车载液晶屏整平封口工艺的研究
2020-07-31 17:49:04陈勇
机械管理开发 2020年6期
陈 勇
(中电科风华信息装备股份有限公司, 山西 太原 030024)
引言
车载显示设备通常是液晶显示屏,带外音、可读SD 卡、USB 和蓝牙等功能。车载领航员的车载显示器有来电语音报号功能,这是因为液晶屏的体积比较小,便于安装,可以被安装到仪表盘附近、车顶、座椅靠背后,甚至可被安装在遮阳板上,方便在各种情况下使用。此外,车载显示设备往往还集成了其他功能,比如带有简单的功放、电视接收、音频输出等功能,种类和功能比电视或者计算机显示器更繁多。
汽车的工作环境都相对复杂,在夏天时常会有日晒,车厢温度可以高达60 多摄氏度,这就要求车内的电子元件必须能够和汽车一起正常工作,而在一些北部地区,冬天非常寒冷,普通液晶屏无法工作,这些时候就需要抗高低温的液晶显示屏,为车主显示行车信息、保驾护航。
车载液晶屏需要单独灌注液晶以适应特殊环境的应用,因此整平封口成为整个制程中的一个关键技术。
1 整平封口制程
LCD 整平封口工序是液晶显示器件制造中后段工序的重要一环,通过对玻盒表面施压,来消除前工序LCD 玻盒在制盒灌液工序过程中由于多种因素的影响而使LCD 玻盒厚度均匀性不一致从而造成的透光度不均匀的缺陷,使玻盒厚度在整体上一致、均匀,以提高产品质量,并将液晶灌注口封闭,如图1、图2 所示。
2 整平制程
水平放置LCD 玻盒于整平工位,气囊充气后给LCD 玻盒施压,待达到设定压力后,使玻盒厚度在整体上一致、均匀,改善显示效果。

图1 整平封口制程示意图

图2 整平封口工艺流程图
使用范围为0~0.1 MPa 的电气比例阀,测得实际压力波动达到2 kPa,实现压力的精确控制。在整平工艺中,适宜对多层玻璃同时进行整平,单层玻璃整平效果不佳。
设置合适压力值对车载液晶显示屏进行整平,点亮比对色差。
3 点胶制程
严格控制点胶宽度及厚度,保证封口强度,测试效果见下页表1、表2。
试验证明,封口胶长度及厚度均匀性控制对产品的可靠性产生了影响。
4 渗胶制程
点胶完成后,需要对气囊控制压力,使封口胶回吸,保证封口胶强度,测试效果下页见表3。
5 固化制程
固化时,采用LED 冷光源代替传统的汞灯,在能够精确控制UV 光强的同时减少了温度对液晶的影响,增加了固化次数确保固化效果,测试效果见第44 页表4。
由此可见,整座玻璃进胶的均匀性跟固化次数有关,随着固化次数的增多,进胶的均匀性会逐步变好,而固化次数的变化并不会导致固化的光强、光积量发生变化,故整座玻璃进胶的均匀性可以通过调整固化次数来控制。

表1 封口胶尺寸长度均匀性效果的确认
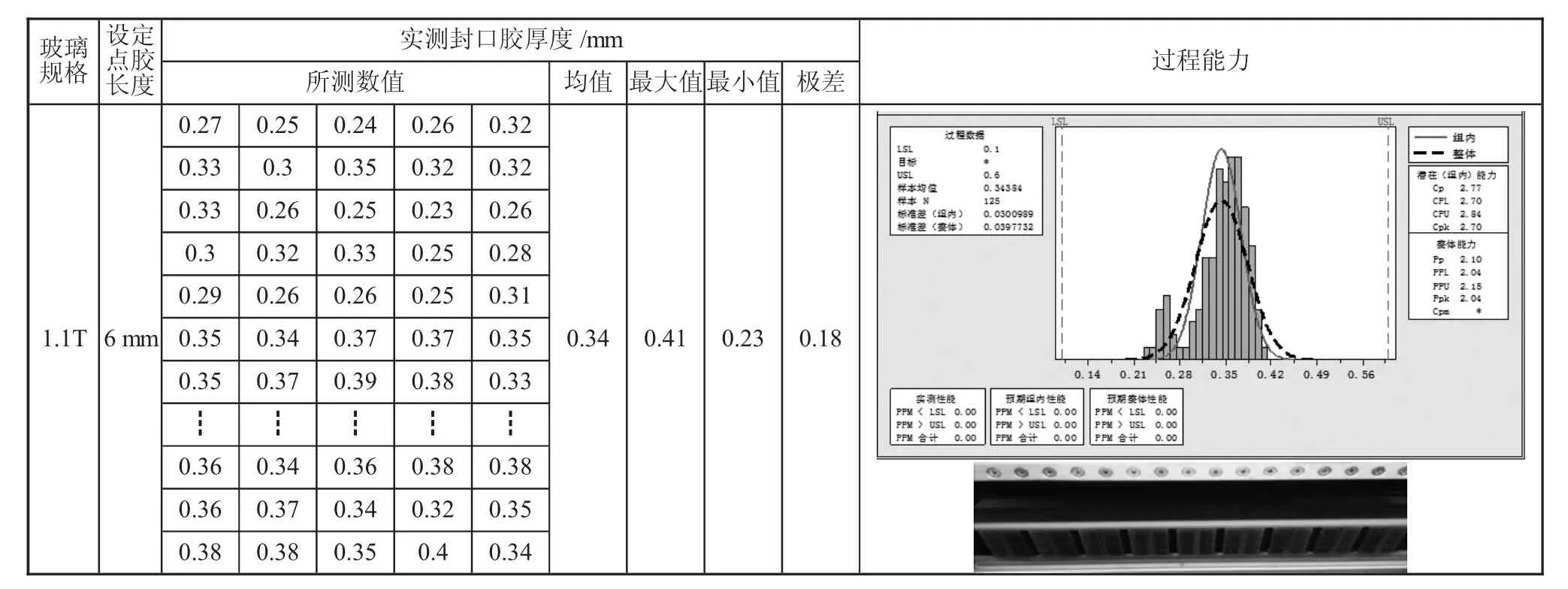
表2 封口胶尺寸厚度均匀性效果的确认

表3 进胶均匀性效果的确认

表4 封口UV 固化可靠性的确认
6 结论
1)由以上车载显示屏的整平封口工艺的实验可知,整平的核心工艺就是对压力的精确控制,点胶的核心工艺是对点胶宽度和厚度的控制,以在低光强多次固化确保显示效果的前提下提高液晶屏的寿命及可靠性。
2)目前,车载显示器的应用逐渐增多,已开发全自动整平封口工艺设备并投入生产,创造了巨大的经济价值。
猜你喜欢
中国港湾建设(2022年12期)2022-12-28 05:28:14
中国港湾建设(2022年12期)2022-12-28 05:27:46
科学大众(2020年12期)2020-08-13 03:22:18
液晶与显示(2020年5期)2020-05-06 13:46:58
时代农机(2018年5期)2018-02-01 23:20:12
中国港湾建设(2017年11期)2017-12-19 12:27:07
单片机与嵌入式系统应用(2017年4期)2017-04-25 06:06:46
工程建设与设计(2016年2期)2016-08-22 09:13:06
电脑知识与技术(2016年17期)2016-07-23 20:33:15
电测与仪表(2014年9期)2014-04-15 00:27:02