
冷轧涂镀基板边部缺陷成因分析及预防
2020-08-03 02:25:50供稿马海龙田贵昌乔焕山徐亮韩乐
金属世界 2020年4期
供稿|马海龙,田贵昌,乔焕山,徐亮,韩乐
作者单位:首钢京唐钢铁联合有限责任公司制造部,河北 唐山 063200
内容导读
随着家电产品制造商对冷轧涂镀基板表面质量要求的日趋严格,无手感的边部细线缺陷已不能满足客户使用要求。通过大量数据统计和缺陷分析发现,边部细线缺陷成因主要与热轧工序工艺控制有关。通过调整板坯出炉温度、减宽量及定宽机锤头模型等,边部细线缺陷逐步得到控制。工艺改进措施实施后,边部细线缺陷发生率由0.52%降至0.06%,效果显著,为客户提供了优良的产品质量,为企业创造良好的经济效益。
近年来家电产品制造商对表面品质的要求日益提高,为达到高表面级别要求,必须严格控制家电用钢板表面缺陷的发生率[1-2]。线状缺陷是冷轧薄板最常见的缺陷之一,由于从炼钢到轧制成品的工艺较长,导致冷轧薄板出现线状缺陷的因素较多,因而线状缺陷的产生原因需要具体问题具体分析[3-4]。随着客户对冷轧涂镀基板表面质量要求提高,无手感的边部细线缺陷已不能满足客户使用要求。自2017年下半年以来,冷轧工序边部细线缺陷逐步升高,特别是2017年8月份之后呈爆发式增长,严重影响订单兑现和客户质量保证,造成较大的经济损失[5]。本文对冷轧工序边部细线缺陷的产生规律和原因进行统计分析,提出相应的改进措施并得到验证,效果显著,提升了客户满意度。
典型边部细线缺陷形貌及发生规律
边部细线缺陷形貌
边部细线缺陷形貌可分为三类,如图1所示:一类为轻度缺陷,冷轧带钢运行中可见,静止不易发现,表检仪不可见;二类为中度缺陷,该类缺陷较多,运行中可见,静止侧光可见,但表检仪不可见;三类为重度缺陷,该类缺陷发生频率较低,运行可见,静止正视可见,表检仪也可见。
边部细线缺陷发生规律
边部细线缺陷一般为通卷断续分布。

图1 边部细线形貌:(a) 静止不易发现(轻度);(b) 侧光可见(中度);(c) 表检可见(严重);(d) 实物(严重)
位置规律:通卷边部位置相对固定,上表面居多,部分卷上下表面同时存在,两侧位置基本对称;不同卷距离边部位置存在差异性,最大的在40 mm左右,最小在8 mm以内。
钢种规律:主要以涂镀基板SEC1为最易发生钢种,占比36.47%。
边部细线缺陷产生原因分析
钢种成分及工艺路线
冷轧采用钢种成分分析见表1。冷轧薄板工艺路线:转炉炼钢—RH精炼—板坯连铸—板坯加热—粗轧—精轧—层流冷却—卷取—喷号—入库。
电镜分析
通过对连退过程出现的边部细线钢卷进行取样分析。缺陷距边部12 mm,侧光可见,属中度缺陷。电镜分析发现缺陷处表面、截面及组织与正常部位无明显异常,如图2。
图中可以看出,缺陷位置存在轻微氧化质点,无脱碳,主要成分为氧和铁,缺陷处深度为20 μm左右。理论上,在850~930 ℃范围内,低碳钢存在高温脆性区。在这一温度区间内,试样材料进入(α+γ)两相区,随着奥氏体向铁素体相变的发生,在奥氏体相界面上产生了薄膜状的先共析铁素体,变形应力较小,外部应力容易在铁素体相集中,因局部累积变形较大,在先共析铁素体中产生了很多空隙,空隙成长、合并而导致脆裂,最终导致带钢边部细线及翘皮缺陷。
对热轧工序温度进行反查,该钢种在热轧产线出钢温度在1240~1255 ℃之间,总体呈升高趋势,实验提高出钢温度至1268 ℃。加热二段温度控制在1205~1236 ℃,实验提高温度至1248 ℃。RDT控制在1045~1065 ℃,总体呈升高趋势,实验提高温度至1088 ℃。总体看,温度控制波动范围与8月份异常升高无明显对应关系。
以缺陷爆发月份SEC1为研究对象,对减宽量、粗轧出口温度、均热时间、加热二段时间等进行了分析,如图3。
从分析结果看,采用大减宽量,适当降低加热二段、均热温度,有利于缺陷发生率的降低。

表1 钢种成分(质量分数,%)
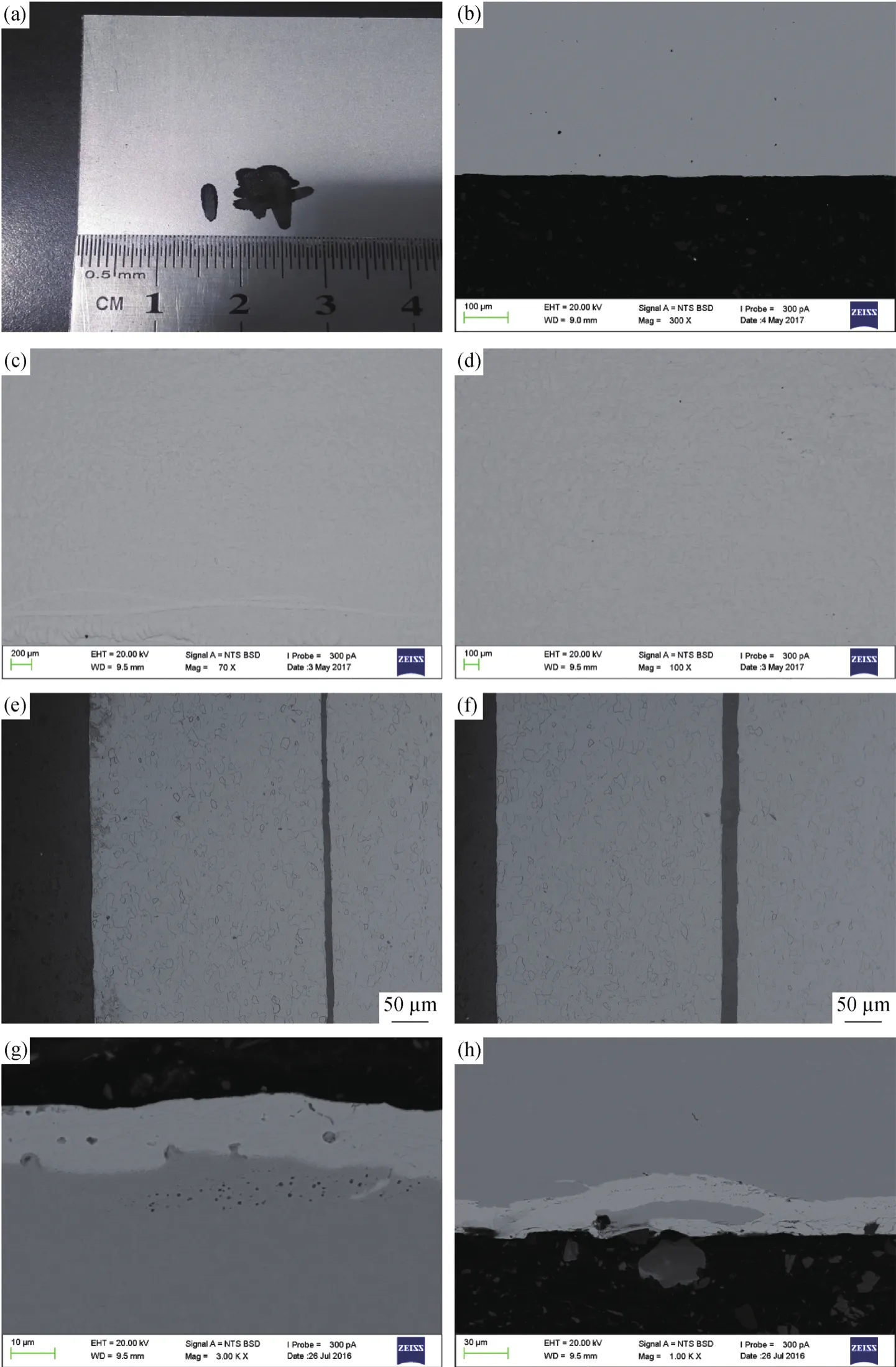
图2 边部细线缺陷和正常表面微观形貌分析对比:(a) 实物形貌;(b) 截面;(c) 缺陷处表面;(d) 正常表面;(e) 缺陷处表面组织;(f) 正常表面组织;(g) 缺陷处截面组织;(h) 缺陷处截面组织
影响因素
从2250产线的分析结果看,锤头类型、铸机、总在炉时间、均热段时间对缺陷发生率有较为显著的影响。主要规律包括:(1)20锤头缺陷率低;(2)2号铸机缺陷率最低;(3)增加均热段时间有利于缺陷的降低;(4)总在炉时间存在最小值,在200~250 min区间内。障,为企业赢得良好的质量信誉和客户认可度。

图3 缺陷发生率与工艺参数的散点图:(a) 减宽量;(b) R2DT截面;(c) 均热段时间;(d) 加热二段时间;(e) 加热二段末计算温度;(f) 均热段末计算温度
改进措施
制定的关键工艺控制参数:
(1)采用倒角坯(使用倒角结晶器或直角坯手工倒角);(2)适当增大板坯减宽量,减宽量应控制在≤100 mm;(3)出炉温度控制在1200~1240 ℃;(4)总在炉时间200~250 min。
效果验证
自2017年8月份逐步开展技术攻关以后,边部细线缺陷发生率逐步降低,至2018年5月份边部细线缺陷发生率为0.06%,缺陷得到有效控制,并且达到攻关后的最好水平,如图4。为生产顺行提供有力保

图4 冷轧涂镀基板边部细线缺陷发生率改善前后的单值控制图
结束语
对边部细线缺陷的影响因素进行分析并提出针对性控制措施。工艺改进后,缺陷发生率从0.52%降至0.06%。有效提升质量一次命中率及合同兑现率,进一步提升了客户满意度,为企业赢得良好经济效益。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22 12:43:48
山东冶金(2022年2期)2022-08-08 01:51:30
山东冶金(2022年3期)2022-07-19 03:24:26
重型机械(2020年3期)2020-08-24 08:31:40
重型机械(2020年4期)2020-06-29 03:06:18
阅读(科学探秘)(2019年10期)2019-12-09 01:55:57
工业设计(2016年4期)2016-05-04 04:00:24
工业设计(2016年9期)2016-04-12 12:56:42
新疆钢铁(2015年2期)2015-11-07 03:27:52
四川冶金(2013年4期)2013-08-15 00:45:06
