SF03-FFS型钢轨铣磨车故障处理实例分析
2020-08-26 03:50李树昆
工程技术与管理 2020年8期
李树昆
朔黄铁路公司线路检测和救援中心,中国·河北 肃宁 062350
朔黄铁路公司于2011年5月从奥地利引进的SF03-FFS型钢轨铣磨车,是提升轨道维护水平的标志性技术装备。铣磨车自运行以来,出现了各种故障,笔者通过多年故障处理实践经验及相关内容深入学习研究,通过故障现象判断故障原因,总结出处理故障的顺序和方法,保证了铣磨车的运用安全。
铣磨车;故障;处理
1 引言
截至2019年11月30日,钢轨铣磨车在朔黄线投入使用以来,共计铣磨钢轨809.6公里,有效控制钢轨疲劳伤损、波磨、掉块等病害的产生和发展,延长了钢轨使用寿命的、降低线路维修成本、提升了线路设备质量。铣磨车共计发生各类故障186次,其中电控故障106次,机械故障80次。如何尽快处理故障,保证铣磨车正常运用,是摆在设备运用管理人员面前的重大课题。通过对铣磨车技术资料的深入学习,不断处理各种故障,以及与其它铁路局铣磨车相关技术人员相互交流,笔者对处理铣磨车电气和机械故障积累了一定的经验,现就铣磨车在施工中发生的各类故障及处理方法进行探讨[1]。
2 铣磨车故障分类
铣磨车故障分为三大类:一是电控故障(电控模块损坏、线路短路或断路);二是机械故障;三是电控和机械结合故障。
3 铣磨车故障处理流程
处理铣磨车故障时应有清晰的思路,切忌盲目下手处理。因为本车电控部分采用国际最为先进的西门子控制系统,因此必须清楚铣磨车故障处理流程才能在最短的时间内发现故障并予解决。通过近年来的理论和实践,论文总结出如下故障处理流程(如图1所示)。

图1 故障处理流程
4 铣磨车电气故障处理案例
案例:铣磨车2015年4年24日在原平南-北大牛区间铣磨作业时发生电气故障。
(1)故障现象:电脑屏幕故障代码提示1Q341跳闸报警,工具间插座、铁屑清理插座、2号驾驶室插座全部无电,主发动机冷却室、车外两侧灯熄灭,铣磨作业监控系统无法监控。
(2)故障原因:1Q341主路径上的分通道1F401中的子通道③上的插座由于下雨漏水导致两条线路短路,从而使1Q341跳闸。
(3)处理方法:通过电脑屏幕故障代码提示查找电路图找到1Q341所属位置(如图3所示),分析1F401 电路图(如图4所示)。
如图最上面的电路图所示1Q341主路径中有7个分通道,每个通道中都有许多电器元件,如逐一排查每个通道上的电器元件费时较多,因此我采用排除法处理本故障。
第一步:在1Q341电路图中将主通道上的1Q341主控开关断开,再将7个分通道(1、2、3、4、5、6、7)的主控开关分别断开。
第二步:将1Q341主控开关闭合,然后分别逐一闭合7个分通道上的控制开关,经调试确定是7个分通道上的通道1故障,现象是当闭合分通道上的1通道控制开关时,1Q341主控也断开[2]。
第三步:通过沿电路图查找得知分通道1上的通道(1F401)通道上还有两个子通道,分别控制工具间灯和2号驾驶室末端两个电源插座。在图2中,通过用万用表结合甩线方法,排除子通道①、②、确认故障点在通道③上,用万用表测试通道③上的L、N、PE找到短路点。
第四步:关闭车辆供电系统,对短路点进行处理,重新启动车辆供电系统,设备恢复正常故障排除。
5 铣磨车电气、机械综合故障处理案例
案例:铣磨车铁屑清理传送装置经常出现不能正常伸出或伸出后不能回收归位现象。
(1)故障现象:铣磨车铁屑清理传送装置经常出现不能正常伸出或伸出后不能回收归
(2)故障原因:①清理铁屑时铁屑传输装置滑轨上有从传输带上漏下的小铁屑影响滑轨正常运行。②传感器破损[3]。
(3)处理方法:第一步:首先观察铣磨车是否有故障提示报警(如图4所示)和铣磨车铁屑传送装置工作状态平面图观察传感觉指示灯是否有异常(如图5所示)。
第二步:如果图4有故障提示,按提示观察图5,如发现传感器亮红灯,说明传感器异常需更换传感器。
第三步:如果图4和图5经检查都正常,但铁屑传送装置仍然不能正常工作,需通过人工方式用锥形装置触发电磁阀,具体方法见第四部。
第四步:人工触发电磁阀操作步骤:①启动CAT发动机。②打开斗式提升机的右侧安全门。③此时铁屑清理的控制电源自动关闭。④要开启“车顶托架及传送带”,可操作电子线圈开关MV 9Y5046;若要锁定,则操作电子线圈MV9Y5045。⑤要将“托架”左转,操作电子线圈MV9Y5058;要将“托架”右转,则操作电子线圈MV5057。⑥要回缩伸缩传送带,操作电子线圈开关MV9Y5048;要伸展伸缩传送带,则操作电子线圈开关MV9Y5047。要回缩托架,操作电子线圈MV5054;要伸展托架,则操作电子线圈开关MV9Y5053。

图2 1Q341主路径电路图
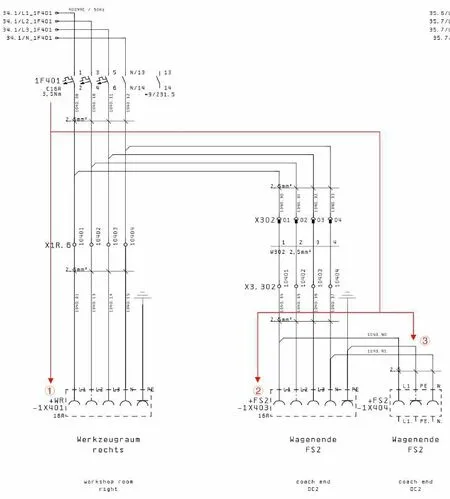
图3 1F401 电路图

图4 铁屑清理故障提示报警

图5 铁屑传送装置平面图
第五步:如果电气和液压部分都正常但铁屑传送装置仍然不能正常工作,将车转到没有接触网的线路,爬到2号室车顶检查铁屑传送装置滑道处是否有铁屑卡住传送装置,影响正常工作。
6 结语
铣磨车电控故障较多,故障排除较复杂,只有在对全车电路图深入掌握的基础上,通过综合分析故障现象,判断故障性质,选择合适的排除方法,才能快速、准确的找到故障点,从而才能缩短故障处理时间,保障铣磨车安全运用和正常施工。
猜你喜欢
中学生数理化·中考版(2022年10期)2022-11-10
机械工程师(2022年5期)2022-05-14
数学大王·趣味逻辑(2022年3期)2022-03-17
中学生数理化·中考版(2021年4期)2021-07-22
冶金设备(2020年2期)2020-12-28
汽车维修与保养(2019年2期)2019-06-19
孩子(2019年1期)2019-01-23
中国安全生产科学技术(2017年6期)2017-04-16
发明与创新·中学生(2017年3期)2017-03-31
专用汽车(2016年8期)2016-03-01