基于RFID 智能标签的生产元件溯源设计
2020-08-29 01:54:30文/刘菲
印刷工业 2020年3期
文/刘 菲
基于条形码转换的RFID 智能标签,结合了条形码和RFID 的技术优势,可用于工业产品追溯,能识别各种生产元件,达到较理想的读取范围。
在工业4.0 和智能制造的背景下,大规模生产定制产品,实现自动生产控制,提供个性化生产数据已成为趋势。生产元件的可追溯性对自动化制造至关重要,而组件的可追溯性已应用于生产控制、物流优化等环节。工厂对生产元件和产品的跟踪要求贯穿于整个生产过程中甚至之后,这就需要对生产元件进行个体识别。在某些情况下,利用条形码或RFID 标签的追溯方法可有效追踪生产链中的各个组件,并将组件与生产元件链接起来。
现有的条形码溯源方法主要有以下问题:①假设从生产到最终客户都跟踪生产元件,那么由于攻击者可以复制ID,就会出现伪造标签的情况。②条形码通常是在零件制造后单独粘贴的,会导致无法从第一个生产步骤跟踪生产元件的单个生产数据。③对于批量生产的元件,条形码的批量描述特点会使厂家放弃可追溯性。针对以上问题,在一些研究中提出了对象识别的替代方法。
RFID 智能标签的设计
如今,光学条形码非常流行,在商业上也有很多成功应用的案例,如可快速识别物品。尽管在识别距离方面受到限制,但条形码的应用几乎是通用的。通过改变一些平行线的宽度和间距来表示数据的条形码,在许多应用中被用作自动识别和数据捕获。作为流行的无线技术,射频识别技术(RFID)克服了条形码的局限性,允许更有效、更智能的应用,可以建立有效的追溯系统。目前,基于条形码和RFID 技术的混合式跟踪系统备受关注,已在贵重物品运输和医疗等领域中应用。
本文旨在实现单一标签设计,将条形码和RFID 技术结合在同一RFID 智能标签上,并简化制造过程、降低成本。
1.标签天线设计
大多数RFID 标签天线是基于均匀或不均匀的曲折线结构设计而成的。为了获得可接受的读取范围,需要在弯曲天线和芯片之间实现良好的阻抗匹配,通常使用电磁仿真工具来优化阻抗匹配。
传统的条形码由具有不同宽度和间隙的多个平行条组成,只需对条形码进行很小改动,将其垂直条与非常细的水平桩相连即可转换为RFID 标签天线。将各个条相互连接,条形码的可读性不会被修改。但为了具有良好的RFID 读取范围,本文将继续优化与RFID 芯片的阻抗匹配和天线的方向性。
优化标签宽度的设计方法
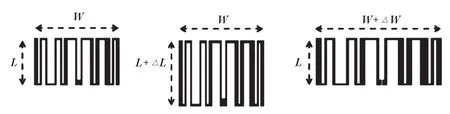
通过研究发现,可通过优化条的长度和宽度来实现阻抗匹配。虽然更改条形码的长度不会影响其光学可读性,但应谨慎地实现条宽度的优化,否则条形码将无法被正确扫描。仅通过沿宽度轴方向缩放,整个结构便可实现条宽度的优化。因此,所有条和间隙的宽度都以相同的因子进行缩放,保持了光学可读性。
虽然将IC 阻抗与天线匹配并不是设计RFID 标签的唯一途径(之前的研究曾使快速响应代码与RFID 芯片相匹配),但此结构的总体辐射效率和方向性非常低,可将读取范围减小到几十厘米。
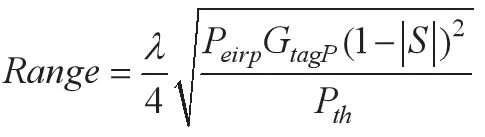
RFID 标签的读取范围为可以读取标签的最大距离,该距离取决于芯片的灵敏度、标签天线增益、极化和天线与芯片之间的匹配。使用Friis 方程,可将RFID标签的读取范围性能计算为:其中,λ 是阅读器发射的载波的波长,Peirp是规定的等效全向辐射功率,Pth是芯片的激活功率,Gtag是标签天线增益,p 是读取器和标签天线之间的极化损耗因子。|S|2是由式给出的功率反射系数,其中,Zant和Zchip分别是标签天线和IC 阻抗。

与常规RFID 标签相比,线性条形码具有相似的全向辐射方向图和良好的方向性。曲折天线的最大指向性较条形码标签的指向性更高。
2.智能标签的制作
本文是基于EAN-13 和Code 128 条形码标准开展的RFID 智能标签设计,这两个标准是在消费品以及物流运输行业中最常用的条形码标准。
使 用Microsoft Office 条形码加载项生成条形码,然后以.dxf 格式导出条形码,使用ANSYS HFSS 进行仿真和优化。标签经过优化用以匹配Monza-R6 RFID 芯片,该芯片采用1.8kΩ 电阻和1.37pF 电容并联连接,RFID IC 灵敏度为20dBm(10µW)。设计的两个基于EAN-13 条形码的不同大小的标签和一个基于Code 128 的标签,均未超出条形码标准的大小限制。
3.智能标签的测量
使用手持式光学条形码阅读器进行测试,能够成功读取智能标签的所有原型,然后使用Voyantic Tagformance 测量系统测量已实现标签的数量。该系统可以提供被测标签的反向散射信号强度,从而估算其读取范围。Code128 和EAN-13 的读取范围分别为12.5m 和11m。尺寸较小的标签可能呈现出较低的方向性,从而降低其读取范围。这些结果证明了基于条形码转换的RFID 智能标签的技术可行性。
本文设计的基于条形码转换的RFID 智能标签,结合了条形码和RFID 的技术优势,可用于工业产品追溯,能识别各种生产元件,达到较理想的读取范围。
猜你喜欢
少年文艺·开心阅读作文(2021年8期)2021-09-05 02:57:46
小学科学(学生版)(2019年5期)2019-05-21 01:00:22
少儿美术(快乐历史地理)(2019年11期)2019-04-20 12:33:20
小学生导刊(2017年13期)2017-06-15 20:29:38
少儿科学周刊·少年版(2017年1期)2017-03-29 17:50:36
现代工业经济和信息化(2016年2期)2016-05-17 05:34:16
医学研究杂志(2015年5期)2015-06-10 06:43:26
电子工业专用设备(2015年4期)2015-05-26 09:10:40
汽车维修与保养(2015年8期)2015-04-17 03:33:01
人生十六七(2015年5期)2015-02-28 13:08:24