
苯抽提装置苯职业病危害分析及控制措施
2020-08-17 00:36张国琴
安全、健康和环境 2020年7期
张国琴
(中国石化青岛石油化工有限责任公司,山东青岛 266043)
1 苯抽提装置概况
某企业80 kt/a苯抽提装置采用环丁砜抽提蒸馏(SED)技术进行重整汽油脱苯。重整汽油经换热后进入该装置脱C5、脱C6塔进行预分馏,切割出C6馏分。C6馏分进入环丁砜抽提蒸馏系统,在环丁砜作用下完成苯与C6非芳烃的分离,苯经过白土精制后作为产品送出装置。装置工艺流程见图1。虽然从检测数据看作业场所苯、环丁砜等污染物均能稳定达标,但是从职业病危害因素的角度考虑,在现场作业区域内仍然存在着苯污染问题,直接影响操作工的身体健康。
2 苯危害因素分析
2.1 苯危害分析
苯是污染作业环境、损害劳动者健康的重要职业性有害因素[1],主要以苯蒸气形式经呼吸道吸入体内,也可经皮吸收进入人体。长期接触低浓度苯对造血系统产生极大危害,使白细胞、血小板、红细胞减少,重者出现再生障碍性贫血,甚至可引起白血病;其次是对神经系统的影响, 导致神经功能紊乱失眠、记忆力减退等神经症状[2]。急性苯中毒主要表现为对中枢神经系统的麻醉作用。中毒较轻者会出现头晕、头痛、兴奋、恶心、呕吐、欣快感、轻度意识模糊、步态不稳等症状;中毒较重者出现意识模糊、浅度昏迷到深度昏迷[3]。由于苯毒性是潜在的,发病潜伏期可长达几年甚至几十年[4,5],给职工的健康带来不可估量的危害。
《职业健康监护技术规范》规定:白细胞计数低于4×109/L或中性粒细胞低于2×109/L、血小板计数低于8×1010/L,造血系统疾病为接触苯作业人员职业禁忌证。职业性慢性苯中毒、职业性急性苯中毒、职业性苯所致白血病为接触苯作业人员职业病。
2.2 装置苯分布情况
苯抽提装置苯主要分布在:脱C5塔、脱C5塔釜液泵、脱C6塔、脱C6塔回流罐、抽提蒸馏塔进料缓冲罐、抽提蒸馏塔、抽提蒸馏塔再沸器、抽提蒸馏塔回流罐、白土罐、苯检验罐、溶剂回收塔及塔顶回流罐、溶剂再生罐及各机泵、换热器等设备设施及C6馏分控制阀组、抽提塔进料控制阀组、溶剂回收塔回流罐控制阀组、苯检验罐等采样点。
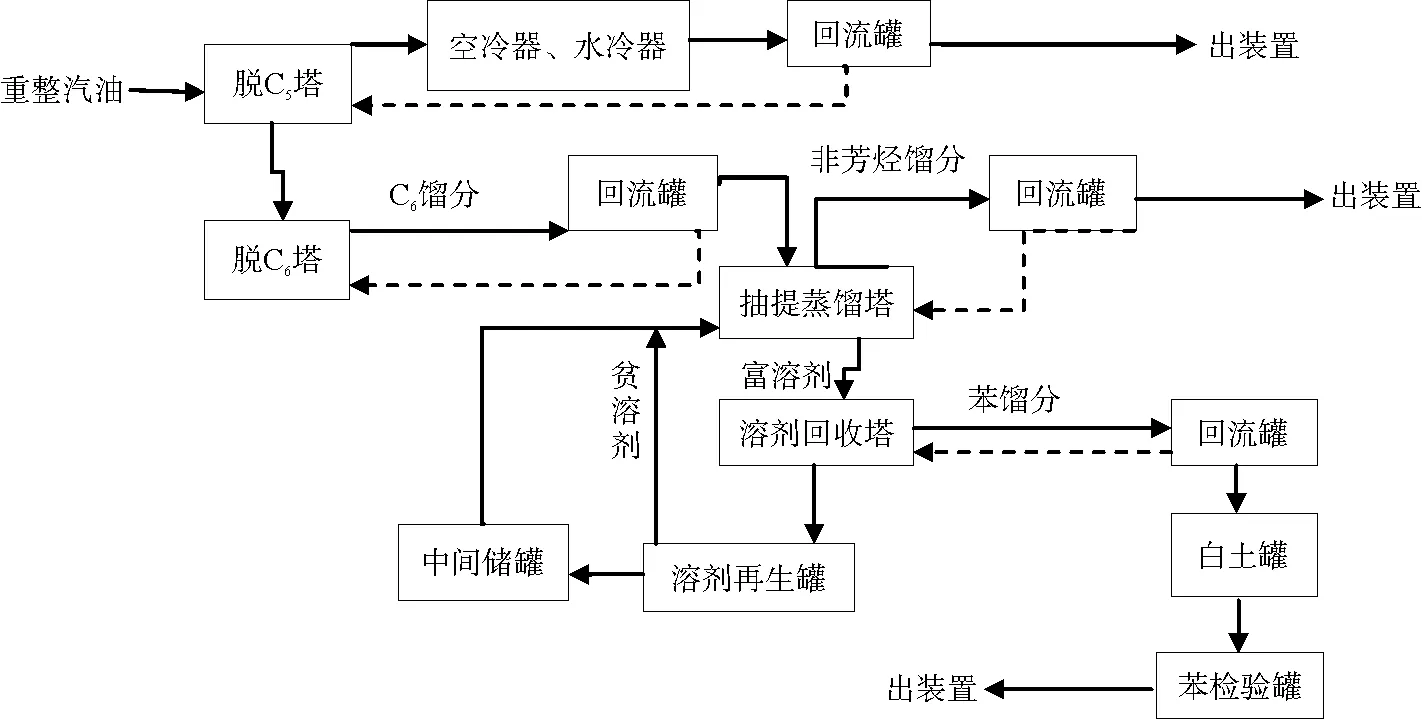
图1 苯抽提装置生产工艺流程
2.3 苯抽提装置苯暴露作业环节
2.3.1中间储罐呼吸排放
苯抽提装置中间储罐包括2台中间苯检验罐、1台湿溶剂罐、1台新鲜溶剂罐、1台助溶剂罐,均为内浮顶罐。罐顶设有密封氮气压控阀、高点泄压阀和紧急泄压阀。在装置正常生产过程中,湿溶剂罐、新鲜溶剂罐、助溶剂罐均处于备用状态,苯检验罐收苯达到控制液位要求后,切换苯检验罐,取样化验合格后,进行送苯操作。受装置进料中苯含量变化、各塔热源变化、操作波动、送苯速度变化等因素影响,苯检验罐压力波动频繁,罐内补氮量变化较大,导致罐呼吸排放量较大,存在苯的无组织排放,职工巡检过程中,可能受到苯危害。
2.3.2抽真空系统排放
本套装置采用的是环丁砜抽提蒸馏(SED)技术,C6馏分与环丁砜溶剂在抽提蒸馏塔内进行萃取蒸馏,塔顶抽出C6非芳烃,富含苯的环丁砜溶剂从塔底抽出进入溶剂回收塔,为了提高溶剂回收塔苯与环丁砜溶剂的分离效果,溶剂回收塔采取负压操作,塔顶回流罐设有蒸汽抽真空系统,另外溶剂再生也采用抽真空操作。抽真空流程如图2所示。
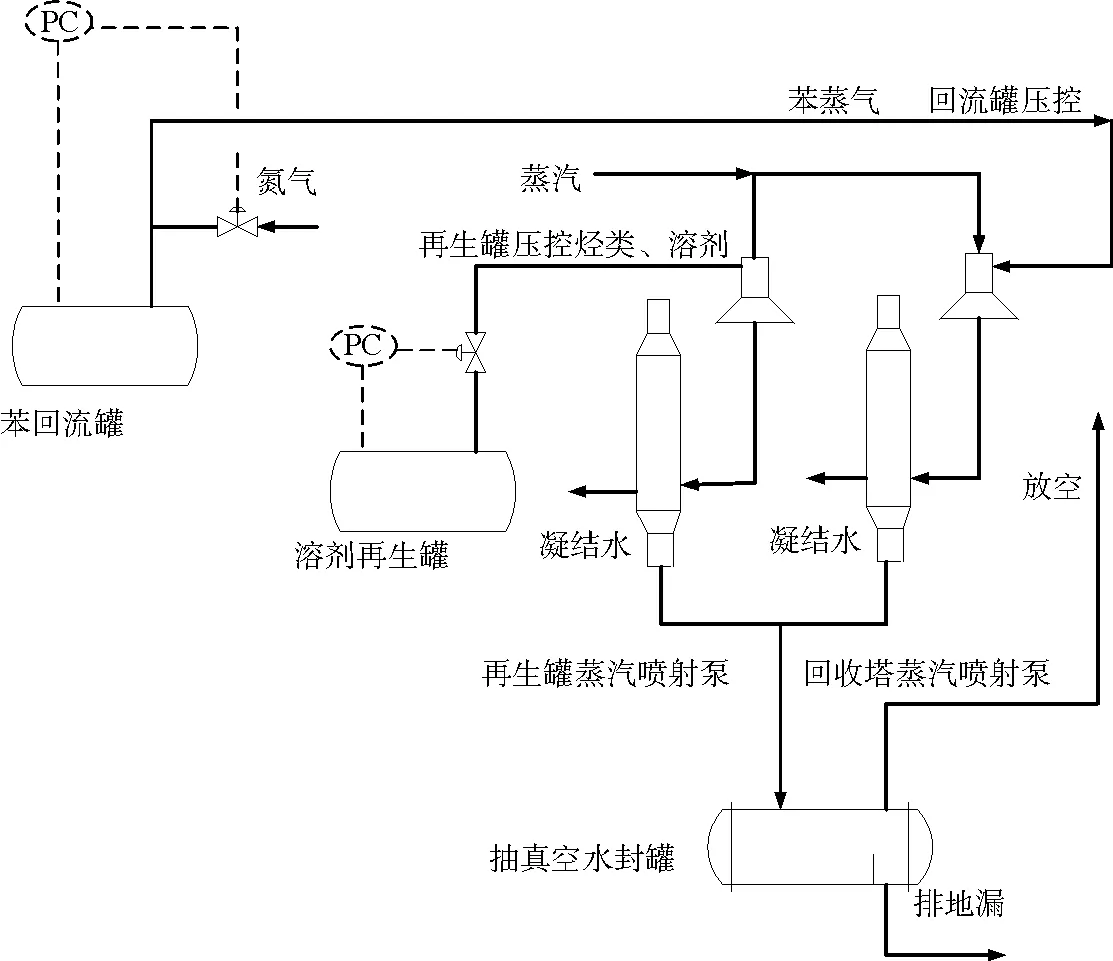
图2 苯抽提装置抽真空流程
从图2可以看出,蒸汽与苯回流罐内苯蒸气在蒸汽喷射泵内接触,冷却后进入水封罐,水封罐顶直接放空,罐底污水直排到现场地漏,从系统中携带出的苯严重影响职工身体健康。另外溶剂再生抽真空系统产生的废气中含有少量苯,均为现场排放。
2.3.3停工过程排放
本套装置停工检修周期为3年,停工过程包括:装置降温、停进料、退物料、蒸汽吹扫、盲板隔离。由于装置涉苯,机泵采用磁力泵,在停工过程中,蒸汽不能直接对泵体进行吹扫,导致泵体及泵出入口部分管线残余少量的苯,在机泵拆修时,存在职业健康危害。图3为装置磁力泵及出入口流程情况。
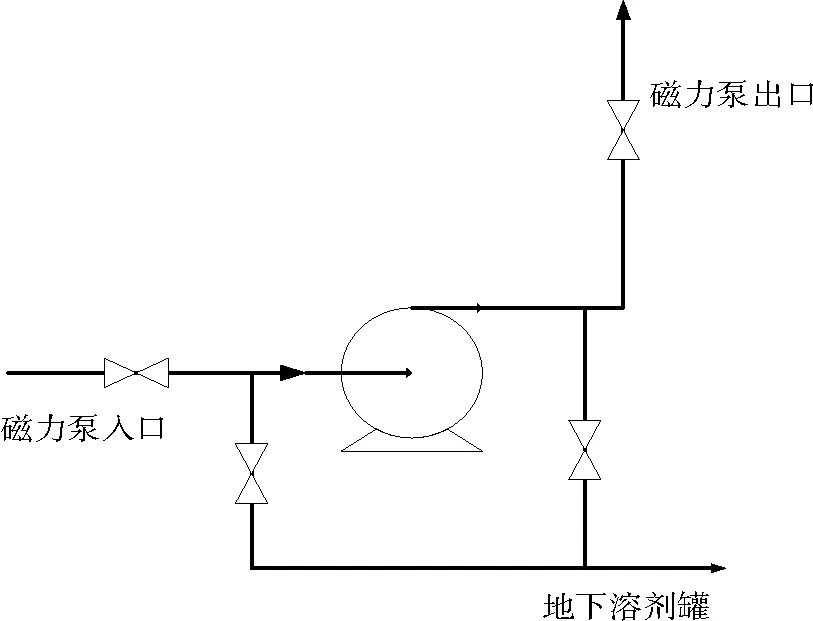
图3 苯抽提装置磁力泵及出入口流程
从图3可以看出,为了保护磁力泵,停工后,只能关闭泵出入口阀,无法对泵出入口管线进行蒸汽吹扫,机泵拆修时,只能将管线内的苯等有毒介质现场接桶回收,回收过程中操作工会接触到超高浓度的苯。
2.3.4取样操作
装置C5馏分控制阀组处、C6馏分控制阀组处、C7外送控制阀组处、抽提塔进料控制阀组处、贫溶剂过滤器处、C6非芳烃外送阀组处、苯产品TK7802罐处取样口均为非密闭取样,在非密闭取样过程中,职工需打开取样阀进行管线置换,管线置换合格后还需对取样瓶进行置换,含有苯的气体挥发到空气中,致使职工直接接触高浓度苯及其它有毒有害物质时间较长,存在较大职业健康隐患。
3 装置改进技术措施
3.1 装置中间储罐呼吸排放
苯抽提装置中间储罐设计压力仅为2 kPa,低于全厂低压瓦斯设计压力,无法直接连接到低压瓦斯管网实现密闭排放,从2014年开始,采取了降低中间储罐呼吸排放量的措施。
a) 高效利用好抽提进料缓冲罐的缓冲作用,在原料量及原料中苯含量波动时,利用缓冲罐缓冲作用,缓慢调整抽提塔进料量及苯返回量,确保苯产量稳定,维持苯检验罐在收苯时,液位上升平缓,达到逐渐降低苯检验罐补氮量,减少外排氮气携带苯量。
b) 在苯检验罐送苯时,通过调整外送泵控制阀开度,保持送苯速度不变,确保苯检验罐在送苯过程中只进行补氮气,不外排氮气。
c) 严格控制苯产品进入苯检验罐温度低于45 ℃,避免苯产品在苯检验罐内挥发排放。
d) 对苯检验罐顶补氮控制阀进行定期维护保养,确保调整灵敏可靠。
现场实践表明,降低中间储罐呼吸排放量的措施效果显著,现场异味明显减少。
3.2 抽真空系统排放
苯抽提装置溶剂回收塔顶苯回流罐顶抽真空系统及溶剂再生抽真空系统产生的废气中,苯、芳烃类物质均为现场排放,因此采取降低抽真空系统外排废气量及其中苯、芳烃类物质含量的措施。
3.2.1优化溶剂回收塔苯回流罐顶抽真空系统操作
2014年开始,低控苯回流罐顶抽真空系统补充氮气量,控制补氮气控制阀开度在5%~15%之间,降低因大量氮气补入回流罐带来的苯携带排放量。在溶剂回收塔负压满足要求前提下,逐渐降低抽真空泵蒸汽压力,通过反复调整,蒸汽压力由0.75 MPa降低至0.4 MPa。严格控制抽真空水封罐液位,避免了抽真空泵因水封不足引起工作异常导致排放事故的发生。
3.2.2优化溶剂再生抽真空系统
苯抽提装置的溶剂再生系统,在负压、高温操作条件下,在溶剂再生罐内进行闪蒸操作,溶剂再生抽真空系统外排气中含有苯等物质。为了避免再生带来的危害,2017年,装置采用线下再生工艺,利用过滤、吸附、离子交换密闭方式再生,从源头上消除了苯等有毒有害物质的排放,实现了本质健康管理。
3.3 停工过程排放
苯抽提装置磁力泵原设计流程未充分考虑停工吹扫作业过程中职业健康危害问题,导致残存在磁力泵及泵出入口管线内的苯、溶剂等介质现场排放,造成重大职业健康隐患。为了彻底解决此类隐患,2017年装置停工改造期间,完善磁力泵出入口流程,改造后情况见图4所示。
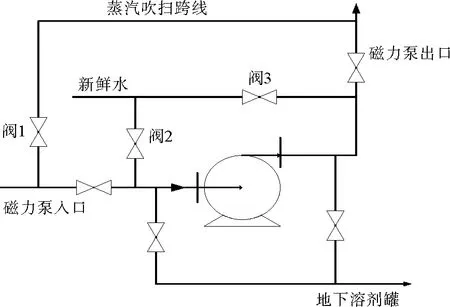
图4 苯抽提装置磁力泵及出入口改进流程
从图4可以看出,在停工退完物料蒸汽吹扫期间,关闭泵出入口阀门,打开磁力泵跨线阀1,重点吹扫磁力泵出入口管线。在此期间,打开新鲜水阀2、阀3,用水冲洗泵出入口阀至泵体管线,冲洗结束后,磁力泵出入口根部法兰加盲板隔离,然后打开泵出入口阀门,对泵出入口至手阀管线进行蒸汽吹扫。通过改造后,解决了磁力泵蒸汽吹扫不彻底问题,从本质上解决了停工吹扫期间苯等有毒物质对职工的危害。
3.4 取样
针对职工取样过程中直接接触苯时间较长、浓度大的问题,2014年,公司将装置非密闭取样器、老旧密闭取样器进行更换,做到本质健康管理。另一方面,加强职工取样操作培训及管理,增强职工职业健康意识,严格按照取样规定进行操作,减少误操作,降低取样直排量,减少苯危害。
4 苯危害控制管理措施
4.1 作业场所
a) 加强管道及阀门日常维护,保证处于良好密闭状态。对苯防护设施、应急救援设施等,进行经常性维护、检修,定期检测其性能和效果,确保处于正常状态,并不得擅自拆除或停用。
b) 设置固定式有毒气体(苯)报警仪,进入高风险区域巡检、排凝、仪表调校、采样等作业时,作业人员佩戴相应的防护用品,携带便携式有毒气体(苯)报警仪。
c) 设置监测点,采样应当定点采样和个体采样相结合,并及时将检测结果现场告知。苯浓度超过国家职业接触限值或曾发生苯中毒的作业场所,作为重点隐患点进行整改或监控。
d) 设置红色警示线、警示牌和告知卡。生产区域醒目位置设置风向标。
e) 在制定维护、检修方案中明确职业中毒危害防护措施,作业现场有专人监护,并设置警示标识。
4.2 教育培训及考核
a) 加强培训,每个季度开展一次职业健康教育培训,培训涉苯岗位各级管理人员、作业人员熟悉苯的危害特征、现场分布及其防范措施。教育涉苯作业人员严格遵守操作规程,熟练掌握操作技能,具备涉苯应急处置知识和自救互救技能。增加个人防护用品方面的职业健康培训,使操作工能够按照产品说明书及相关要求,正确自觉地佩戴个人防护用品。
b) 对涉苯作业人员进行职业危害告知,及时公布苯作业场所的日常检测和评价结果,及时将作业人员职业健康检查结果告知本人。
c) 不断加强职业健康考核管理的力度,每个月把职工是否坚持佩戴个人防护用品、防护设施的维护、危害因素检测结果的处理、培训等情况纳入车间和职工个人的经济责任制考核。
4.3 个体防护
a) 涉苯岗位,配备适合的个体防护用品。制定防护用品日常维护、检查、更换及管理制度,确保防护用品的防护效能。
b) 苯及含苯物料的化验、采样作业、涉苯场所巡检、非密闭的装卸车作业等,作业人员佩戴过滤式防苯的防毒用具和手套,操作时站在上风向。
c) 按时更换滤毒元件,保证防护用品的有效性。
4.4 职业健康监护
a) 涉苯作业人员按国家规定的项目进行上岗前、在岗期间、离岗时和应急时的职业健康检查。苯的职业禁忌人员、慢性苯中毒和急性重度苯中毒人员,立即调离涉苯作业岗位。
b) 对怀疑为职业性急、慢性苯中毒的作业人员,积极安排进行职业病诊断和鉴定。
c) 完善职业健康监护档案,做到一人一档。健康监护档案中应包括劳动者职业史、既往史、职业病危害接触史;相应工作场所职业病危害因素检测结果;职业健康检查结果及处理情况;职业病诊疗等健康资料。
5 效果分析
通过降低苯抽提装置中间储罐呼吸排放量、优化溶剂回收塔苯回流罐顶抽真空系统操作,优化溶剂再生抽真空系统、改造磁力泵出入口流程、密闭取样、加强苯危害控制管理等措施,有效降低了作业过程中的苯危害。2010—2018年,装置职工职业健康检查结果中白细胞减少人数占总人数百分比见图5。
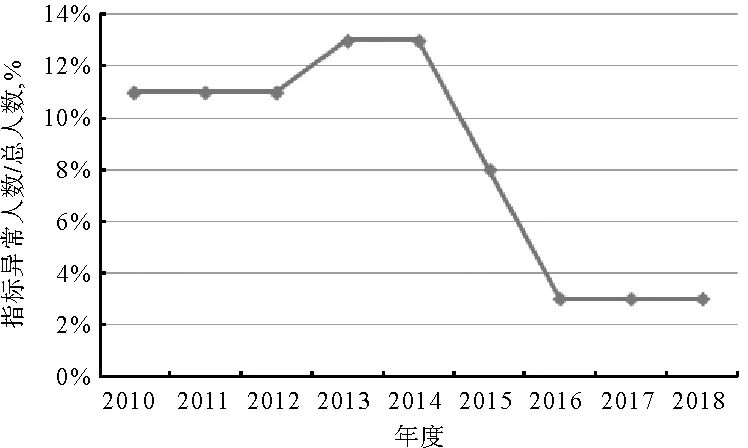
图5 苯抽提装置血液指标异常人数占总人数百分比走势
由图 5 可以看出,从2015年开始,装置职工职业健康查体情况明显好转,装置职工职业健康检查结果血液指标异常人数占总人数百分比下降明显,由2013—2014年的13%降到8%,到2016年降到3%。
下一步,在装置中间储罐呼吸排放、抽真空系统排放方面,应进一步采取有效措施进行控制,争取实现密闭回收,进一步解决苯抽提装置涉苯职业健康危害。
6 结论
a) 采用技术措施是本质手段,从根本上解决苯对身体健康的影响和损害。
b) 采用管理措施是辅助手段,让职工认识到苯对身体健康的危害并主动预防。
c) 个体防护是保护身体健康的最后一道防线,配备合适的防护用品并正确佩戴是关键。
d) 健康监护是动态监控,早期发现职业病及职业健康损害和职业禁忌证,进行目标干预,防病于未然。
猜你喜欢
现代仪器与医疗(2022年4期)2022-10-08
——工会参与尘肺病预防实用指南》—— 检查要点20 为劳动者提供适宜的个人防护用品,并确保正确使用和良好维护(连载六)
劳动保护(2022年4期)2022-06-07
小学阅读指南·低年级版(2022年5期)2022-05-09
当代水产(2021年10期)2022-01-12
应用能源技术(2020年9期)2020-12-14
商品与质量(2020年51期)2020-11-27
内燃机与配件(2020年8期)2020-09-10
发明与创新·中学生(2018年10期)2018-10-15
食品界(2017年9期)2017-09-30
劳动保护(2006年5期)2006-10-14
