
烧结机系统性维护实践
2020-08-10 09:22王永号
装备维修技术 2020年33期
王永号
摘 要:本文是笔者10年来对火法铅锌有色冶炼行业中烧结段的主要设备-110m2刚性滑道鼓风烧结机在日常维护和检修过程中的实践经验总结,该文几乎涵盖了烧结机在生产过程中出现的主要故障现象并作了简明扼要的分析。其中还有一些经验是国内四家ISP厂家在相互交流学习过程中的一些经验的汇总,所有的分析结论都是经过长时间验证的结果,希望能给同行在日常工作中提供一些帮助。
关键词:ISP鼓风烧结机;故障分析;处理方法
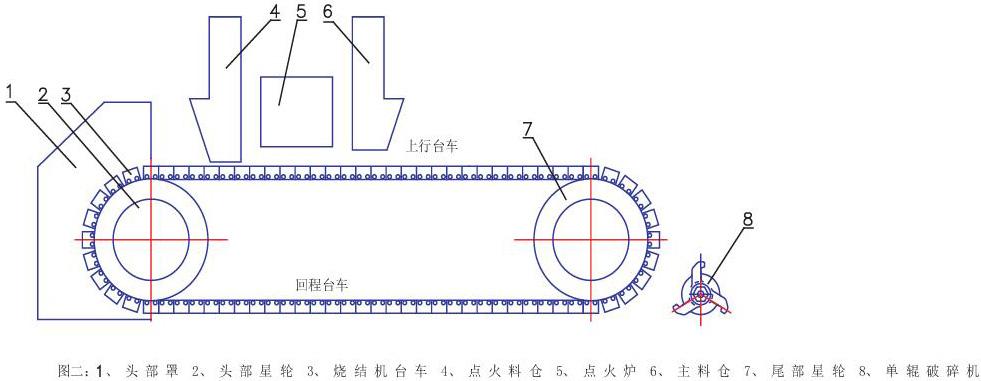
本文所述烧结机为铅锌冶炼(烧结——鼓风炉熔炼流程)主要设备,用以脱除铅锌精矿中的硫(含硫烟气送往制酸)使铅锌混合矿按一定比例的熔剂、杂料、返粉、烟尘等烧结成块,再经两段破碎、筛分送入鼓风炉冶炼。该设备由主传动系统、台车、头尾星轮、润滑系统、排烟系统和排灰系统等六部分构成。设备运行在高温和易腐蚀环境,故维修难度大,运行成本高。
1 台车起拱原因分析及处理方法
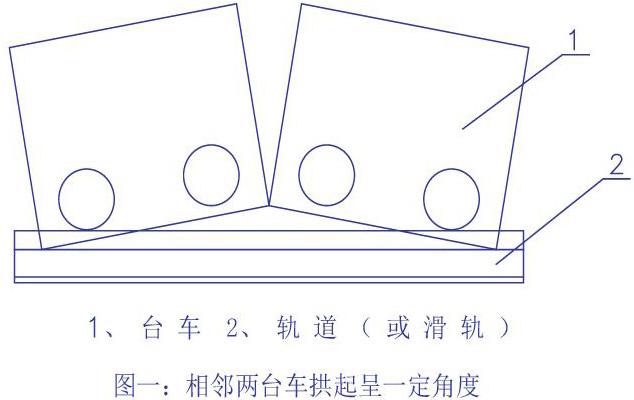
鼓风烧结机受工艺操作影响运行环境较差,工况不稳定,主要表现在温度、烟气压力、含水量、腐蚀性介质含量等对机器正常运转产生了较大干扰,要想维持长周期平稳运行必须将产生故障的各种原因分析到位,才能得到问题的彻底解决。其中台车起拱是最常见的一种故障现象(如图一所示),烧结机运行中出现的大多数故障都表现在台车起拱上,而造成起拱的实质是整机运行阻力增大。台车起拱会造成车体加剧磨损、台车构件损坏、点火料层剧烈波动、漏料量成倍增加等,给生产工艺和设备造成巨大破坏作用。下面就将笔者多年来总结的起拱原因及处理方法介绍如下。
1.1 巷道温度偏高,造成部件润滑不良
原因分析:烧结机运行的原理是传动装置带动头部星轮推动上行台车至尾部星轮,回程台车是由尾部星轮上的台车由于重力原因使尾部星轮产生自转,推动回程台车返回头部星轮,从而形成闭环运行(如图一所示)。上行台车在刚性滑道上运行,回程台车通过走轮在轨道上运行。因此从运行原理上看容易出现两个点润滑不良:一是上行台车刚性滑道润滑不良,二是台车走轮润滑不良,而造成这两个故障点产生的最根本的原因就是巷道温度偏高。中、后部巷道温度正常工况下应不大于120℃,在这个环境温度下台车走轮能正常运行两年以上,刚性滑道的磨损也在正常范围内(≦1mm/y)。超过这个温度,烧结机主要运行部件的劣化趋势会明显加快。
解决措施:分析出造成巷道温度偏高的原因在实际工作中就能采取更有效的降温措施,造成巷道温度偏高有三点原因:一是工艺操作上未在烧结机大烟罩内形成微负压,造成大量烟气泄放到巷道内;二是巷道密封板变形失效,造成烟气外溢;三是巷道积灰多未及时清理,致使巷道空间变小,造成热量蓄积在台车走轮周围。原因分析清楚了就可以制定出有针对性的解决措施,具体来说有以下几点:一是周期性的放灰操作,烧结机巷道和风箱的积灰要做到及时、彻底清理;二是定期检查、检修破损的巷道密封板,降低烟罩内高溫烟尘外溢量;三是合理匹配车速和鼓风量,使烟罩压力在50Pa以下。除此之外,在日常操作中遇到的情况更是复杂多样,必须根据情况适时调整操作条件,比如主排抽力不足、返烟管道堵塞、收尘系统故障等都会引起巷道温度过高,这些都要依据实际情况及时采取相应的处理措施,否则长时间巷道温度偏高会使滑道及台车走轮内润滑油碳化造成润滑失效,致使台车阻力偏大而起拱。
1.2 其它易造成台车起拱的现象及原因分析
造成烧结机台车起拱的因素比较复杂,温度过高是一个常见原因,除此之外还有其它一些原因,总结分析如下:
1.2.1 台车偏行
台车偏行是指台车在运行过程中发生歪斜,脱离滑轨垂直面。这种现象如果是发生在上行台车是因为两条滑轨润滑程度差异较大造成的;而如果发生在回程台车就是因为两侧走轮润滑程度不同而引起的。这些都是由于润滑不良致使两侧运行速度不一致而造成台车偏行。还有一种现象就是台车体某一侧受外力作用,如密封板或其它溜体等对它产生摩擦阻力,从而造成台车运行链的偏行。当然这些都是基于烧结机已经实现正确安装的基础上,而且经过较长时间生产以后出现的故障,如果初期安装存在问题,比如头尾部星轮不平行或错位,也会产生上述现象,安装问题这里不再赘述。
1.2.2 尾部移动架、配重偏差
烧结机配重是在台车在运行过程中因温度、台车运行阻力变化而对台车间隙起到动态调整补偿的作用。如果配重较轻,在日常运行中当回程台车阻力增大到一定程度时,由于受回程台车阻力影响上行台车的推动力无法使尾部星轮发生旋转,尾部移动架将离开位移较大而造成头部回程台车入齿困难,容易引起较大故障;如果配重较重,尾部膨胀间隙被消除,则易引起台车的间歇性起拱。笔者所维护的烧结机就因配重箱积矿较多,重量增加而造成台车起拱。后来对配重进行了整体改造才杜绝了此问题的再次发生。当然,相比之下配重较轻的原因引起的烧结机故障更加致使,轻者传动部分联轴器损坏,重者头部星轮会将轨道梁压断。这种故障一旦发生往往会造成烧结机长时间停车检修,对生产影响极大。所以在日常生产中一旦发现台车运行阻力偏大,烧结机电流超过正常限值时应及时处理。回程台车的阻力主要来自于台车走轮,常见故障是走轮润滑不良、移位、轴承损坏或安装失效。
1.2.3 台车外部因素
烧结机在日常生产运行中温度较高,而且伴有大量腐蚀性气体和酸性灰尘产生,极易发生部件变形、松动、腐蚀和脱落的现象。如果这些部件与台车发生剐蹭将给烧结机带来很大的运行阻力,从而出现整机运行故障。而这种故障由于点多面广很难锁定故障点,排查难度较大。笔者在日常维护中总结了一些经验仅供同行参考:一是巷道密封板变形或轨道变形,这种故障会造成一定程度上烧结机电流上升,但尾部移动架的位移量不会发生变化;二是头尾部接料盒变形,故障现象不明显,不易检查;三是尾部移动架吊挂螺栓脱落,这种故障现象较明显,易造成烧结机回程台车“爬行”或短暂停顿,但电机电流上升较小;四是台车滑板磨损超限或台车体变形下挠引起台车下部与风箱隔板剐蹭。以上四种情况只是一些常见故障,在日常生产中还有许多,在这里无法一一列举,遇见异常现象只要认真分析便可缩小故障排查范围。
1.2.4 压轨间隙调整不当
烧结机的固定式压轨或活动式压轨间隙如果调整不到位会引起台车非阻力性起拱。由于台车运行过程中两相邻挤压面会粘结部分物料,从而造成推力方向改变,以及引轨和走轮轨道面的磨损等都会造成台车运行过程中出现错位现象发生。烧结机压轨的作用就是用来整理运行过程中发生错位的台车,纠正台车运行过程中的上下移位或宽度方向跑偏。因此,固定压轨和活动压轨的周期性检查与调整非常重要。
2 双线多点集中润滑系统的日常维护与常见故障分析
双线多点集中润滑系统主要为烧结机刚性滑道和头尾部星轮轴承提供集中润滑,是烧结机的“血液”。烧结机在日常工作中一半以上的故障都是由于润滑系统失效引起的,它的重要性可见一般。
2.1 系统组成及特点
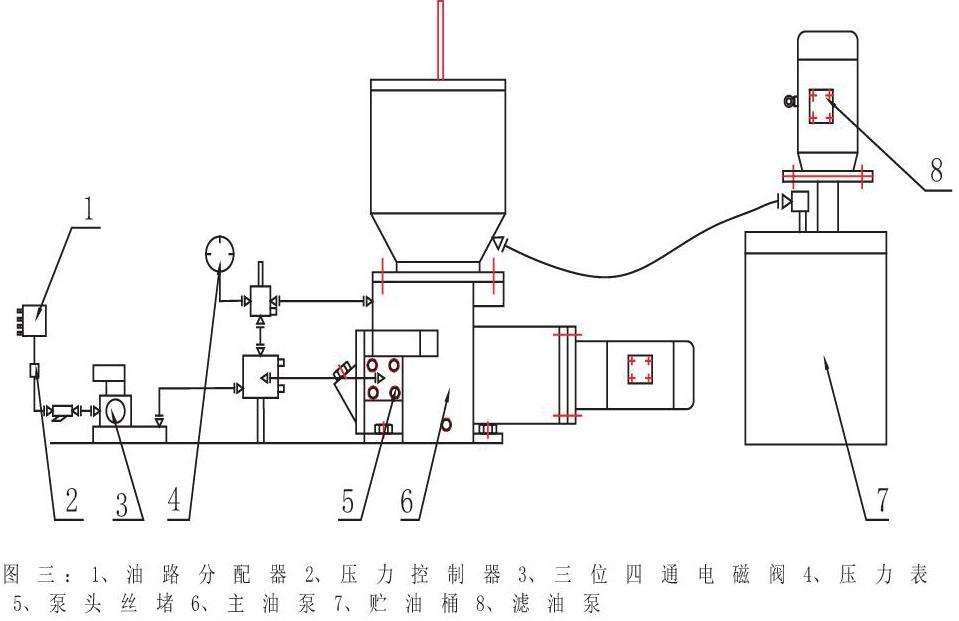
双线多点集中润滑系统主要由贮油桶、滤油泵、BSB电动润滑泵、3DF4-P25电磁换向阀、压力控制器和SSPQ-P双线分配器组成(如图三所示)。为了确保系统安全性特配备了双泵供油,一开一备,电控部分也采用了R1904双泵控制箱,操作较为方便。该系统能向多达1000个润滑点供送润滑脂,出油量可以根据需要连续调节,系统监测比较方便,可以根据需要随时增加或减少润滑点数量,且某一点的堵塞或泄漏不影响整个系统的工作。
2.2 多点集中润滑系统常见故障分析及调整
2.2.1 润滑泵故障及分析处理
该系统所用润滑泵是一台双泵头柱塞泵,最大供油压力为40Mpa,通常主系统压力调整到20 Mpa以上即可,双线换向压力的调整根据所用分配器的工作条件来定,一般为12 -15Mpa就可以满足系统要求。润滑泵出现的故障主要是单端或两侧不上压。泵在运行时指针式压力表的指针随活塞运动而摆动,所以单侧不出油时压力表指针的摆动频率减少一半,而两侧均不出油时指针则无压力指示。依笔者经验,泵头在连续使用时寿命在一年至一年半左右,排除泵头磨损或其它损坏常见的还有以下三点原因:一是油质太硬或杂质多,滤油泵无法工作导致油箱油位低;二是贮油桶内液位不足致使长时间运行时吸入大量空气;三是电氣故障。而由于滤油泵操作不当、气温影响及拔杆失效等原因吸入空气造成不上压的现象发生率较高。排除空气最简单的处理方法是泵在运行过程中卸松对应侧的活活塞丝堵,等空气排除干净后正常出油时拧紧即可,熟练工3分钟就可完成,方法简单,排除空气后还不上压就要对油泵进行系统性检查,和其它普通油泵一样,这里不再详细说明。另外在冬季或气温低于5℃时需要给贮油桶加温,根据笔者的经验贮油桶的温度保持在20-25℃时吸油泵和主油泵工作均较顺畅。油桶加热采用外部热毯式加热,加热器必须有温控器和限温保险。
2.2.2 管路及分配器的维护
泄漏是润滑系统最易出现的故障现象,而且故障点经常比较隐蔽,难以发现,有时甚至会造成整个系统不上压,无法将油脂输送到各润滑点,从而引起烧结机各润滑点失效,带来运行故障。常见故障有以下几个方面:一是分配器支管泄漏,支油管泄漏虽然不会影响其它润滑点,但泄漏量较大时会造成与它相邻支管腐蚀、破损加剧,造成失效点增多,支管破损往往都是由于长期处于腐蚀环境造成的,大多位于巷道侧板下方或滑轨座下方,由于这两个点温度较低而且容易堆积废油,从而很容易形成酸泥;二是分配器内部活塞磨损,严重或发生卡阻而引起系统内泄漏。此故障后果比较严重,会造成整个油路系统泄压,所有润滑点失效。对于分配器故障只能通过观察其指针运行情况而逐一查找。在生产实践中也可以通过主油管加装切断阀来实现对各组分配器进行分片管理,以缩小故障查找范围;三是切断阀或换向阀泄漏,该故障发生机率较小,主要现象是油泵不上压,判断起来相对简单。
2.2.3 系统对油脂的要求
烧结机润滑系统对油脂要求较严 格,必须具有较高的滴点(﹥240℃),因机头部分湿气大更要有很好的抗水性能和胶体的安定性,能够在150℃以内润滑作用稳定。同时为满足油路系统要具有良好的泵送性能和优异的极压性能。优质的油脂是确保烧结机良好润滑的前提条件,所以使用的润滑油必须满足以上要素,同时要确保无其它杂质。
参考文献:
[1]《机械设计》 何小柏主编,1995年7月第一版,重庆大学出版社出版
[2]《液压传动》严金坤 张培生主编,1979年12月第一版,国防工业出版社出版
[3]《机械设计手册》成大先主编,2002年1月第四版,化学工业出版社出版
猜你喜欢
科学与财富(2016年26期)2016-12-01
法制与社会(2016年30期)2016-11-24
科技视界(2016年18期)2016-11-03
经营者(2016年12期)2016-10-21
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
