
生产设备对板式电脑桌结构设计工艺性要求研究
2020-08-28 17:20郑泳华
工业设计 2020年7期
关键词:结构设计
郑泳华

摘要:在产品设计中结构设计是不可或缺的重要环节,结构设计是否合理直接影响产品的质量、成本与功能。本文为设计合理的板式电脑桌结构,结合大量实地调查与范例,从切割设备、封边设备、打孔设备、组装设备、包装设备等五个方面分析了结构设计的工艺要求,并从这五个方面对结构工艺性认真审查。
关键词:生产设备;结构设计;工艺性要求
中图分类号:TB472 文献标识码:A
文章编码:1672-7053(2020)07-0155-02
1产品的结构设计工艺性概述
产品的结构设计工艺性是指所设计的产品在满足使用性能的情況下,其制造、装配连接、维修的可行性和经济性。新设计的产品应符合相应的工艺性指标,在目前的生产条件下实现经济、合理进行制造,并便于后期操作与维护。让工艺制造既能保证产品质量,又能大幅度降低成本,从而提高经济效益。
2生产设备对板式电脑桌的结构设计工艺性要求分析
现代板式电脑桌,采用流水线生产,使用的设备有切割设备、封边设备、打孔设备、组装设备、包装设备等,其中很多设备是专用设备,对产品的结构有特殊的要求。在电脑桌设计和定型前评估不同设备对产品结构性的要求,能减少设备损耗或者新模具的投资,效果显著。
2.1切割设备的工艺性要求
2.1.1下料板规格尽量少
下料工序若因板品种太多无法完全购置而拖延时日,对交货日期影响甚大,同时品种太多也会增加放置管理的难度。另外,每台板式电脑桌包括面板、左右侧板、各抽屉板等二十几块板,各种板需区分是刨花板或中纤板,饰面材料是铁刀木还是枫木,饰面形式是单贴还是双贴,板厚是15mm、18mm、25mm,下料过程极其复杂。因此,需减少板规格,简单生产,如为体现整桌的分量,采用18mm+18mm=36mm厚的加厚面板,不宜用15mm+25mm=40mm厚度,从而不增加板规格,既产生效果又不增加板规格,效果良好。
2.1.2板件尺寸应标准化
开料时,将锯路宽度(3mm)以及板材边部加工余量(5mm)考虑进去。由此产生板件标准长公式a=2440/2(3,4,5,6…)-8,标准宽公式b=1220/2(3,4,5,6…)-8。板件长度因结构需要相对固定,宽度则较随机,标准化公式主要应用于宽度。另外,板的宽度不小于60mm,利于在自动封边机封边。对于倾斜件与弧形件尺寸也应标准化,这种板材属于二次加工,为提高生产效率,应将一次加工出来的外廓长方形宽度标准化,如图1。
另外,板材利用率虽然是尺寸设计考虑的首要因素,但也不能因过分追求板材利用率而使开料图上开料尺寸规格繁多,这既造成了效率下降,又使操作者容易出错。
2.1.3一些关联板宽度尽量设置相同或接近
根据数据调查、定位,调节刻度时间占整体切割时间60%,每种板定位两次(长度与宽度),定位完成后还要试切,耗时耗眼,因此,减少定位次数是切割效率提高比较理想的方法。板的宽度较随机,可将一些关联板件宽度设计相同,或相近,如柜顶板与底板,上板与键盘板,上背板与上侧板,大抽面板与桌背板等,可节约一次调试时间,加快切割速度。同理,长宽尺寸差别不大的板最好尺寸一致,如活动柜的面板为396mm×400mm,可将其调整为396mm×396mm,既方便识别(后期钻孔时难找出长与宽),也可减少一次调机定位时间,减少潜在的错误率。
2.1.4下料板应留有部分加工余量
下料过程允许误差,虽然误差值是+1到-1,但有时因刀具出现问题、同时切割多片板或工人操作疲劳时误差值会增大,而部分对尺寸要求较高的板可能因误差太大而不能装配,由此产生的二次加工费事费力,特别是放在框中的板材以及夹在中间的键盘板,如果因误差值偏大而无法放入框中,问题则非常大,因此应事先计算误差,预留些加工余量,即使出现较大误差也比较好解决。
2.1.5设置符号警示板纹路的准确性
根据视觉习惯,木纹饰面的电脑桌都有一定的纹路方向,侧面的纹路方向为垂直,其他面纹路方向均为水平。由此产生的各个板的纹路是顺着长度还是宽度,应事先标注,利于切割过程,防止产生错误。
2.2封边设备的工艺性要求
2.2.1自动封边机工艺要求
自动机控制夹板厚度的调节杆可控范围在12mm~55mm之间,因此非此范围内的板不可自动封边,这就决定了电脑桌面板厚度最好不超过55mm。自动机驱动轮两轮之间的距离为60mm,而每一驱动轮与板只有一个接触点,为保证板在滑行中离开前一接触点的同时能碰到下一接触点,板的宽度应满足不小于两轮之间的距离60mm的要求。另外,板件短边在封边机滚轮上走动,如果长宽比差别太大的话,板件容易滑动,因此设计时应该特别注意板件的长宽比。如桌脚、一些小抽侧板、抽后板,如果宽度不太大,那长度不可设计太长。
2.2.2手动封边机工艺要求
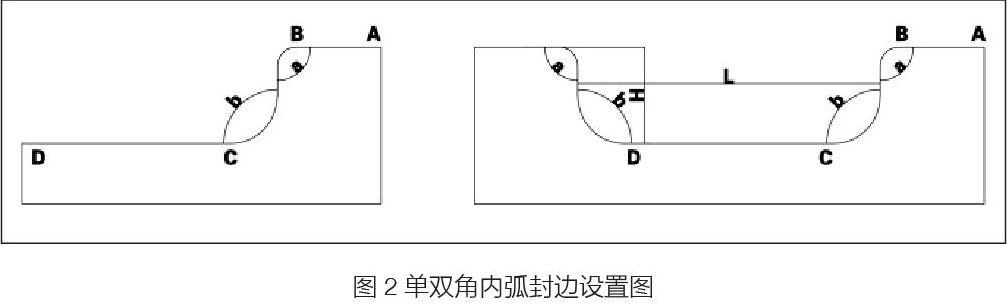
对于四周均有R角的板如面板或键盘板,手动机在一次性封满整圈的过程中,在终点与起点处较难衔接,同时衔接点必须控制在后边中点,整体具备一定的难度。因此,设计的原则是尽量不让板四周都有导角,可将此板靠前两处转角导R角,靠后的两转角保留直角形式,然后用自动封边机封后边,手动机在不存在衔接的基础上一次封其余三边,这样既保证前两转角的防碰撞,后两角靠墙或朝后无危险效果,又减少封边的难度。对于有内弧的板,手动封边机应特别对待。单角内弧满足凹角b的R值不小于35mm,转角a处R值不小于15mm,AB边长度不小于100mm,有助于封边的正常完成。对于双角内弧除了满足两b角的R值不小于35mm,两a角R值不小于15mm,L长度要不小于200mm,H长度不小于50mm的情况下,封边才能较好地完成,如图2。
2.3钻孔设备的工艺性要求
2.3.1孔位尽量对称布置
设计时应根据具体情况,尽量做到以板纵横中心线为基准双向对称布置孔位。以保证零件加工过程中的互换性,加工时机床也易于调整。
2.3.2孔间距按2n×32布置
如128mm(4mm×32mm)、192mm(6mm×32mm)等尺寸,盡量少用160mm(5mm×32mm)、224mm(7mm×32mm)这类尺寸,这样可减少机床调整时间,易于沿中心定位。因为每排钻坐有21个钻头,单坐最远孔距为640mm,为尽量让同排多孔一次钻制完成,设计应灵活应用640mm的单坐最远孔距。
2.3.3有目的性地选择五金件
三合一五金件可连接板件又可藏匿其中,美观大方,但是每次使用都要钻取三个孔,安装也烦琐。对于一些特殊位置板件,如柜底板锁柜侧板,抽底板锁抽后板,本身比较隐蔽,可选用自攻螺丝或断头螺丝直接穿过底板锁于侧板中,螺丝头朝下亦隐蔽,只需钻取两个孔,安装也方便。对于活动柜内搁(隔)板,也应采取少孔措施,因为板材本身有一定的重力作用,而且两边的其他板之间有三合一的锁紧作用,因而搁(隔)板与柜内其他板连接只需用木榫做定位,不需再使用三合一,可少钻12个孔而达到同样效果。
2.3.4倾斜件孔的特殊设置
在一股情况下,板件都呈矩形状,四边都可以靠着标尺定位,所以钻孔比较简单,倾斜件则较复杂,但是其遵循的原则是板件上的孔尽量排列成一直线,该直线最好跟板件的边缘平行,在不平行的情况下,最好跟任何一边缘垂直,这样有助于定位与钻孔。
2.4组装设备的工艺性要求
组装设备主要为气动扳手与十字螺丝刀、内六角扳手。由于菠萝螺母(内有M6或M8牙)的外卡物跟板上的孔有些摩擦,所以要求设计的时候不能将所在的孔离边缘太近,容易炸孔,孔离边缘至少12mm。脚框三合一或内六角螺杆组装操作过程注意设置好孔位,保证工具使用过程不产生碰撞。
2.5包装设备的工艺性要求
板式电脑桌的包装主要是在滚动带上进行,滚动带宽度1m,所以包装的成品宽度不可太大。应从包装节省的角度去调整某些电脑桌部件的结构,如焊接铁片突出铁管的高度合理控制,脚架的下脚管尽量靠内等,使包装的保利龙体积最小。另外,因为是流水线,所以设计师应事先将包装的保利龙结构设计合理,将电脑桌的结构中可在厂家组装的板件尽量组装好,尽量减少放置板件的次数,提高包装的效率。
3总结
板式电脑桌的生产与组装是个完整的流水线,零件众多,流程复杂,因此家具外形设计师在生产准备开始的时候,需要在切割设备、封边设备、打孔设备、组装设备、包装设备的要求上全面分析产品的结构设计工艺性,将问题发现在工艺设计开始之前,这样工作能有事半功倍的效果。
猜你喜欢
建材发展导向(2023年6期)2023-03-31
建材发展导向(2022年6期)2022-04-18
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年11期)2021-07-28
防爆电机(2020年4期)2020-12-14
中国核电(2017年1期)2017-05-17
电子制作(2016年1期)2016-11-07
专用汽车(2016年5期)2016-03-01
专用汽车(2016年5期)2016-03-01
中国房地产业(2016年2期)2016-03-01
