
铜镍合金无缝管拉伸用不同工艺润滑剂的性能对比与选择
2020-08-05 01:54:52徐兴莉李文兵
世界有色金属 2020年9期
徐兴莉,李文兵
(1.甘肃有色冶金职业技术学院,甘肃 金昌 737100;2.金川集团精密铜材有限公司,甘肃 金昌 737100)
铜镍合金具有耐海水腐蚀、耐海洋生物腐蚀及优良的焊接性能等优点,广泛的应用于石油、化学、天然气和能源工业、海洋工程等领域,随着我国船舶制造业的快速发展,船舶管道用铜镍合金无缝管使用量大增,随着铜镍合金无缝管拉伸用工艺润滑剂的使用量也大增,而生产铜镍合金无缝管拉伸用的工艺润滑剂种类繁多,使用性能和使用效果不一。结合国内某铜镍合金无缝管生产企业的拉伸工艺和生产实际,对拉伸用不同润滑剂性能进行分析对比,结合工艺润滑的机理,提出铜镍合金不同拉伸过程中工艺润滑剂的选择与应用。
1 铜镍合金拉伸过程工艺润滑的作用
拉伸过程采用工艺润滑剂主要是为了减小模具和金属之间的有害摩擦系数[1],降低拉伸过程中的摩擦力,进而降低拉伸过程中金属变形的能量消耗,同时能对拉伸过程进行冷却确,减少工模具磨损、延长工模具使用寿命,最终达到确保产品表面质量的作用。工艺润滑剂应满足以下要求:对模具和变形金属表面有较强的黏附能力;有适当的黏度和较小的摩擦系数,既保证润滑层有一定的厚度,又有较小的流动剪切应力,不损害模具和金属表面的机械性能和化学性能。有适当的闪电及着火点,避免在拉伸过程中过快的挥发或高温烧掉,丧失润滑能力,且成分及性能稳定,对人体无毒副作用,便于运输、使用、存储、管理。
2 不同润滑剂性能对比
国内铜镍合金无缝管生产企业使用的润滑剂大致分为:油性润滑剂、乳化液以及膏状固体润滑剂,以油性润滑剂和乳化液居多,大部分使用的为国内企业生产,少部分为进口。油性润滑剂主要以添加了各种增粘剂、活性剂、极压剂等各种添加剂的调和油为主,为经验配方,润滑油的混合比例和成分都不一样;由矿物油、水和乳化剂构成的乳化液,即有矿物油的润滑作用,又有水的冷却作用,被应用于铜镍合金无缝管的拉伸中。
2.1 实验设备与材料
设备:500KN拉伸机。材料:同一批次无缝紫铜管材;同一批次铜镍合金Φ108*4mm无缝管材;拉力试验润滑剂选择合成脂肪酸混合物、工程乳液、蓖麻油、自然甘性油、氯化石蜡、20号航空润滑油、19号和20号压缩机油与HJ机械油;对比试验选择1#DS-81铜伸管液,2#金属成型油,3#铜管光亮润滑剂,4#金属拉拔粉,5#拉伸内膜油。
2.2 试验过程
(1)将同一批次无缝紫铜管材,在500KN拉伸机上采用不同工艺润滑剂:合成脂肪酸混合物、工程乳液、蓖麻油、自然甘性油、氯化石蜡、20号航空润滑油、19号和20号压缩机油与HJJI机械油做拉伸试验,研究不同工艺润滑剂对紫铜材拉伸力的关系。
(2)将同一批次铜镍合金Φ108*4mm无缝管材,在500KN拉伸机上采用不同铜镍合金拉伸润滑剂:1#DS-81铜伸管液、2#金属成型油、3#铜管光亮润滑剂、4#金属拉拔粉与5#拉伸内膜油进行对比试验,分析#DS-81铜伸管液、2#金属成型油、3#铜管光亮润滑剂、4#金属拉拔粉与5#拉伸内膜油性能指标[2]。
(3)选用2#、3#以及4#工艺润滑剂在同一台500KN拉伸机上进行铜镍合金Φ108*4mm管材的拉伸,拉伸工艺一致且每道次的加工率分配一致,共拉伸5道次至Φ57*2.5mm,分析不同润滑剂每道次的拉伸力的变化趋势及润滑剂的性能指标对拉伸力与拉拔道次的影响。
2.3 试验数据与结果分析
(1)在500KN拉伸机上,将同一批次无缝紫铜管材,用合成脂肪酸混合物、工程乳液、蓖麻油、自然甘性油、氯化石蜡、20号航空润滑油、19号和20号压缩机油与HJ机械油作润滑油,进行拉伸试验后得到不同工艺润滑剂对铜管拉伸应力与道次延伸系数的关系如图1所示:
用合成脂肪酸混合物作铜管润滑油时拉伸力和道次延伸系数都较小;工程乳液、蓖麻油、自然甘性油、氯化石蜡作铜管润滑油时拉伸力和道次延伸系数较大且数据接近;20号航空润滑油、19号和20号压缩机油与HJ机械油作润滑油时铜管拉伸力和道次延伸系数很大,且不利于紫铜管材拉伸工艺。
(2)工艺润滑剂的性能指标主要有:运动粘度、闪点、酸值、皂化值以及残碳量,下面对国内某铜镍合金无缝管生产企业所使用的工艺润滑剂在性能指标上进行分析对比如下:
共收集5种铜镍合金管拉伸用工艺润滑剂,其中2种为油性润滑剂、2种为固体润滑剂、1种为乳化液。其性能指标如下表:
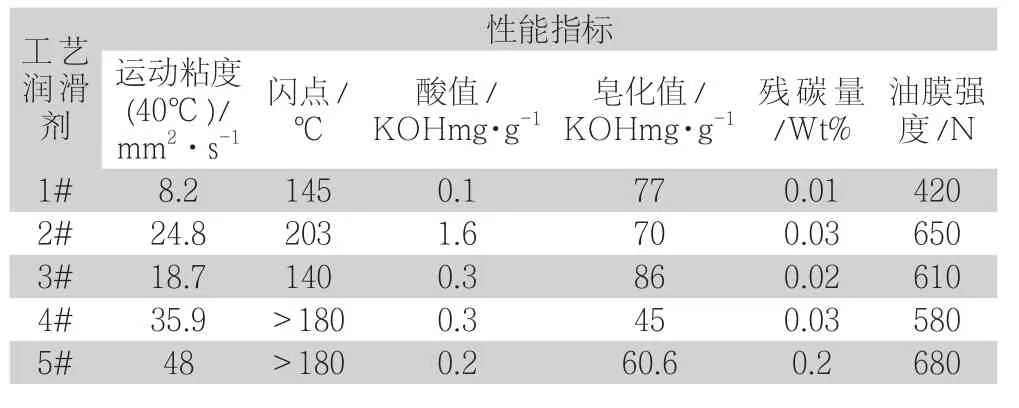
表1 收集工艺润滑剂样品性能指标
从表1得知,1#润滑剂运动粘度低,拉伸过程中形成的油膜强度低,不适用于铜镍合金拉伸;5#润滑剂虽然运动粘度大,但残碳量较高,无法满足铜镍合金成品退火后残留物指标要求[3]。
(3)选用2#、3#以及4#工艺润滑剂在同一台500KN拉伸机上进行铜镍合金Φ108*4mm管材的拉伸,拉伸工艺一致且每道次的加工率分配一致,共拉伸5道次至Φ57*2.5mm,不同润滑剂每道次的拉伸力数据如下:
从图2得知,刚开始拉伸时,由于管坯表面光洁度不高,3#润滑剂的拉伸力最大,4#润滑剂拉伸力最小;随着拉伸道次的增多,管坯表面光洁度增大,同时表面润滑剂的油膜还一直粘附,所以表现出随着拉伸道次的增多拉伸力逐渐降低的趋势。
3 结论
(1)铜镍合金管由于独特的加工特点决定了必须要有高品质、多功能的工艺润滑剂与强化的金属材料加工过程相适应,通过分析性能指标,本文中收集的2#、3#以及4#工艺润滑剂能满足铜镍合金无缝管的拉伸。
(2)铜镍合金管刚开始拉伸时,管坯表面光洁度不高,需选用粘度较大的工艺润滑剂进行开坯;随着拉伸道次的增多,管坯表面光洁度增大,管坯表面润滑剂的油膜还一直粘附,后续道次可选用粘度较小工艺润滑剂进行拉伸,以保证最终成品表面质量。
猜你喜欢
中国军转民(2022年8期)2022-05-16 09:08:26
钛工业进展(2021年1期)2021-03-13 05:41:30
电镀与环保(2018年1期)2018-04-04 05:21:20
电镀与环保(2017年4期)2017-09-26 11:54:42
电镀与环保(2017年3期)2017-06-23 08:24:51
中国有色金属学报(2017年12期)2017-03-02 02:46:37
钛工业进展(2014年5期)2014-02-28 16:42:24
表面工程与再制造(2014年2期)2014-02-27 06:45:59
中国钢铁业(2013年5期)2013-11-04 06:30:50
中国钢铁业(2012年10期)2012-09-21 06:00:16
