
大长径比刀杆减振专利分析
2020-08-04 20:28王蒨
河南科技 2020年9期
关键词:振动
王蒨
摘要:在金属切削加工领域,刀杆长径比较大时容易导致刀杆刚度不足,使得刀杆产生变形和颤振,影响加工精度,对此,本文以大长径比刀杆减振技术的专利申请作为分析对象,对中国和世界范围内的大长径比刀杆减振专利技术进行分析。
关键词:长径比;刀杆;振动
中图分类号:TG71 文献标识码:A 文章编号:1003-5168(2020)09-0111-04
刀具的振动是影响工件加工精度的重要因素,为了抑制刀具在切削加工过程中发生颤振,从二十世纪七十年代开始,国外已經对刀具的减振技术有了初步的研究。随后,越来越多的企业、科研院所开始研究刀具振动对工件加工精度造成的影响,并从不同角度对刀杆的减振技术进行了研究,比如美国肯纳、瑞典山特维克、瑞典山高、日本东芝。大长径比刀杆的使用主要集中在镗、铣、钻、铰等切削加工方式中,根据现有的研究结论,在刀具的长径比大于4时,刀具的刚度已达不到加工要求,在切削加工过程中容易发生颤振。刀杆的长径比越大,刀杆在机械加工中产生的变形量越大[1]。因此,选择何种减振措施来减小刀杆在切削加工过程中产生的颤振,成为了刀具切削加工领域中的重要研究方向。
1 数据总体情况
本文以CNABS、DWPI作为检索数据库,检索时间截止2020年2月,经过检索式检索与简单人工筛选去噪,通过人工标引,统计得出相关的专利申请总量约为1413项,这些专利申请涉及到480多位申请人,主要分布在世界上的29个国家和地区。
2 对数据进行统计和分析
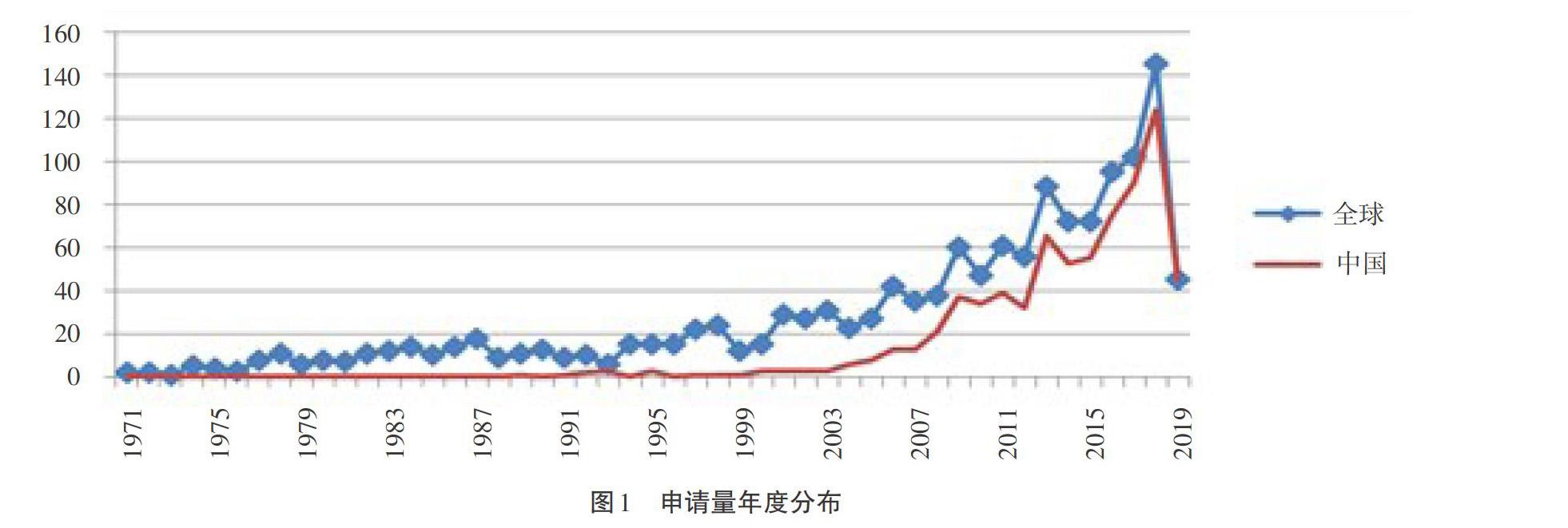
2.1 申请量年度分布
图1统计了以镗、铣、钻、铰为主的切削加工方式中大长径比刀杆减振技术在全球和国内的申请量年度分布情况,从图1中反映出,在全球范围内,该类专利申请量总体呈上升趋势。从二十世纪七十年代开始,已逐步出现该类专利的申请,但申请量较少,数量有小幅波动,总体趋于定值。随着工业的发展,从九十年代初期开始,德国、日本、美国逐步开始对刀杆减振技术进行研究,大长径比刀杆减振技术的专利申请量开始呈现逐年渐增的形势,刀杆减振的研究方向逐渐变得多元化。随着经济全球化,中国的企业与科研院所开始参与该领域的研究并申请了专利,从2005年开始中国的申请量有了较稳定的增加,并从2010年开始出现大量的该领域的专利申请。需要说明的是,由于2019年后的专利申请有部分尚未公开,使得图1中的数据呈现出明显的下降趋势,但这并不能说明该类专利申请量在减少。
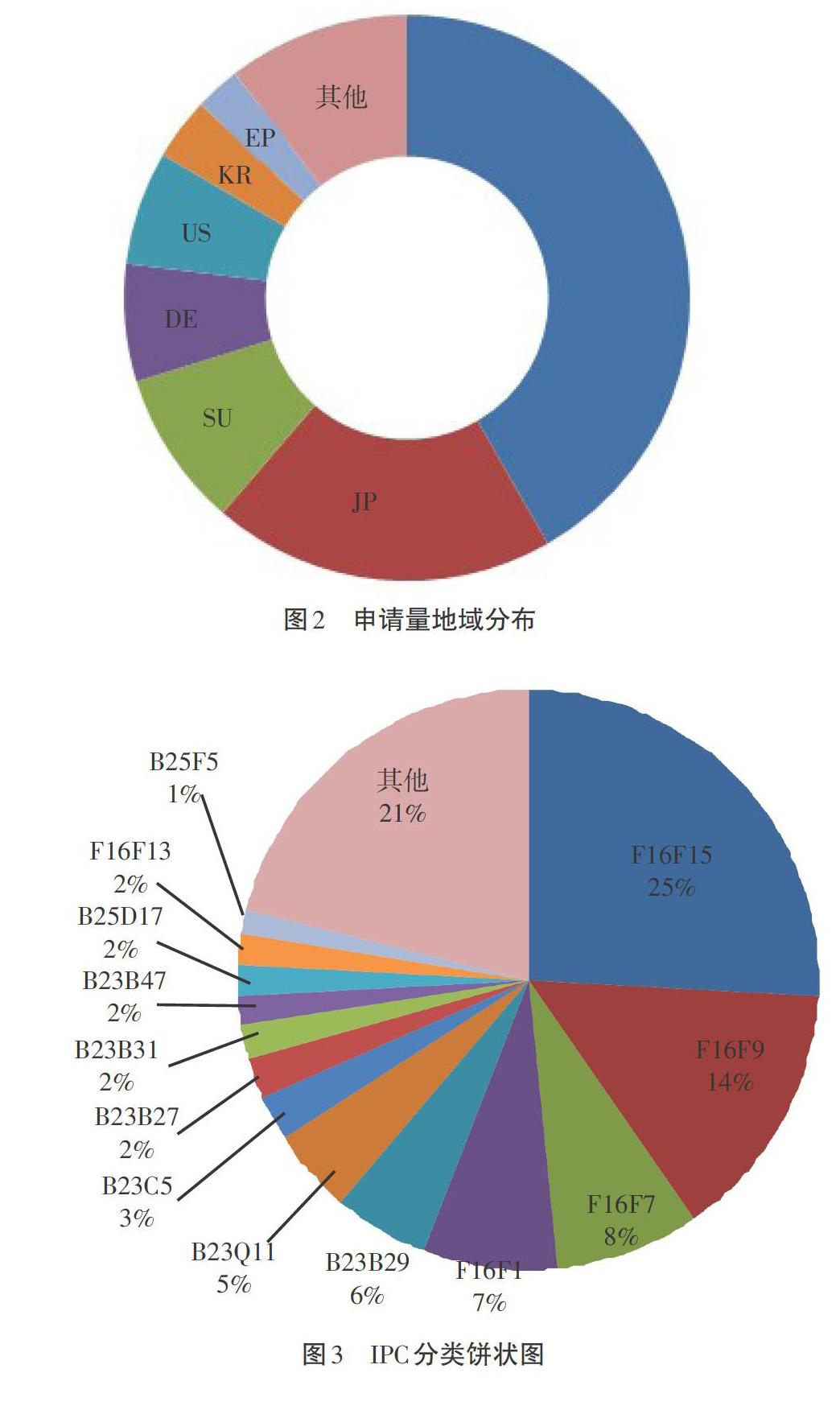
2.2 区域分布
从图2来看,刀杆减振技术的专利申请量主要分布在中国、日本、苏联、德国、美国和韩国,苏联在刀杆减振技术的发展早期申请了不少专利,日本、德国和美国是刀杆减振技术的主要贡献力量。随着中国制造业的发展,较高的加工精度逐渐成为切削加工领域的普遍追求,使得刀杆减振技术的研究得到进一步的发展。
2.3 重点专利技术领域
为了了解大长径比刀杆减振技术的分布情况,本文采用IPC作为分类标准进行分析,对检索到的1413项全球专利申请的分类情况进行了摸底,得到关于该技术的IPC分类饼状图,见图3。从图中可知,大长径比刀杆减振技术的专利申请56%集中在IPC小类F16F中,剩下的主要集中在B23B、B23Q、B23C中;其中,分类号为F16F15/02、B23B29/02、B23Q11/00、F16F15/02、F16F15/08的专利申请数量最多。可见,大长径比刀杆减振技术主要分布在F16F小类中关于振动的抑制领域、B23B小类中钻、镗领域、B23Q小类中保持刀具良好的工作状态以及B23C小类中的铣刀领域。
2.4 专利技术分支和特点
通过对检索到的专利分析发现,刀具的减振方式主要包括被动减振、主动减振与半主动减振。被动减振方法主要有:
(1)采用新型材料制作刀杆来提高刀杆的刚度,比如采用弹性模量高的材料制造刀具本体(JP特开平11-19838A);或者改进刀杆的结构来提高刀杆的刚度,比如在刀具本体外沿轴线焊接硬度高的部件来提高刀具的刚度(JP特开平9-94706A)。
(2)通过耗能吸振的方式来减振,常见的耗能吸振方法有在刀杆内填充阻尼颗粒(如CN102275086A),或者采用阻尼套摩擦减振(如JP特开平6-31505A)。
(3)在刀杆上附加动力减振器,动力减振器分为内装式动力减振器与外装式动力减振器。内装式动力减振器安装在刀杆空腔内,虽然抑制了刀杆的振动,但是降低了刀杆的整体刚度;另外,内装式动力减振器的尺寸受到空腔尺寸的限制。
虽然被动减振在使用上比较简单方便,但由于减振器固有频率一般不可调,因此被动减振只适用于扰频基本固定的情况,如果扰频在较大范围内变动,则效果不佳[2]。
主动减振系统的工作原理主要是基于反馈信号对减振器的固有频率进行连续的调节,以避开振动频率区间,但是主动减振存在能耗高、成本高的问题[3]。半主动减振主要是通过改变减振设备的动态特性参数来改善系统的响应,比如利用磁流变液原理来改变刀杆的固有频率。在选择刀杆的减振方式时,应综合考虑成本、使用环境、工件的加工精度要求等因素,选择最优的减振方式。
2.5 刀杆减振技术的专利申请分析
刀杆减振技术从早期的改变刀杆的材料、结构,到后期的主动减振、半主动减振,减振方式呈现多元化发展,下面对几种具有代表性的刀杆减振技术的专利申请进行介绍。
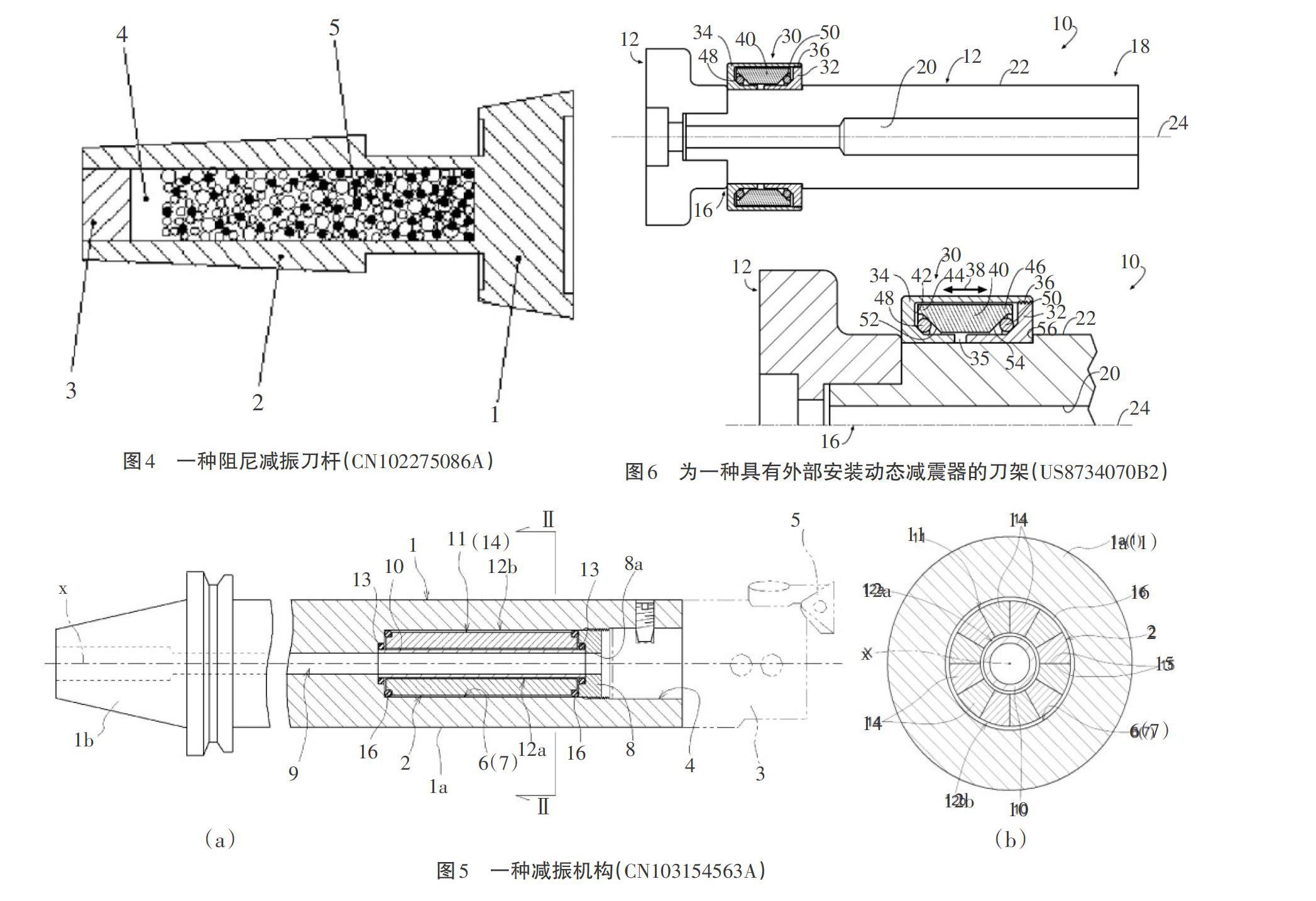
图4为一种阻尼减振刀杆(CN102275086A),结合附图4可知,该阻尼减振刀杆包括刀柄2,刀柄2的内腔填充有阻尼颗粒5,在刀具进行切削加工时,刀柄腔体内的颗粒随之运动,颗粒与颗粒之间以及颗粒与腔体内壁之间发生碰撞与摩擦,通过碰撞和摩擦消耗能量,实现刀杆的减振。
图5为一种减振机构(CN103154563A),结合附图5可知,在工具保持架1的内部设置有中空部6,减振用的配重11等间隔地分割成横向剖面形状为扇形的多个配重构件14,这些配重构件14呈圆筒状地设置于中空部6中,在刀具对工件进行切削加工时,中空部6中相邻的配重构件14彼此相对滑动,将切削加工中产生的振动转化为摩擦与碰撞,从而实现刀具的减振。
图6为一种具有外部安装动态减震器的刀架(US8734070B2),结合附图6可知,动力消振器30以一种环形圈的形式被安装在刀架10的外部表面上,动力消振器30包括刚性支撑构件32、覆盖构件34和消振块40,消振块40置于由刚性支撑构件32和覆盖构件34所形成的空腔内。该动力消振器30可以应用于不同的刀架类型,将动力消振器安装在刀架的外表面上,而不是将消振块安装在刀柄的内腔中,能够抑制刀架的振动,而不会减小刀架的整体刚度。理想情况下,该动力消振器被安装在刀架的振动幅值最大之处。
图7为一种用于铣削材料的装置(US8956092B2),该发明不是通过阻尼器质量体来衰减铣削过程中引起的振动或调節这种衰减,而是通过轴向调整和轴向锁定质量元件来调节装置的自然频率。结合附图7可知,在铣刀主体602的轴向孔616中设置了质量元件618,调整构件包括加压单元622,加压单元622用于对轴向孔616内第一端部604和质量元件618之间的空间623加压,以驱动质量元件618朝向第二端部606移动,从而调整质量元件618相对于铣刀主体的轴向位置,并将质量元件618锁定在调整位置中,以调整装置的自然频率,使铣削操作的自然频率最优,从而避免振动问题。
图8为,结合附图8可知,该自抑振智能镗杆系统包括镗杆、传感装置、信号处理元件、控制器和磁流变抑振单元,传感装置设置在镗杆的加工端,用于检测镗杆加工端的振动情况,并将振动信号经过放大处理后反馈给控制器,控制器作出相应地控制,并发送控制信号至磁流变抑振单元,磁流变抑振单元接收到控制信号后,磁流变液发生磁流变效应使其本身特性发生改变,从而改变镗杆的动态特性,使镗杆的固有频率能及时避开振动频率区,以此来抑制镗杆的振动。
3 结语
目前,大长径比刀杆的减振技术正朝着智能化、多元化的方向发展,从最初的改变刀杆的材料、结构来提高刀杆的刚度,到如今将反馈控制、磁流变效应应用到刀杆的减振技术中,刀杆减振技术得到了较好地发展,长远来看,大长径比刀杆减振技术仍具有广阔的发展前景。
参考文献:
[1]吴涛.大长径比减振镗杆的研究[D].合肥:安徽大学,2015.
[2]杨伟哲.磁流变弹性体研究及其在减振镗刀中的应用[D].太原:中北大学,2019.
[3]曹合荣.内置双不等减振器减振镗杆的研究[D].哈尔滨:哈尔滨理工大学,2016.
猜你喜欢
天天爱科学(2020年6期)2020-09-10
无人机(2019年4期)2019-09-10
课外生活(小学1-3年级)(2019年4期)2019-05-04
知识就是力量(2018年9期)2018-09-06
上海师范大学学报·自然科学版(2018年3期)2018-05-14
哈尔滨理工大学学报(2016年3期)2016-11-05
哈尔滨理工大学学报(2016年2期)2016-09-12
小学科学(2016年8期)2016-05-14
数字家庭(2009年3期)2009-06-23
物理教学探讨(2009年2期)2009-03-30
