
锂离子电池用隔膜高温性能检测
2020-08-05 09:52崔雪红
天津化工 2020年4期
崔雪红
(天津市捷威动力工业有限公司,天津 300384)
隔膜是锂离子电池的重要组成部分,它位于电池内部正负极之间,保证锂离子通过的同时,阻碍电子传输。隔膜的性能决定了电池的界面结构、内阻等,直接影响电池的容量、循环以及安全性能等特性[1],性能优异的隔膜对提高电池的综合性能具有重要的作用。隔膜的热收缩率是指隔膜加热前后的尺寸变化率,是评价隔膜热性能的重要指标,锂离子电池要求隔膜的受热收缩率小,否则会引起短路,引发电池热失控,因此准确检测隔膜受热收缩率,对隔膜高温性能评价至关重要。
1 检测方案制定与实施
1.1 设计依据
国标GB/T 31485-2015《电动汽车用动力蓄电池安全要求及试验方法》中,规定锂离子电池升温至130℃,保持30min 以内不起火、不爆炸;以此国标要求作为检测方案的设计依据。
参考国标《GB/T 12027-2004 塑料薄膜和薄片加热尺寸变化率试验方法》中试验方法设计检测方案(见图1)。
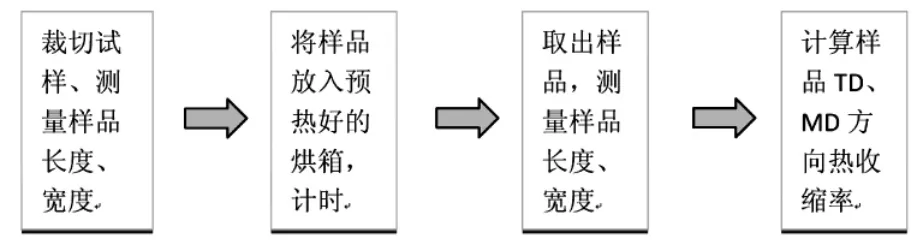
图1
量具:准备了不同精度的量具:钢直尺、游标卡尺。从理论上分析,游标卡尺的精度为0.01mm,钢直尺的精度为0.5mm,采用游标卡尺作为量具能够得到更加精确的数据;实际操作时发现,游标卡尺测试隔膜尺寸时无法定位,不适用,最终选择钢直尺作为测试量具。
1.2 裁切方式
直接裁切标准片:将隔膜直接裁切成规定尺寸,进行测试;画格法:将隔膜裁成较大尺寸的样品,在裁好的样品上画出规定尺寸的矩形,进行测试。
实验发现:烘烤后,直接裁切标准片的隔膜边缘卷曲,无法测量;画格法的样品测量位置未卷曲,能够得到准确的测量数据。
1.3 裁切尺寸 将隔膜裁切成不同尺寸的样品进行测试,试验发现,不同裁切尺寸测得的热收缩率不同,因此评价不同批次隔膜的热收缩时,应裁切相同尺寸的样品进行测试。裁切尺寸过大隔膜容易褶皱,测试数据准确性越差,尺寸过小数据无法表征 TD、MD 的各向异性;数据表明,100×100mm 的裁切尺寸数据稳定,且能表征TD、MD的各向异性,因此选定100×100mm 为测试热收缩的固定裁切尺寸(见图2)。
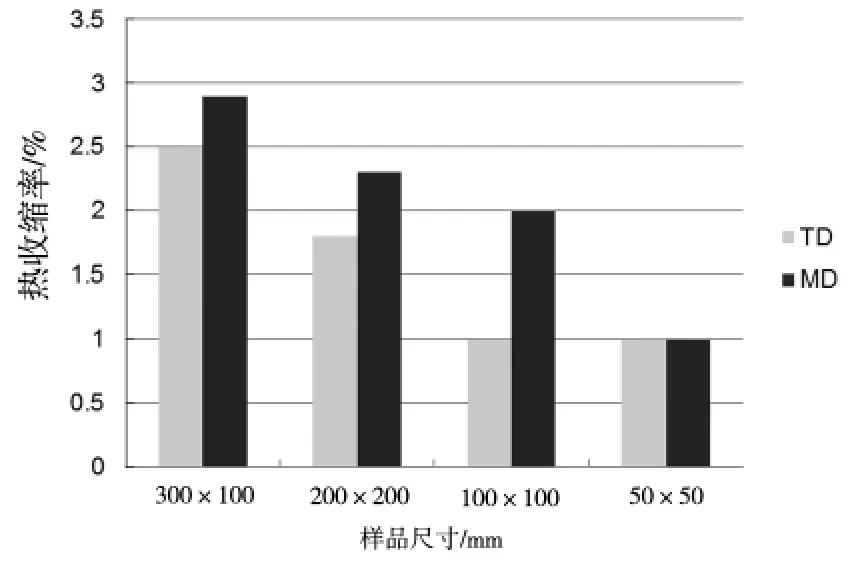
图2
1.4 样品放置方式
尝试了直接平铺、盒装、纸张压制等多种放置方式;实验发现直接平铺、盒装等无垂直方向压制力的放置方式,烘烤后样品褶皱严重,无法准确测量;用纸张压制的放置方式褶皱较少,可以准确测量;但是压制纸张的厚度对测试数据有影响(见图3)。
选定:用A4 纸压制样品,每两层A4 纸之间放置一层隔膜,最多不超过3 层样品。
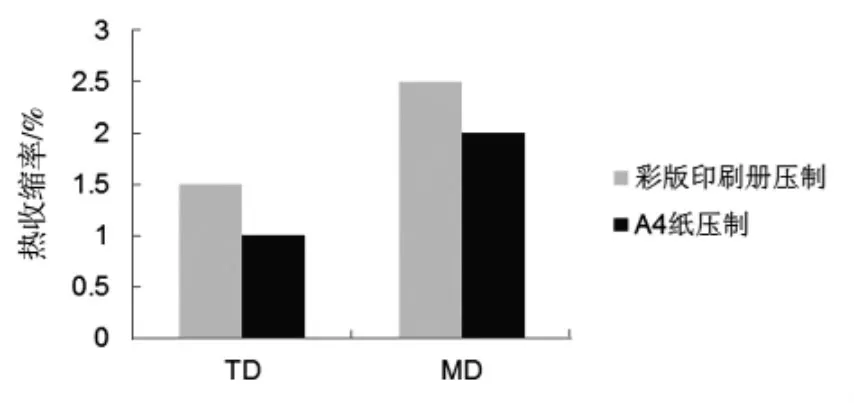
图3
1.5 烘烤温度
不用规格烘箱的控温精度不同,国标规定烘箱温度波动最低±2℃,最高可达±12.5℃;分别以120、125、130、135、140℃为工作温度进行测试,发现±5℃的温度波动,带来明显的测试偏差;因此隔膜热收缩需要使用控温精度高的烘箱,方可得到准确的数据(见图4)。
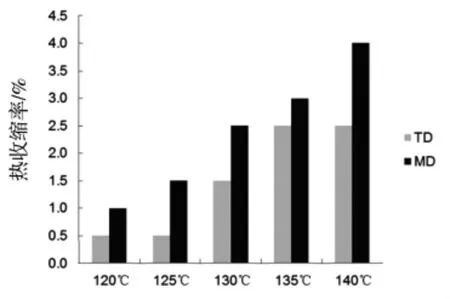
图4
1.6 测试设备
选用进口的高精度烘箱(温度波动性≤±1.5℃);对烘箱的控温精度验证测试数据如下,经过验证,确认该烘箱控温精度能够满足测试要求(见图5)。
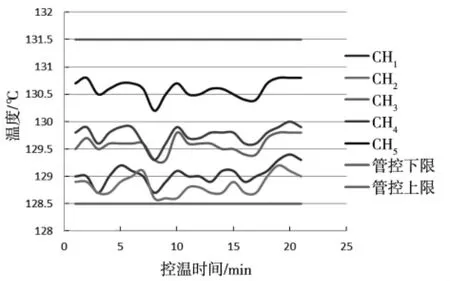
图5
1.7 烘烤时间
分别进行烘烤 0.5h、1h、1.5h 的测试实验,发现热收缩率与烘烤时间成正相关;因此热收缩测试应严格控制烘烤时间,可选用带定时功能的烘箱,或采用带提醒功能的定时器、闹钟等辅助工具(见图6)。
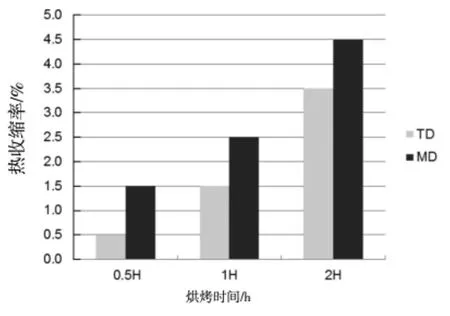
图6
测试稳定性验证:重复性测试数据极差为0.5%(见图 7 和表 1)。
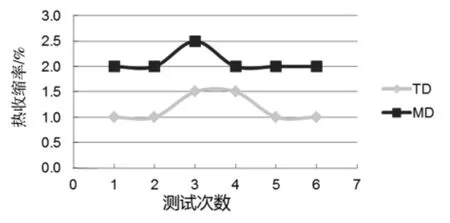
图7
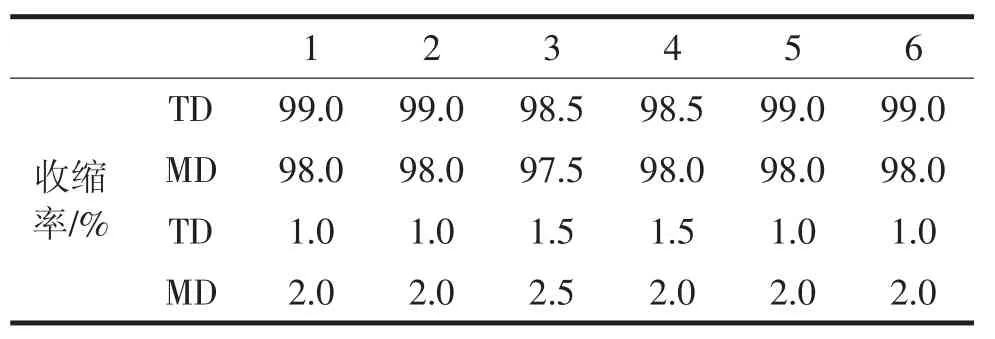
表1
2 小结
开发建立了锂离子电池用隔膜高温性能检测方法,确定测试参数如下:
样品裁切尺寸为100×100mm;量具为钢直尺(精度0.5mm);测试温度130℃±1.5℃(烘箱控温精度);烘烤时间1h(计时精准到min);该检测方法数据稳定、可信,重复性测试极差为0.5%。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
纺织机械(2020年5期)2020-12-14
物流技术与应用(2020年3期)2020-03-27
科技视界(2018年8期)2018-06-08
电子技术与软件工程(2018年21期)2018-02-28
农机使用与维修(2017年11期)2017-11-21
汽车实用技术(2017年3期)2017-03-03
印刷技术·数字印艺(2014年3期)2014-06-10
筑路机械与施工机械化(2014年4期)2014-03-01
