
含油钻屑处理厂区废气处理技术研究及应用
2020-09-06 03:58:54王兵中石化江汉石油工程有限公司环保技术服务公司
节能与环保 2020年8期
文_王兵 中石化江汉石油工程有限公司环保技术服务公司
复杂油气地层钻井过程中广泛采用油基泥浆,在钻井过程中固控系统产生的含油钻屑(油基泥浆和岩屑混合物,《国家危险废物名录》列入HW08大类)所带来的环境问题也越来越受到人们的重视。柴油泥浆使用较为广泛,对产生的含油钻屑常采用热脱附的方法进行处理,在处理过程中柴油气化后与岩屑分离产生燃油蒸汽,少量柴油发生裂解生产气体,都会在装置进出口、连接部位、旋转部位等会发生泄漏。泄漏的气体中含有粉尘、烷烃、酚类、含硫气体、氨氮等,会发出较浓臭味,具有一定的毒性和刺激性,量大影响了处理现场及周边的环境,影响场地工作人员健康。目前常用的方法有吸附法、膜分离法、催化燃烧法、微生物分解法、低温等离子技术、微波催化氧化技术等。根据尾气的不同情况,可采用不同的处理技术,也可将相关技术根据需要结合。
1 厂区废气成分分析
采集厂区泄漏气体样品送检,检测结果见表1。
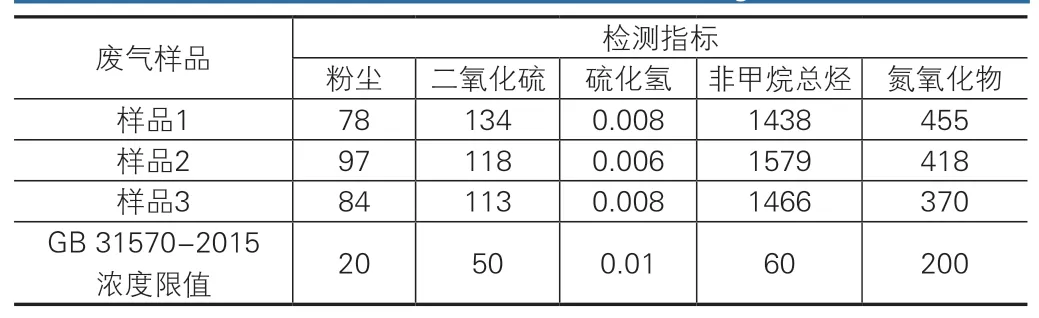
表 1 废气成分分析表 单位:mg/m3
由表1的检测结果可知,检测的气体样品中粉尘、二氧化硫、非甲烷总烃和氮氧化物都超过《石油炼制工业污染物排放标准》(GB31570-2015)限值。此外,气体中还有少量的硫化氢、硫醇、硫醚、氮化物等,臭气浓度达到200以上(无量纲),该气体会发出恶臭味,影响周边空气质量。
2 废气处理工艺
根据废气的检测分析结果,为除去废气中的有害成分,设计的尾气处理工艺见图1。

图1 工艺流程图
2.1 废气的收集
在废气处理系统中,废气的收集一直是难点。本研究采用分散收集、集中处理的模式,在厂区物料存储池采用密闭罩收集挥发柴油蒸汽,在处理装置进料口、出渣口等开放部位采用上部集气罩收集,在喷淋冷却、油气分离等部位采用整体密闭罩收集散遗气体,在其他易泄漏部位采用侧吸集气罩等对可能存在气体泄漏的点进行收集,收集后的废气的抽吸进入废气管道,然后进入废气处理系统,收集流程见图2。

图2 废气收集示意图
2.2 喷淋工艺
为达到高效的喷淋效果,除去废气中的粉尘和酸性气体,本研究采用的喷淋为清水喷淋和碱水喷淋。
2.2.1 清水喷淋工艺
经收集后的废气首先进行清水喷淋,采用清水喷淋主要是除去废气中的粉尘和部分水溶性气体,粉尘经过该工艺沉淀,可增加后续工艺的处理效率和提高处理效果。其处理结果见表2。
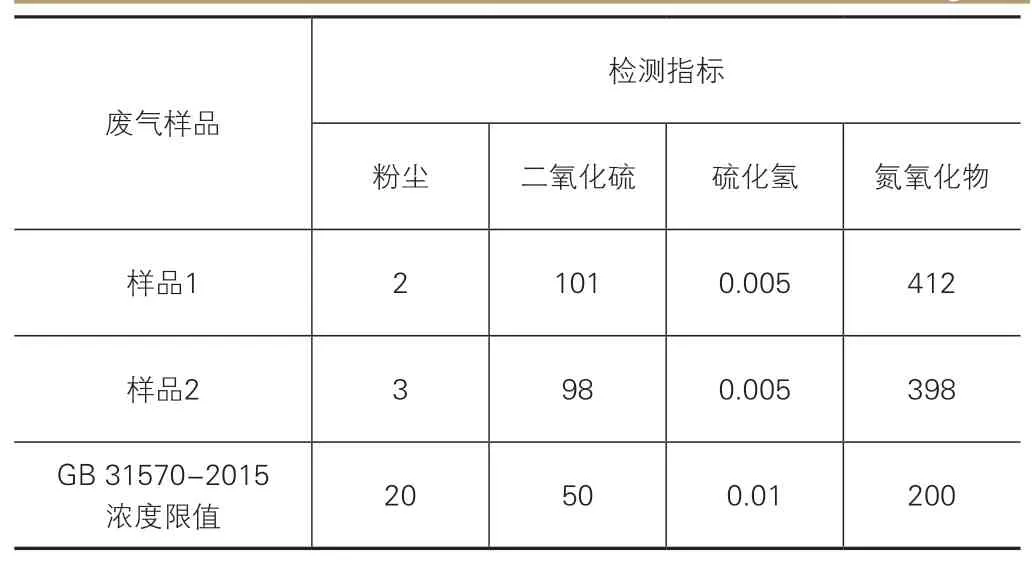
表2 清水喷淋后废气成分分析表 单位:mg/m3
由表2可知,清水喷淋对废气中的粉尘有很好的去除效果,去除率在95%以上,处理后的气体中粉尘含量满足《石油炼制工业污染物排放标准》(GB31570-2015)。此外,清水喷淋对废气中的二氧化硫等有一定的去除效果。
2.2.2 碱水喷淋工艺
经清水喷淋后的气体进入碱液喷淋,该工艺的主要是为除去气体中的酸性气体。本工艺主要考察Na2CO3和NaOH两种碱液的喷淋效果,其作用原理如下:

探究不同浓度的Na2CO3和NaOH浓度对酸性气体的吸收效果,结果见表3。
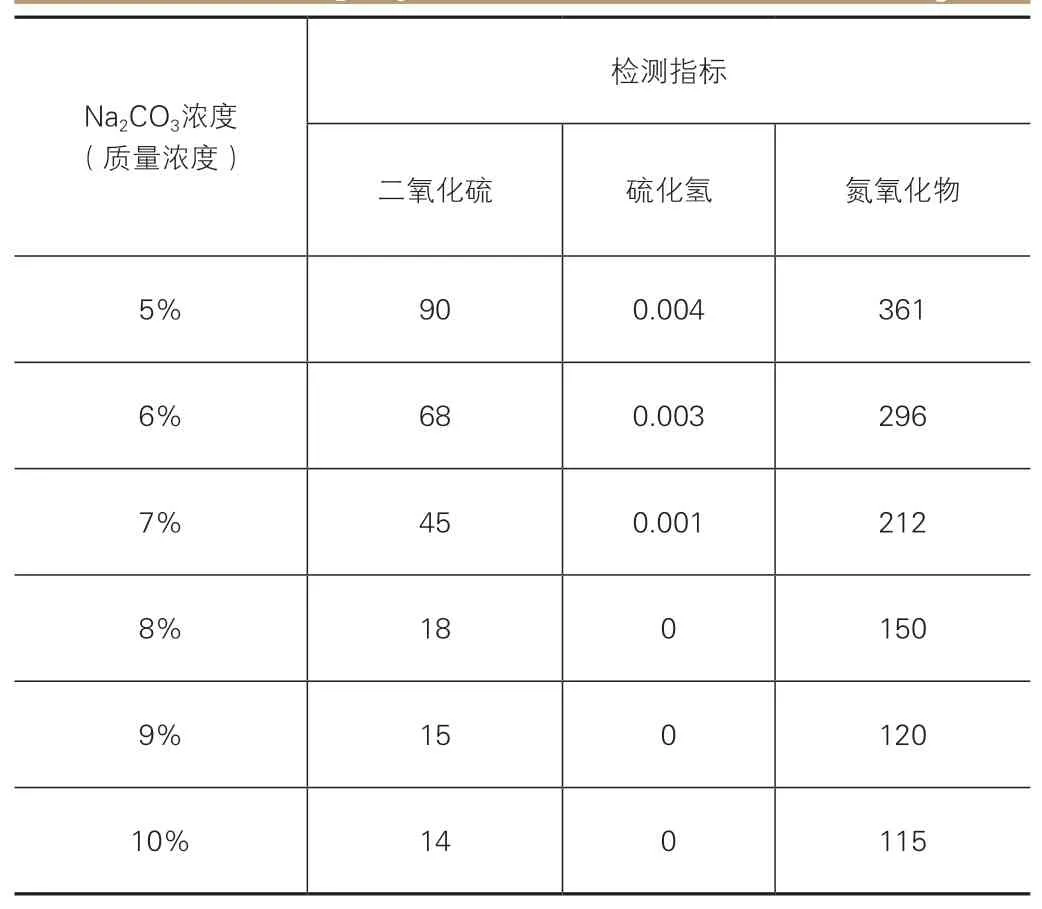
表3 Na2CO3喷淋后废气成分分析表 单位:mg/m3
由表3可知,Na2CO3溶液对酸性气体有很好的吸收效果,当Na2CO3浓度达到8%以上时,处理的酸性气体含量满足《石油炼制工业污染物排放标准》(GB31570-2015),且随Na2CO3浓度增大吸收效果变化不大。
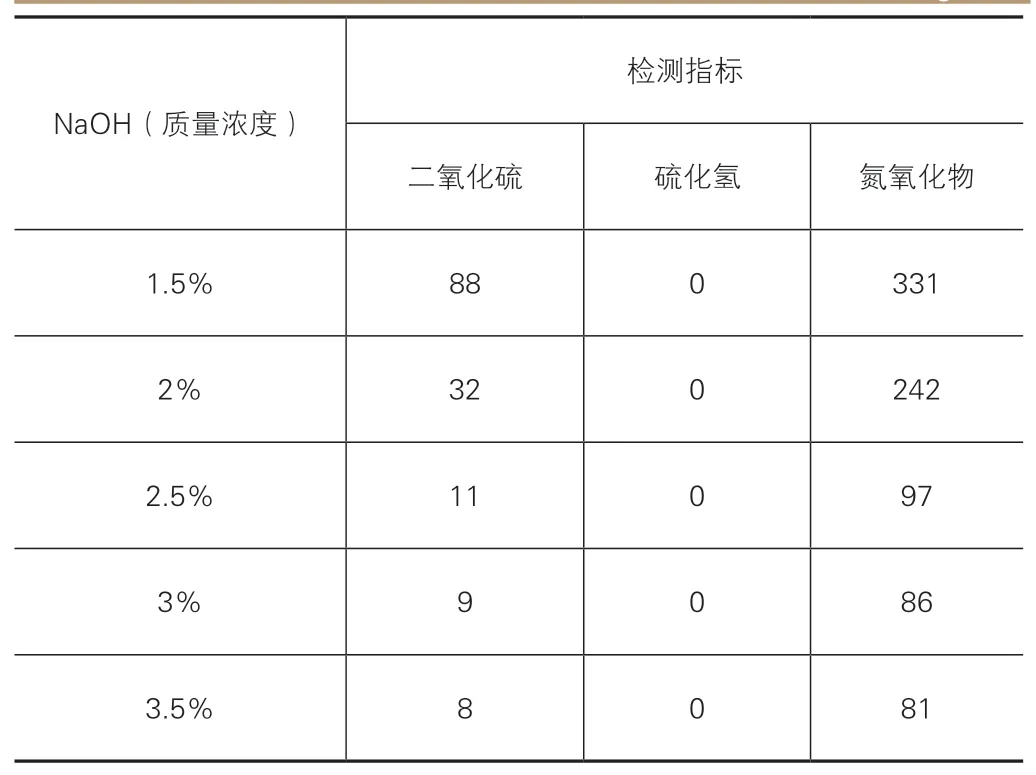
表4 NaOH喷淋后废气成分分析表 单位:mg/m3
由表4可知,NaOH溶液对酸性气体有很好的吸收效果,当NaOH浓度达到2.5%以上时,处理的酸性气体含量满足《石油炼制工业污染物排放标准》(GB31570-2015),且随NaOH浓度增大吸收效果变化不大。
NaOH和Na2CO3都对废气中的酸性气体有很好的吸附效果,在同样浓度下,NaOH较Na2CO3的效果好,本研究综合考虑后选用NaOH作为废气的碱洗溶液,浓度为2.5%。
2.3 活性炭吸附工艺
前端清水喷淋—碱水喷淋后的气体中粉尘、二氧化硫、硫化氢和氮氧化物浓度满足满足《石油炼制工业污染物排放标准》(GB 31570-2015),但恶臭气体浓度还是超过《恶臭污染物排放标准》(GB14554-1993)厂界标准值,需要利用活性炭吸附进一步处理。经实验证明,经活性炭纤维吸附后的气体脱臭效果较好,对硫醚、氮氧化物等恶臭气体有较强的吸附作用,处理后臭气浓度降低到30以下,满足本研究除臭以及处理后气体资源化利用要求。
2.4 废气的资源化利用
废气中含有一部分非甲烷总烃,通过氧化工艺可以去除部分,但相对成本较高。本研究主要考虑将经清水喷淋—碱水喷淋—活性炭吸附工艺处置后的气体进行资源化利用小样实验,资源化利用流程见图3。
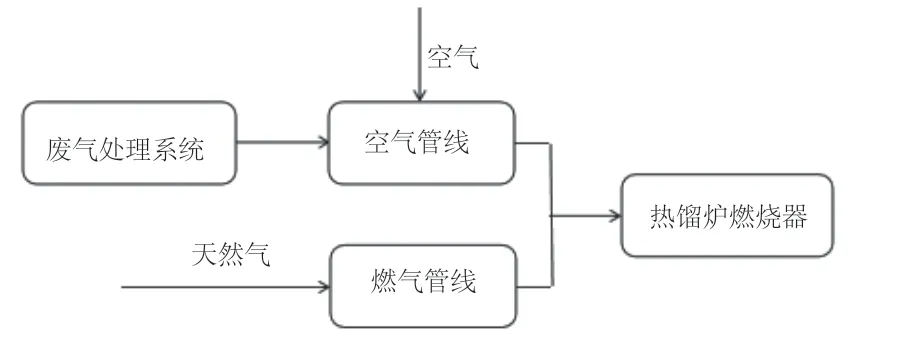
图3 处理后气体资源化利用流程图
废气经燃烧后对尾部气体进行检测,检定的非甲烷总烃含量为1.44mg/m3,说明经净化后的废气在燃烧器燃烧后的非甲烷总烃的去除率在99.9%以上。将处理后的废气汇入热馏炉燃烧器燃烧,可以对未处理的各种恶臭气体、以及可燃气体进行深度处理,燃烧后的尾气通过烟囱有组织排放,采用该方法不仅降低了废气的处理成本,又资源化利用了废气中的有价值成分。
3 废气处理的现场应用
根据废气收集—喷淋—活性炭吸附—资源化利用工艺进行配套、改造相应处理设备及管线,将废气处理系统进行现场应用。废气处理前后的成分见表5。

表5 废气处理后成分分析表 单位:mg/m3
由表5可知,经处理后的废气指标都满足《石油炼制工业污染物排放标准》(GB31570-2015)。检测后恶臭污染物厂界值也由改造前200降低到20以下,满足《恶臭污染物排放标准》(GB14554-1993)厂界标准值二级,符合二类功能区要求,改善了周边空气质量。
4 结语
经过相关研究,确定了分散收集—清水喷淋—碱水喷淋—资源化利用废气处理工艺,经过该工艺处理后的废气各项指标满足《石油炼制工业污染物排放标准》(GB 31570-2015),也符合《恶臭污染物排放标准》(GB14554-1993)对厂界臭气浓度要求。通过收集处理也减少生产过程中恶臭气体泄漏及排放,引起恶臭污染气体扩散,减少了大气污染。
猜你喜欢
小读者·阅世界(2023年7期)2023-08-13 16:08:20
公民与法治(2022年12期)2023-01-07 09:18:22
节能与环保(2022年3期)2022-04-26 14:32:40
云南化工(2021年10期)2021-12-21 07:33:28
建材发展导向(2021年14期)2021-08-23 00:57:46
纺织科学研究(2021年6期)2021-07-15 08:41:40
石油化工建设(2019年6期)2020-01-16 08:03:48
福建基础教育研究(2019年8期)2019-05-28 08:39:51
特别健康(2018年2期)2018-06-29 06:13:54
中学生数理化·八年级物理人教版(2017年6期)2017-11-09 06:00:43
