr–4Mo–4Cr,是美国GE公司在20世纪70年代研制的中高强度损伤容限型钛合金,已广泛应用于航空发动机风扇、压气机盘件的制造[1–4]。该合金是一种富β相的α+β型钛合金,Mo与Cr元素的加入能有效强化β相并提高合金的韧性与淬透性,同时阻止TiCr2相的形成,增强了合金的热稳定性[5]。富β相的钛合金主要通过在基体中析出的次生α相实现强化,其强化效果与次生α相的尺寸、形貌及分布密切相关,合金的强化机理及性能调控方法一直以来都是研究的重点[6–8]。
电子束熔丝成形(Electron Beam Wire Deposition, EBWD)是增材制造技术的主要方向之一,它在真空环境下以电子束作为热源熔化同步送进的金属丝材,并按照预定的加工路径逐层堆积,最终实现金属零件的近净成形。与其他金属零件增材制造技术相比,电子束熔丝成形技术具有更高的成形速度,以铝合金或钛合金零件为例,最高可达3500cm3/h[9–11]。然而,采用增材制造方法制备TC17钛合金的报道较少,对其组织性能调控方法的研究有待于进一步完善。本文针对EBWD成形的TC17合金,研究了不同热处理状态的元素成分分布及材料显微组织,分析了固溶+时效过程中次生α相的析出行为,并对材料的拉伸性能进行了讨论。
试验及方法
EBWD成形采用F2.0mm的TC17钛合金丝材,依据标准ASTM E2371—13和ASTM E1409—08,采用ICP–AES等方法对丝材及成形试块的化学成分进行分析,其化学成分见表1。试验在中国航空制造技术研究院16m3大型电子束熔丝成形设备上进行,采用双路送丝工艺,沉积速度3.5kg/h,通过直线往返的方法,单道路径宽约1.5mm,单层高度1.2mm,堆积成形出100mm×100mm×50mm(长×宽×高)的试块,成形工艺参数如表2所示。
成形完毕后在835℃/5h/130MPa条件下对试块进行热等静压,随后切取试块进行3种不同的热处理,其制度如表3所示。对成形试块进行室温力学性能测试,按图1所示室温拉伸试样进行测试,拉伸测试应变速率为0.001s–1。金相试样采用传统方法制备,并采用光学显微镜(Leica DMI 5000M)与电子显微镜SEM–EDS(Zeiss Supra–55)观察显微组织与拉伸试样断口。
结果与讨论
(1) 成形态材料显微组织与成分分析。
EBWD成形态TC17钛合金构件宏观形貌如图2所示。成形态试块组织显示出沿z方向生长并贯穿多层的粗大柱状晶组织,宽度在2~5mm之间(图3(a))。每一层内的圆弧状熔池边界清晰可见,熔池宽度约10mm,深度约1.5mm。EBWD可看作一个冷却速度极快的微铸造过程,熔池凝固过程中,电子束为热源,基板为热沉,因此凝固沿着z向由下而上发生。在第n层丝材熔化的过程中,之前的第n–1层也被部分熔化,形成了外延生长的条件,产生了沿z方向生长的柱状晶。这种外延生长导致的柱状晶在其他增材制造方法制备的钛合金中也非常普遍[12–16],但由于冷却速度的差异,柱状晶的形貌有所不同。EBWD TC17的柱状晶内部为细密的网篮状组织,初生α相片层均匀地分布在β基体上,α片层长度约为30~50μm,宽度约为0.4~1μm(图3(b))。此外,成形材料中可见个别直径10~20mm的零星孔洞,这种孔洞可能是轻质元素蒸发过程中遗留在熔池内形成的。经过热等静压处理,孔洞被消除。

表1 TC17丝材与EBWD成形试块化学成分(质量分数)Table 1 Chemical composition of TC17 alloy wire and EBWD block %

表2 电子束熔丝成形工艺参数Table 2 Process parameters of EBWD in present study

表3 电子束熔丝成形TC17钛合金热处理制度Table 3 Heat treatment schedule of TC17 alloy fabricated by EBWD
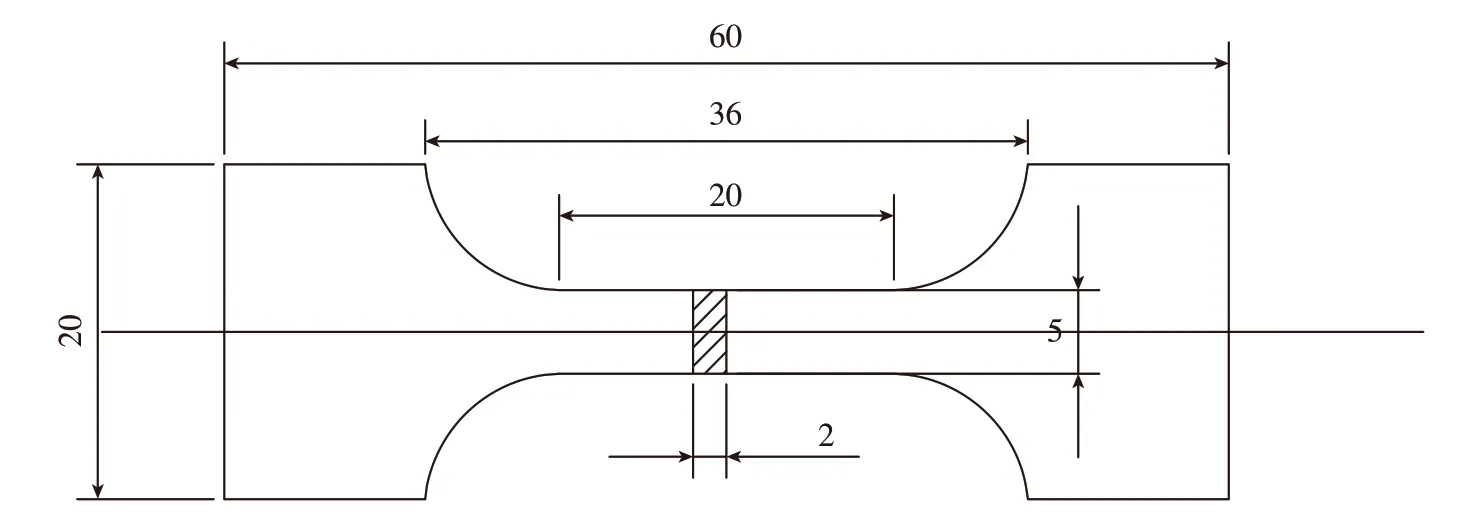
图1 室温拉伸试样图Fig.1 Room temperature sample for tensile test
成形试块的化学成分显示(表1),氧含量没有增加,铝含量较原材料丝材有0.39%的减少,但仍在TC17化学成分标准内,这是由于在真空中熔化导致的铝元素蒸发造成的。
图4是EBWD成形态TC17的光电子能谱(EDS)面扫描图像。由于Al为α稳定元素,Cr、Mo为β稳定元素,因此长条α晶界中Al元素聚集,而其两侧有宽度约5mm的贫α相区域,其中Cr、Mo元素含量较高。Sn、Zr元素为中性元素,因此在整个扫描区域内均匀分布。此外,在晶粒内部随机选取3个位置进行点扫描,Al质量分数在4.38%~4.51%之间,Mo质量分数在3.54%~3.73%之间,Cr质量分数在3.18%~3.60%之间,Sn质量分数在1.78%~1.86%之间,Zr质量分数在2.07%~2.17%之间,接近电子束熔丝沉积TC17的名义成分,因此EBWD成形的TC17合金的成分均匀性较好。

图2 电子束熔丝成形TC17试块Fig.2 TC17 block fabricated by EBWD
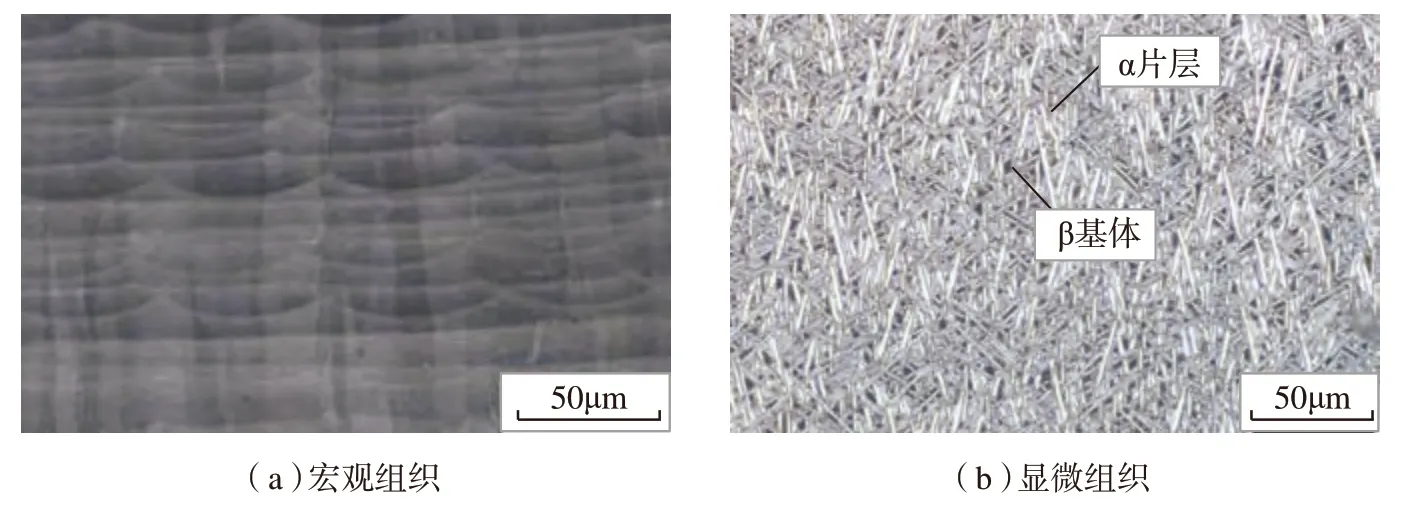
图3 成形态EBWD TC17合金Fig.3 As-built EBWD TC17

图4 EBWD TC17合金元素分布光电子能谱图Fig.4 Element distribution of EBWD TC17 by EDS
(2)热处理制度对显微组织的影响。
成 形 态EBWD TC17经835℃/5h/130MPa热等静压后,β柱状晶内部呈现出短棒状α网篮组织(图5(a)),这是因为热等静压温度在相图中处于两相区中部,保温和冷却过程中原有的α相长大粗化,同时β基体内有少量次生α相析出,形成长宽比小、形态差异较大的棒状组织。
在TC17材料相变点(875℃)以上进行固溶处理并空冷后(900℃/1h/AC(air cool)),部分亚稳β组织在冷却过程中分解,在整个晶粒内部重新析出较长且方向随机 的 次 生α相(图5(b))。材 料经900℃/1h/AC+820℃/2h/OQ(oil quench)的双重固溶后,由于冷却速度较快,亚稳β相体积分数较大,细小的次生α相数量也较AC样品更多(图5(c));二重固溶+时效(900℃/1h/AC+820℃/2h/OQ+630℃/6h/AC)热处理后,呈现的组织特征为粗短棒状α相和细小的次生α相共同弥散分布在β基体上,次生α相在晶界附近析出较多(图5(d)),这是由于时效过程中晶界次生α相是以原晶界α相为形核点析出,而不是从β基体内形核并析出[17]。
电子探针分析(EPMA)显示,在双重固溶+时效后,β基体中析出的次生α相长度可达20mm,宽度约为0.5~1mm(图6(a)),其中的Al含量较高(图6(b))。与之相反,Cr、Mo在次生α相中含量较少,而在其周围的β基体中含量较 高(图6(c)和(d))。Fe元 素也更倾向于分布在β基体中(图6(e)),而Sn元素的分布相对平均(图6(f))。
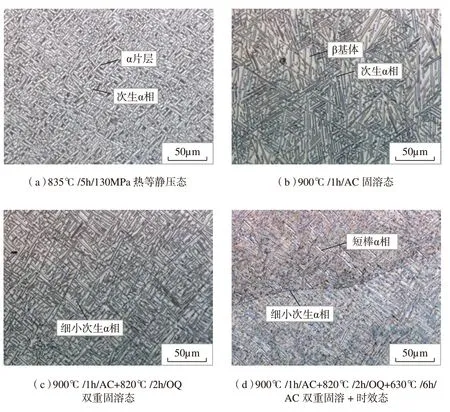
图5 EBWD TC17显微组织Fig.5 Microstructure of the EBWD TC17 alloy heat treated at different conditions

图6 EBWD TC17电子探针显微组织及元素分布图Fig.6 EBWD TC17 microstructure and element distribution map by EPMA
(3)室温拉伸性能与断口分析。
EBWD TC17成形态、热等静压态、固溶+时效态的力学性能如表4所示。成形态材料宏观断口(图7(a))剪切唇区较明显,断口表面韧窝数量较多,并可见多个气孔缺陷(图7(b)),这是由于EBWD过程中的熔合不良造成的。热等静压后,由于显微组织粗化,材料的抗拉强度稍有下降,但延伸率提高了1倍。这一方面是由于热等静压消除了成形态材料中的未熔合缺陷;另一方面是由于热处理降低了成形态EBWD材料中的位错密度,组织粗化也增加了位错可动距离,其断口显示出大量细小韧窝(图7(c)和(d))。二重固溶+时效后,粗短棒状α相和细小的次生α相共同弥散分布在β基体上,起到了沉淀强化的作用,减少了位错的有效滑移长度,因此材料的强度较热等静压态提高了18%,而塑性显著下降,其宏观断口较为平滑,高倍图像显示其韧窝数量也大幅减少(图7(e)和(f))。

表4 EBWD TC17合金室温拉伸性能Table 4 Room temperature tensile properties of TC17 alloy fabricated by EBWD

图7 EBWD TC17室温拉伸断口形貌Fig.7 Tensile fracture surface of EBWD TC17
结论
(1)成形态EBWD TC17合金的成分均匀性较好,具有沿z方向外延生长并贯穿多个沉积层的粗大β柱状晶组织,柱状晶内部为细密的网篮状组织,初生α相片层均匀地分布在β基体上。
(2)材料经热等静压后,β柱状晶内部呈现粗短棒状α网篮组织;900℃/1h/AC固溶后,晶粒内部弥散析出细小的次生α相;由于冷却速度较快,900℃/1h/AC+820℃/2h/OQ双重固溶后的材料中形成细小的次生α相和亚稳β相;900℃/1h/AC+820℃/2h/OQ+630℃/6h/AC的二重固溶+时效后材料呈现的组织特征为粗短棒状α相和细小的次生α相共同弥散分布在β基体上。
(3)成形态EBWD TC17材料的抗拉强度为935MPa,延伸率为9.0%,断口表面显示出多个气孔缺陷,断裂模式为穿晶和沿晶的混合性断裂;热等静压后,材料的抗拉强度稍有下降,但延伸率提高了1倍;二重固溶+时效后,析出的次生α相起到了沉淀强化的作用,材料的抗拉强度较热等静压态提高了18%(至1066MPa),但塑性显著下降,其断口的韧窝数量也大幅减少。
通讯作者:杨洋,E–mail:yangyang5357666@163.com。
Investigation of Microstructure and Tensile Properties of TC17 Alloy Fabricated by Electron Beam Wire Deposition
YANG Yang, WU Fan, CHEN Wei
(Science and Technology on Power Beam Processes Laboratory, AVIC Manufacturing Technology Institute, Beijing 100024, China)
[ABSTRACT]The microstructure and tensile properties of TC17 alloy fabricated by electron beam wire deposition(EBWD) were investigated. The as-built EBWD TC17 alloy exhibited a homogeneous element distribution, and the coarse columnar β grains grew epitaxially through many deposited layers along the z direction. Inside each columnar grain there was fine basket-waved microstructure. After hot isostatic pressing (HIP), small α rods formed in the β matrix.In the solution treated and aged material, rod-like α phase and fine α precipitates both existed. The tensile strength and elongation of as-built EBWD TC17 alloy were 935MPa and 9.0%, respectively. The tensile strength and elongation after HIP were 904MPa and 18.0%. After solution treating and aging, the tensile strength increased 18% (to 1066MPa)compare with the HIP condition due to the strengthening effect of fine α precipitates. However, the elongation decreased significantly (to 7.5%) and the ductile dimples on the tensile fracture surface also decreased.
Keywords:Additive manufacturing; Titanium alloy; Microstructure; Mechanical properties; Precipitation strengthening
(责编 雪松)
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
材料与冶金学报(2022年2期)2022-08-10
粉末冶金技术(2021年3期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
模具制造(2019年7期)2019-09-25
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27