基于FMEA的反应釜故障诊断研究*
2020-09-05 05:42:32封春春
化学工程师 2020年6期
袁 瑗 ,郭 欢 ,封春春 ,马 迪
(1.河南省豫冠安全发展有限公司,河南 郑州450000;2.中化石油 安徽有限公司,安徽 合肥 230031)
化工产业是我国重要经济支柱之一,近年来伴随着工业制造2025战略的实施,化工产业也逐步走向聚集化发展道路,其规模和效率不断提高[1]。与此同时,化工生产设备安全问题始终未能得到很好的控制,给国民经济稳定带来了巨大的安全风险,加强反应釜故障诊断研究势在必行。国内外工程技术研究人员对反应釜故障检测问题进行了大量的尝试。例如:王高生[2]通过对聚乙烯装置反应釜的故障原因进行分析,通过调整反应釜定位轴承的止推间隙和改造润滑油回油管线,实现了反应釜功能的恢复;刘忠晔[3]以化工用反应釜事故为例,构建了基于动态事故树的分析模型,并分析了造成反应釜事故的原因,提出事故预防和改进措施;陈波[4]对反应釜工作原理和故障特点进行分析,提出将多种检测手段相融合的综合故障诊断系统,提高了反应釜故障诊断的准确性;杨瑞鹏[5]对反应釜现场检修工作的经验进行了总结,分析了常见的反应釜搅拌轴和轴封故障进行了归纳,提出了针对性的结构改造方案,有效解决了反应釜故障率高,使用寿命短的问题。
这些研究对促进反应釜故障诊断精度,延长设备生命周期有着巨大的参考价值,然而,现有的研究多集中于反应釜故障原因分析,而对故障等级差异并未考虑,制定的检修方案也缺乏系统性。本文将以某型号搅拌反应釜为研究对象,系统分析反应釜工作系统的构成和子系统间协作关系,以期对化工机械的故障诊断和维修方案优选提供理论依据。
1 反应釜结构及特点
1.1 反应釜结构
反应釜是一种广泛用于化工生产的反应装置,在不同生产领域,其结构存在着一定的差异,但主要结构组成具有很大的相似性,可分为罐体、传动装置、轴封装置、搅拌装置、支座、人孔、工艺管和附件等。
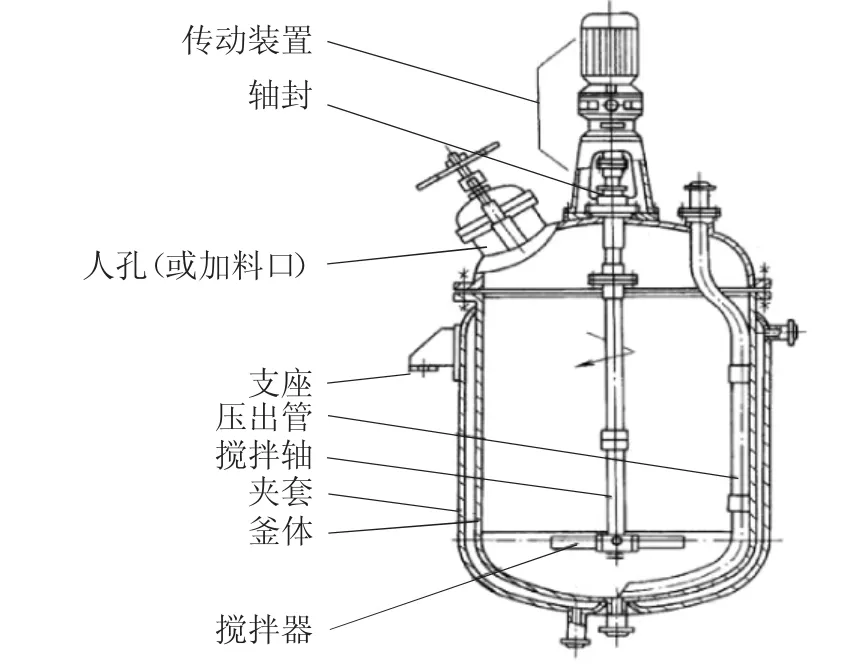
图1 反应釜结构示意图Fig.1 Schematic diagram of reactor structure
1.2 反应釜的检查流程
反应釜的工作流程主要由启动运转、加料、升温和出料构成,因而其检查过程大体上可分为3个阶段,即设备启用前的检查、设备运转过程的巡检和设备停转后的检查。启用前主要对设备状态和控制系统可靠性进行检查;当反应釜开启后,检查内容主要集中于工艺参数的巡检和设备运行状态的异常情况进行排查;设备停转后还需要对设备控制系统进行检查,确保电源和开关处于断路状态。
2 FMEA分析方法简介
故障类型和影响分析(Failure Modes and Effects Analysis,简称FMEA)是通过对生产系统进行分解,并通过不同检测方法对系统中存在的潜在故障模式以及对系统功能实现产生的影响进行分析,找出系统故障原因,并评判系统故障的严重度等级,最后针对不同等级的故障,制定相应的处理措施。
2.1 故障等级划分
故障指元件、子系统或系统在规定期限内和运行条件下未按照设计要求完成规定功能或功能下降的状态。在FMEA分析中,故障等级是按照故障可能导致的最严重的的潜在后果进行分类的,在实际操作时,通常以伤害程度、财产损失或系统永久破坏加以衡量,即:
Ⅰ级(轻微的) 不足以造成造成人身伤害、职业病、财产损失或系统破坏,但需要额外的维护或修理;
Ⅱ级(临界的) 可能造成轻伤、职业病、少量财产损失、轻微的系统破坏(造成生产延误、系统可靠性或功能下降);
Ⅲ级(严重的) 可能导致重伤、严重职业病、重大财产损失、严重的系统破坏(造成长时间停产或生产损失);
Ⅳ级(致命的) 可能导致死亡或系统损失。
2.2 FMEA分析程序
FMEA分析是采用系统工程的思想对生产系统中的设备和工艺进行故障分析的方法[8]。故FMEA分析需要充分考虑系统的整体性特征,将分析对象分解为相互依赖、相互作用的子系统,并逐步开展分析。具体而言,其分析程序为[9]:(1)系统分解;(2)分析层次的确定;(3)系统功能框图的绘制;(4)列出系统故障类型并分析可能造成的影响;(5)分析故障产生的原因和采用的检测手段;(6)确定故障等级。
3 工程案例分析
3.1 工程概况
中化石油安徽六安有限公司六安油库位于安徽省六安市霍邱县周集镇闸口村,油库的总库容为30000m3,主要储存品种有柴油和汽油,现有汽油储油罐4个共8000m3,均为内浮顶式储罐。公司现有一套烷基化装置,涉及20余台反应设备,其中反应釜为该装置的主要设备,它主要为烷基化生产过程提供混合反应动力。为了排查烷基化装置的危险源,保证生产安全,2019年公司对1#反应釜进行了故障诊断,确定了设备的故障危险等级,为制定维修方案提供理论依据。
3.2 反应釜FMEA分析
3.2.1 反应釜系统分解 反应釜系统是一种间歇性运行系统,根据其结构和功能特点,综合考虑反应釜各单元的功能关系和结构层次,可将反应釜运行系统分解为:罐体子系统、搅拌子系统、传动子系统、轴封子系统和附件子系统。
(1)罐体子系统 罐体子系统是反应釜系统的主体构件,是物料的混合和反应场所。
(2)搅拌子系统 搅拌子系统是反应釜系统主要的工作装置,包含了搅拌器和搅拌轴。
(3)传动子系统 传动子系统是主要为搅拌子系统提供扭转力矩,带动搅拌装置工作,包含电动机和传动轴设备。
(4)轴封子系统 轴封子系统是罐体密封的主要结构构件,常用的轴封有机械轴封和密封材料轴封。
(5)附件子系统 附件子系统主要是为了保证反应釜工作和检修而设置的装置,主要包括支座、人孔和工艺管等。
3.2.2 确定分析层次 本次分析的目的是确定反应釜运行系统单元的故障类型和影响,综合考虑系统的结构特点和复杂程度,避免次要因素的干扰,分析层次设置为单元级别。其中附件子系统中的支座、人孔和工艺管等装置,以及轴封子系统和传动子系统属于功能件,故在分析时可按元件进行考虑,即不再做进一步分解。
3.2.3 绘制系统框图 通过对现有资料分析,确定反应釜运行系统各单元的功能和可靠性分别为:
(1)筒体 主要为物料提供混合和反应的场所,通常为中、低压力容器,查阅相关文献可知其故障概率较低,因此,本次分析可忽略。
(2)搅拌器 主要功能是对筒体内的物料进行搅拌混合,在反应釜工作过程中,搅拌器需与物料进行碰撞,须承受较大扭转力,其故障不可忽略。
(3)搅拌轴 主要功能是将电动机的扭转力矩传送至搅拌器,搅拌轴工作过程中承受较大扭转力,故障不可忽略。
(4)电动机 为搅拌装置提供扭转力矩,带动转动装置工作,电动机为主要动力设备,故障不可忽略。
(5)传动轴 主要功能是连接电动机与搅拌轴,实现扭转力矩的转移,传动轴属于主要传动设备,故障不可忽略。
(6)轴封 主要功能是为罐体进行密封,轴封多采用填料密封方式,故障可以忽略。
(7)支座 主要功能是对反应釜进行固定,其与系统主要故障的关联较小,故障可以忽略。
(8)人孔 主要功能是为反应釜检修时提供人员进入的入口,其故障可以忽略。
(9)工艺管 主要功能为方便在反应过程取样分析,其故障可以忽略。
根据以上分析可绘制反应釜运行系统功能框图,见图2。
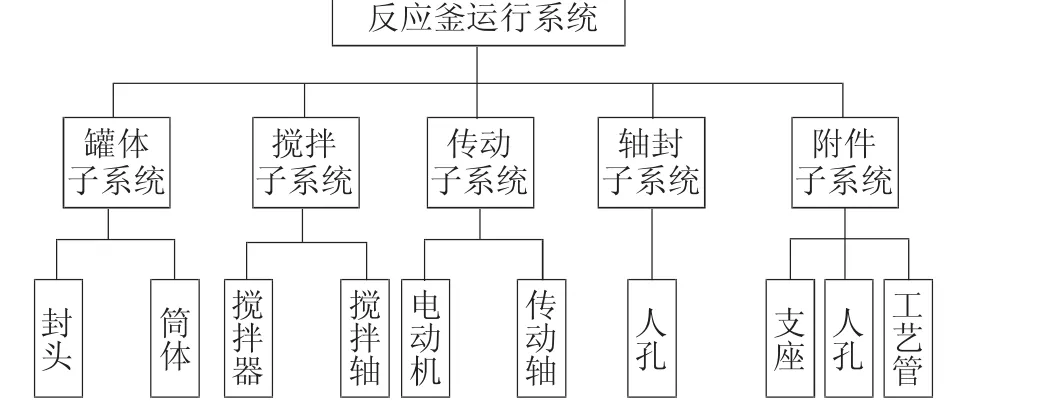
图2 反应釜运行系统功能框图Fig.2 Functional block diagram of reactor operation system
3.2.4 列出所有故障类型并分析影响 故障类型的查找通常依赖分析者的经验和知识水平,主观性较强,为了弱化主观因素的影响,本次分析采用头脑风暴法进行分析。具体步骤如下:
准备阶段 通报头脑风暴主题为:查找反应釜运行系统各单元故障类型。参与讨论的专家背景分别为设计、安全和操作背景,人数为3人。
明确问题 简要介绍系统具体情况,明确头脑风暴的原则为:仅分析单元直接故障类型,不考虑单元中各构件故障。
概念提出 向专家提出单元故障的判定以单元功能无法实现为标准,每个单元故障的讨论时间定为1min。
概念评审 按照系统运行流程,分别对搅拌器、搅拌轴、电动机和传动轴进行故障类型分析。
希望点罗列 对专家讨论确定的个单元故障类型进行罗列,并向会议组汇报总结。
经过讨论,确定反应釜运行系统故障类型,见表1。

表1 反应釜运行系统故障类型及其影响Tab.1 Fault types of reactor operation system and their influence
3.2.5 分析故障原因机故障检测方法 通过调阅系统检修记录和对检修人员进行调查,分析确定反应釜运行系统故障原因和检测方法见表2。

表2 反应釜运行系统故障原因及检测方法表Tab.2 Table of causes and detection methods of reactor operation system failure
3.2.6 确定故障等级 将表1中各单元故障影响与故障严重度分级规则进行对比,可确定各单元故障等级见表3。
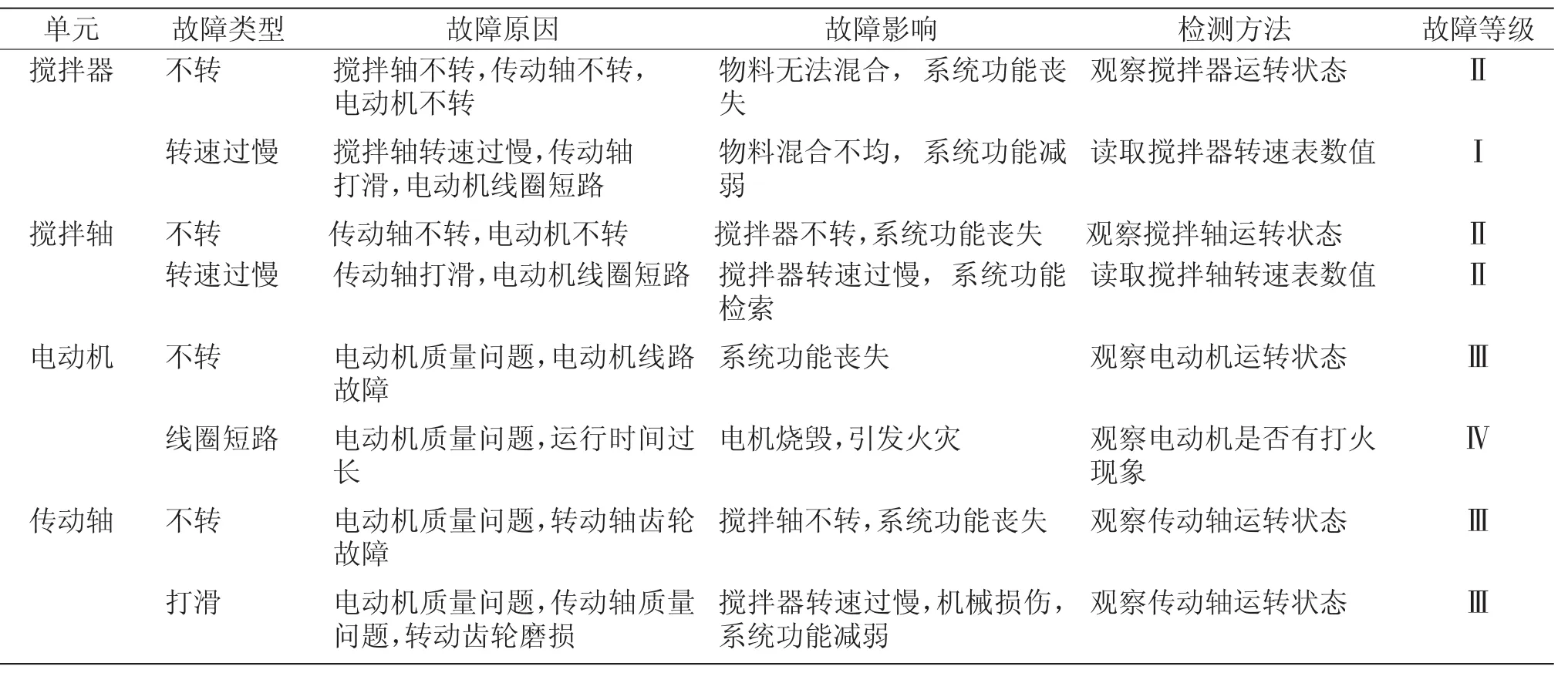
表3 反应釜运行系统故障类型和影响分析表Tab.3 Table of reactor operation system failure type and impact analysis
3.3 整改措施
根据反应釜故障诊断的结果,确定电动机线圈短路故障严重度等级最高为Ⅳ级,属于致命的故障;电动机不转、传动轴不转和传动轴打滑的故障严重度等级为Ⅲ级,属于严重的故障;搅拌器不转、搅拌轴不转和搅拌轴转速过慢的故障严重度等级为Ⅱ,属于临界的故障。针对不同等级故障制定相应的整改措施,具体为:
(1)Ⅳ级故障 及时对电动机线圈进行维修或更换电动机,并重新进行系统可靠性评估;
(2)Ⅲ级故障 加强电动机检修、对转动轴齿轮进行维修或更换;
(3)Ⅱ级故障 加强搅拌器和搅拌轴的检修。
4 结论
根据反应釜故障诊断的实际需求,文章对FMEA分析方法进行了论述,并采用系统工程思想分析了反应釜设备的结构特点和运行系统工作原理进行了分解,并结合中化石油安徽六安有限公司六安油库烷基化装置中的1#反应釜进行了故障诊断,主要结论如下:
(1)反应釜FMEA分析的程序可归纳为:系统分解、确定分析层次、绘制系统功能框图、列出所有故障类型并分析其原因、分析故障原因及故障检测方法和确定故障等级;
(2)反应釜故障诊断结果表明电动机短路故障的严重度等级为Ⅳ级,是致命的,需要加强维修或及时更换;
(3)FMEA分析方法在反应釜故障诊断应用中的效果良好,具有较好的可推广性。
猜你喜欢
防爆电机(2021年4期)2021-07-28 07:42:56
上海大中型电机(2021年2期)2021-07-21 03:01:32
铜业工程(2021年1期)2021-04-23 01:45:06
电子制作(2019年22期)2020-01-14 03:16:38
魅力中国(2019年47期)2019-01-14 09:42:08
测控技术(2018年7期)2018-12-09 08:58:42
科学与财富(2018年33期)2018-01-02 11:55:50
石油化工建设(2016年6期)2016-02-27 15:03:27
智能建筑电气技术(2015年5期)2015-12-10 05:52:25
智能建筑电气技术(2015年5期)2015-12-10 05:52:20