
侧围前风挡处新型压料形式在模具上的应用
2020-08-14 10:07赵辉李凯张雄飞
汽车与驾驶维修(维修版) 2020年7期
赵辉 李凯 张雄飞

关键词:侧围前风挡;新型压料;带压料整形
随着汽车工业的迅猛发展,模具行业竞争日益激烈,冲压工艺水平不断提高,对于大型汽车外覆盖件面品质量要求越来越高。侧围是乘用车车身的关键零件,产品零件结构复杂,结构尺寸大,同时具有较高的表面质量要求。侧围成型工艺复杂,在冲压方向上存在多个负角成型区域,需采用斜楔成型、翻边等斜楔机构来实现负角处的成型,局部整形或翻边时会采用特殊的斜楔机构进行,主要分布在顶盖及A 柱部位的成型。此类机构一般相对复杂,因此对于模具结构设计的要求也相对较高。某车型侧围外板如图1 所示,该零件尺寸大、产品造型复杂,制件面品质量要求高。
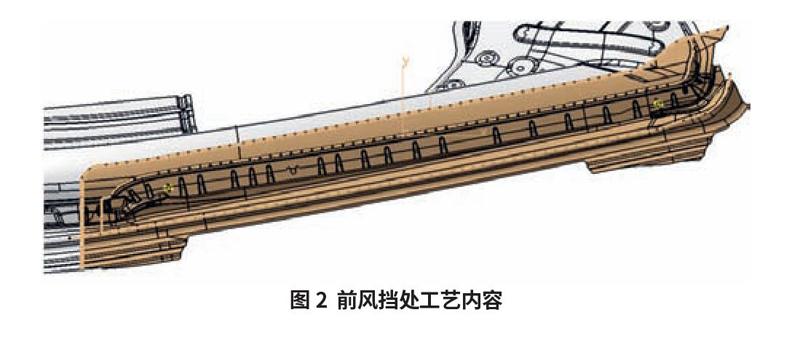
1 前风挡处工艺内容说明
侧围前风挡处带压料斜楔整形工艺内容如图2所示。此处零件有负角,为完成工艺需要采用斜楔整形,传统工艺采用正压料机构加一个斜压料板进行夹料整形,正压料板在此处无法调节压料力的大小,会对面品质量造成影响。此次工艺及结构的创新在于,将原来完全采用正压料的部分,分出一部分进行斜压料,即采用了2个斜楔压料板进行压料。2个压料板分布于整形内容的上下部分,上面部分用于保证此处材料尽量减少流动,从而保证此处面品质量。下面压料板主要压在废料区域,目的是保证整形过程中无起皱现象,从而保证整形区域成型质量。2个压料板共同作用,保证了此处成型过程及面品质量。此处整形区域关于工艺及结构的创新,增加了一种新型带压料整形斜楔压料机构,提供了一种新的解决方向及方法。该处斜楔压料机构不仅改善了现有模具结构,而且提高了零件面品质量,已经在实践中得到了应用,取得了不错的效果。下面详细介绍此机构在某车型侧围前风挡位置整形过程中的应用情况,优化了冲压工艺及模具结构,具有较强的实用性[1]。
此处工艺内容为斜楔整形到位,工艺方案提供了包括工作斜楔角度及填充斜楔角度的坐標系、压料板分界线,包括上下2处压料板区域的划分、整形镶块分界线及整形面,工艺方案在之前的基础上提供了一种新型的工艺思路。此工艺方案的创新之处在于,将原来工艺利用主压料板压料区域,分出部分增加斜压料板压料。此部分的压料力可以单独控制,从而为后序调试压料力的控制提供了条件,方便后序的调试,为提高产品质量提供了新的调试思路,提高了此处的面品质量。
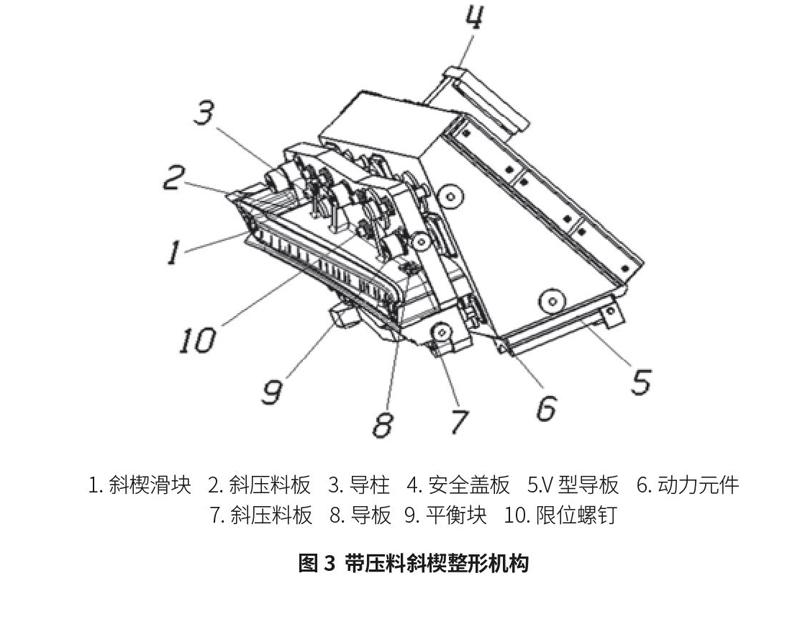
2 压料斜整形机构组成
如图3所示,此带压料斜楔整形机构,包含斜楔滑块,此滑块包含整形镶块内容,是此机构工作的主要部分。整形镶块与滑块一体设计可以提高整形镶块的稳定性,避免拆装镶块造成偏差,影响整形过程及此处面品质量。此滑块安装在上底板,与上底板滑动配合,斜楔滑块还与下模填充滑块进行反侧保证整形的顺利进行。2个斜楔压料板通过限位螺钉、动力元件、导柱及安全盖板安装在斜楔滑块上。压料板行程为30mm,保证整形镶块工作前压料板已经进入工作状态,起到压料作用。导柱是斜压料板在斜楔上运动的导向元件,保证压料板正常工作。带导向的限位螺钉用于保证斜压料板行程,导板辅助进行斜压料板与斜楔滑块之间的导向,精度比导柱要低。平衡块用于保证斜压料板力量的平衡,调整模具间隙。安全盖板起安全作用,如果工作元件失效,保证机构不会对操作人员及机器造成损伤,此元件是必不可少的。动力元件用于提供斜压料板运动所需要的动力及所需压料力,采用氮气弹簧,力量相对稳定,同时可以根据需要调整压力大小,保证工作部分的动力稳定,使机构可以稳定进行。V型导板带有倾斜的导向斜面,包含凸V和凹V两部分,用于滑块在下底板上移动的导向,精度高,保证整形工作可以顺利进行。同时,此V型导板带有强制回程机构,可以保证斜楔滑块正常回程。一个小小的斜楔机构,基本包含了模具结构所需要的全部元件,各个部件紧密配合,保证机构正常运转,实现最终效果[2]。
3 机构运动过程
吊楔机构具有操作容易、取件简单及自动化等特点,是模具结构中比较常见的斜楔结构,本文介绍的结构便是一种吊楔机构。此机构的工作过程是:吊楔滑块安装在模具上底板,与上底板之间利用导板进行导向,导向盖板将滑块固定在上底板,同时与吊楔滑块滑动配合,上底板固定在压机上滑块上,随着压力机滑块的垂直运动,斜楔机构将滑块垂直运动转换成为沿斜楔工作角度的斜楔运动,以完成斜楔整形过程。机构运动过程中,斜楔压料板行程为30mm,当吊楔上凹V型导板与下底板凸V型导板接触,机构开始将垂直运动转化为斜楔运动。工作起始位置压料板在动力元件的作用下高于整形型面,随着压机滑块垂直运动,将斜楔滑块推动到工作位置。2个斜压料板在动力元件的作用下接触产品达到压料作用。压料机构分为上下2个部分,斜压料板2用于前风挡位置压料,斜压料板7用于整形外产品压料,保证进料顺利,避免整形过程起皱。斜压料板2主要用于靠近前风挡位置处压料,优化了以前此处位置利用主压料板进行压料的结构,保证此处压料力可以进行调整。示例中此处位置压料板压料力为23t,保证此处压料的稳定,避免成型过程中此处产品产生变形,以保证侧围此处产品面品质量。斜压料板7用于产品外压料,此压料板压料力7t,保证整形顺利进行。斜楔机构运动过程中,平衡块可以根据需要调整模具之间的间隙,保证压料板力量的平衡,限位螺钉及安全螺钉保证压料板行程。随着压机滑块的垂直运动合模完成,将整形过程完成。
此机构在实际应用过程中起到了不错的效果,首件时模具各项状态良好,压料板着色达到70%以上,整形面着色达到90%以上,翻边间隙设置合理,面品质量合格。
4 结束语
本文介绍的新型带压料斜楔整形机构,优化主要在于增加了一个大压料力的单独斜压料板,用于提供产品重要面品部位的压料,优化了传统形式上利用主压料板压料的形式,提供了一种新型的压料整形形式,实现了模具工艺与结构的优化,解决了此位置起皱缺陷,在工艺上为今后解决此处位置起皱缺陷提供了一种新型方案,为优化侧围前风挡位置处面品质量提供了一种新型模具机构。为其他产品类似部位工艺的成型提供了新的工艺参考与模具结构参考。我们今后应不断加深对模具工艺方案及模具结构形式的研究,为我国模具行业的蓬勃发展贡献自己的力量。
