
聚酯POY和DTY的结构性能比较分析
2020-07-30 09:30:12MaratheTurukmane
国际纺织导报 2020年6期
Y.Marathe,R.Turukmane
Mukesh Patel技术管理与工程学院(印度)
人造纺织材料有多种结构形式,如纤维和长丝纱线等。合成纤维可采用不同的纺丝技术制备。在纺丝过程中,纱线线密度、强度、伸长率和结晶度及纱线微观结构可通过后纺工序逐步改善。纱线变形是将具有规则纱线结构的合成纤维长丝通过加捻转变为具有不规则膨松结构纱线的技术。纱线变形过程可以通过使用变形机处理部分取向丝(POY)完成。拉伸变形机可采用优化的工艺参数,如决定纱线张力的摩擦辊形状和摩擦力大小,改变纱线的形状。
变形在纺织品生产中的作用越来越重要,变形纱不仅可用于织制机织和针织时尚用品,而且在地毯、装饰织物和各种工业用纺织品中也得到广泛应用。假捻和喷气变形是最常见的纱线变形过程。变形纱赋予织物更高的膨松度、较好的尺寸稳定性和更加柔软的触感。拉伸变形过程中,通过加捻、加热和解捻,可在长丝纱线内引入卷曲。
本文采用AALIDHRA AFT 11HS和巴马格FK 6 M-1000假捻变形机,在优化的加热器温度、变形机速度和拉伸比下,采用规格为160 dtex/144 f的聚酯POY加工拉伸变形纱(DTY)。观测变形处理后纱线强度、伸长率及其他纱线性能的变化,对变形前后纱线的差异进行统计分析。
1 材料和方法
1.1 材料
以不同线密度和色度的聚酯POY为原料(表1),在拉伸变形机上制备DTY。
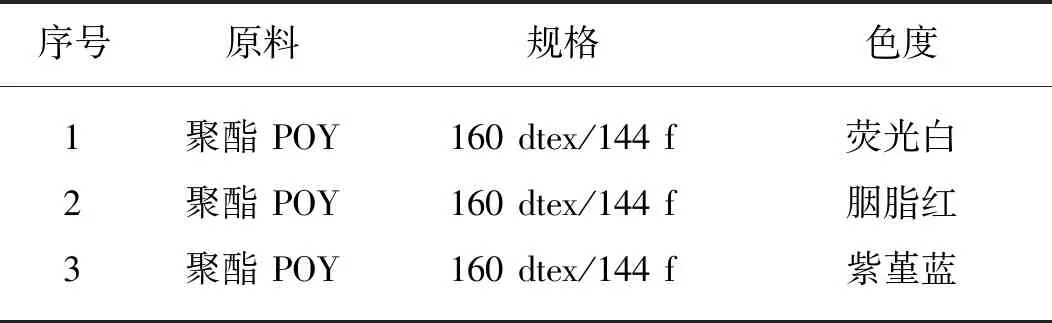
表1 不同色度的试验用聚酯POY原料
1.2 方法
聚酯DTY采用AALIDHRA AFT 11HS拉伸变形机制备,输送速度为1 200 m/min,主加热器温度为250 ℃,二级加热器温度为125 ℃,拉伸比为1.7,摩擦盘表面速度与丝条离开假捻器的速度之比(D/Y)为2,稳定超喂率为4%,卷绕超喂率为6%。
2 结果与讨论
POY是利用熔融纺丝机采用聚酯薄片和切片熔融制成的。在后纺过程中,对长丝进行拉伸和热定型,以达到预期的结构性能,即使制备的长丝的线密度、强度、伸长率和收缩率达到预期。由于与全拉伸丝(FDY)相比,POY的分子取向度小,因此其强度和均匀性较低,无法直接用于上机织造或编织。
不同色度的POY与DTY的强度对比如表2所示。由表2可以看出,相比POY,DTY具有更高的强度。这一结果表明,后纺工序非常关键,可改变拉伸丝的强度。这是因为POY的分子取向度较低,而DTY的分子取向度较高,因此显示出较高的强度。
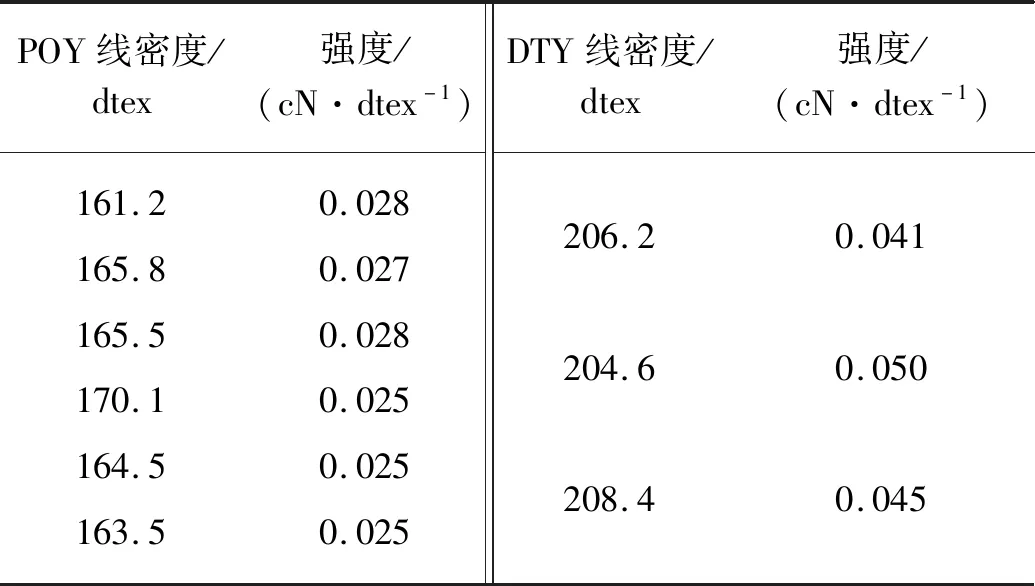
表2 荧光白POY与DTY的强度对比
表3为荧光白POY与DTY的伸长率(δ)对比,其中POY长丝由于具有较低的分子取向度和较小的拉伸比而显示出较高的伸长率。经过标准设置的拉伸变形机后,获得的DTY量明显减少,但其强度增大,接近POY强度的2倍。
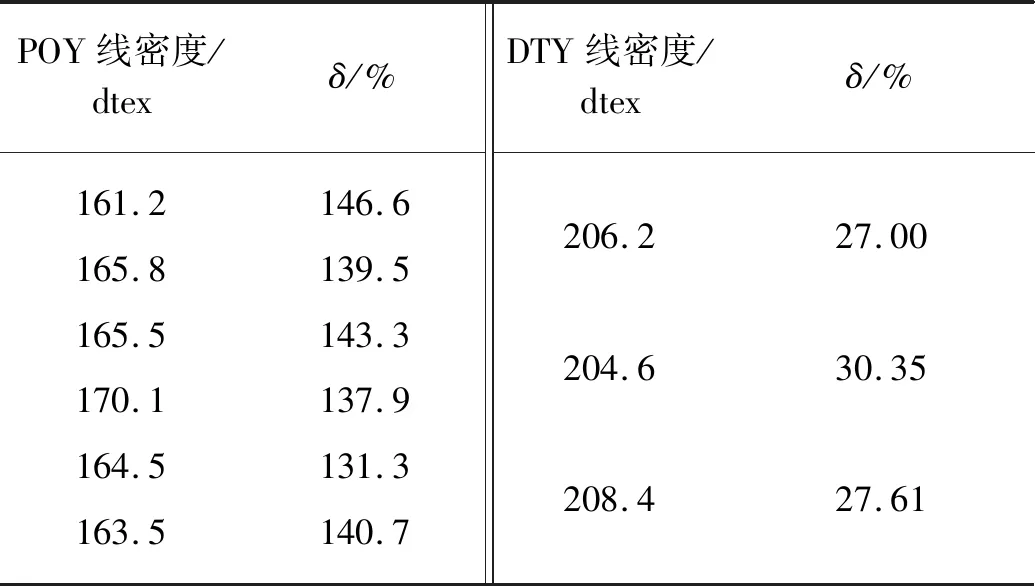
表3 荧光白POY与DTY的伸长率对比
收缩率是纱线的一项重要性能,决定了服装在最终使用期间的织物行为。表4为荧光白POY和DTY的沸水收缩率(α)对比。热塑性长丝会发生收缩,以减少加工过程中产生的分子链间应力。加热时,分子链试图通过尽可能地转变为无规链结构以获得最大的熵,从而释放分子链间的应力,同时长丝发生纵向收缩。长丝收缩将导致纱线收缩。
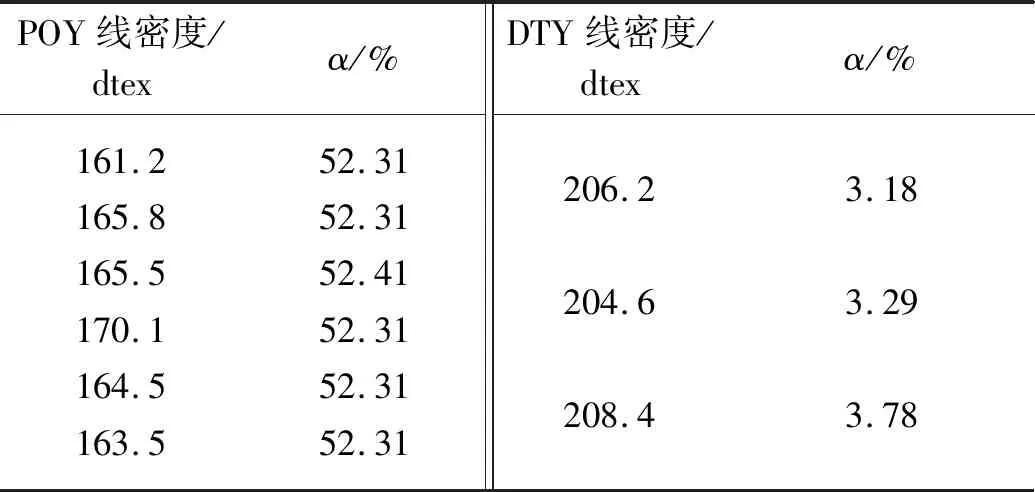
表4 荧光白POY与DTY的沸水收缩率对比
表5为胭脂红POY和DTY的强度对比。由表5可知,与DTY相比,POY由于具有较低的分子取向度和较小的拉伸比而表现出较低的强度。长丝发生卷曲时,卷曲收缩表现为粗糙结构长丝的纵向收缩。卷曲收缩率为伸直纤维的长度(Lg)和收缩后纤维长度(Lz)的差值与伸直纤维长度的比值。在卷曲弹性的极限范围内,卷曲模量用于表征DTY的伸长行为。
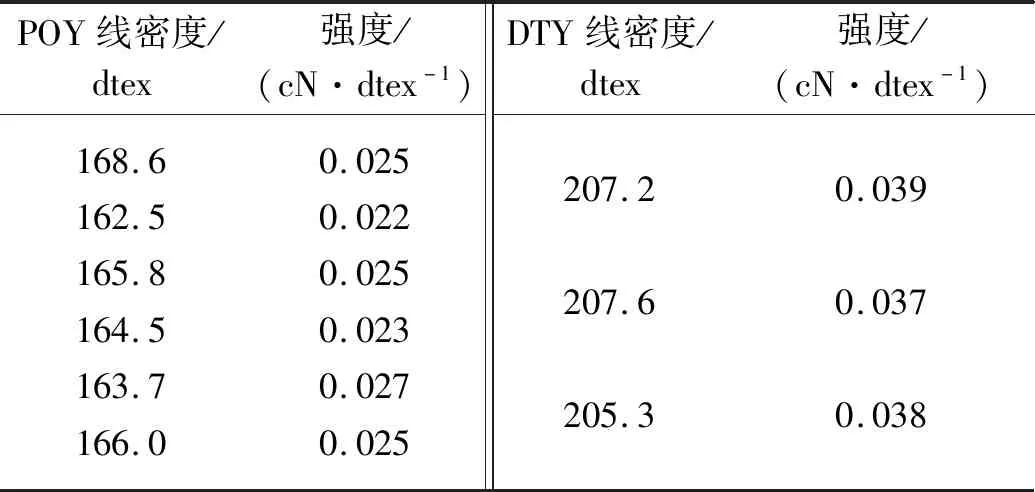
表5 胭脂红POY与DTY的强度对比
表6对比了胭脂红POY和DTY的伸长率。由表6可知,与DTY相比,POY长丝由于具有较低的分子取向度和较小的拉伸比而显示出较高的伸长率。
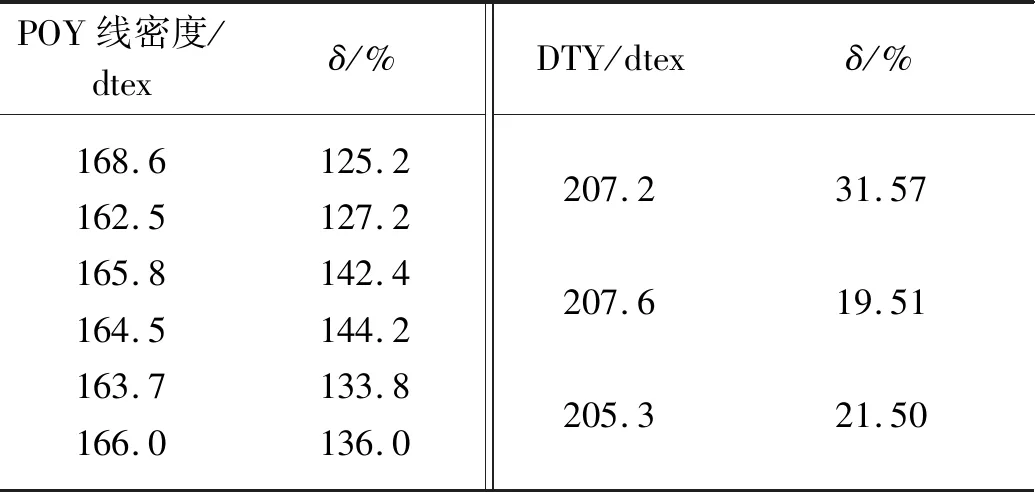
表6 胭脂红 POY与DTY的伸长率对比
表7对比了胭脂红 POY与DTY的沸水收缩率。研究发现,随着加热器温度的升高,纤维分子处于可移动状态,并发生永久变形,使纱线具有更好的卷曲稳定性。因更好的卷曲稳定率和更高的卷曲频率,卷缩坚牢度(HCC)随着加热器温度的升高而增加。
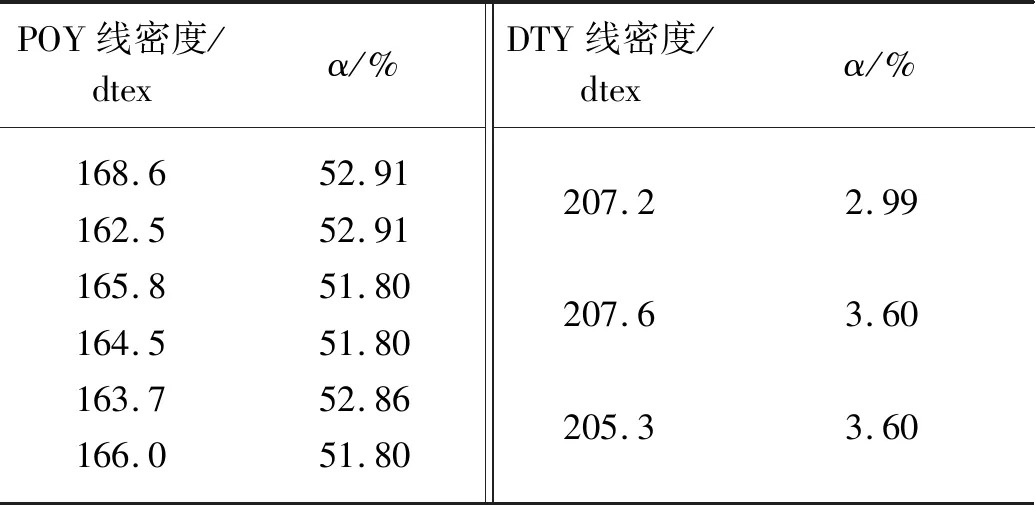
表7 胭脂红POY与DTY的沸水收缩率对比
表8对比了紫堇蓝POY与DTY的强度。试验清楚地显示,第一加热器温度对纱线线密度、强度和伸长率的影响不明显。但使用带式加捻器系统生产的纱线的强度和伸长率值均高于使用盘式加捻器系统生产的纱线。同时研究还表明,后纺工序是决定长丝强度的主要因素。拉伸应力和主加热器温度是上述因素中最常见的影响因素。与DTY相比,POY长丝分子取向度低,拉伸比小,因此强度较低。
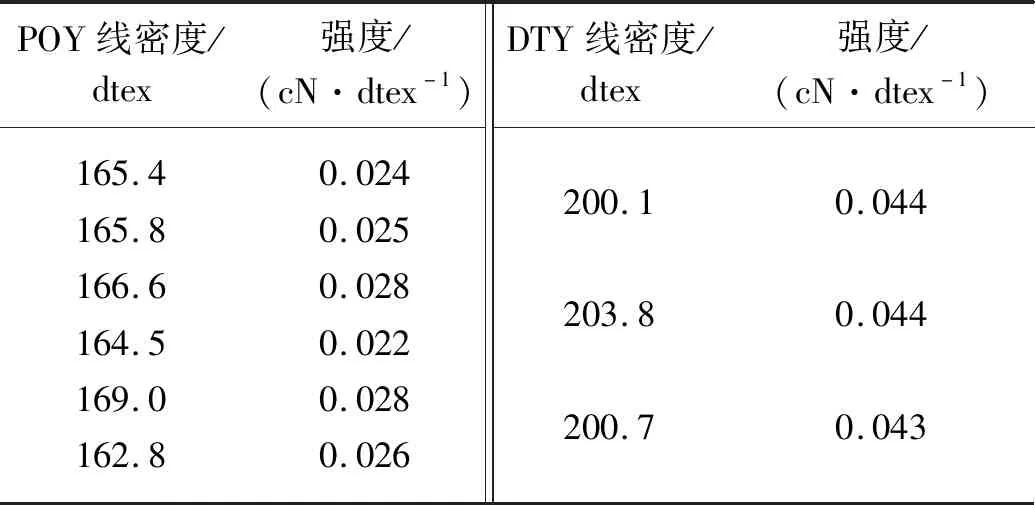
表8 紫堇蓝POY与DTY的强度对比
表9对比了紫堇蓝POY和DTY的伸长率。由表9可知,POY长丝由于具有较低的分子取向度和较小的拉伸比而表现出较高的伸长率。
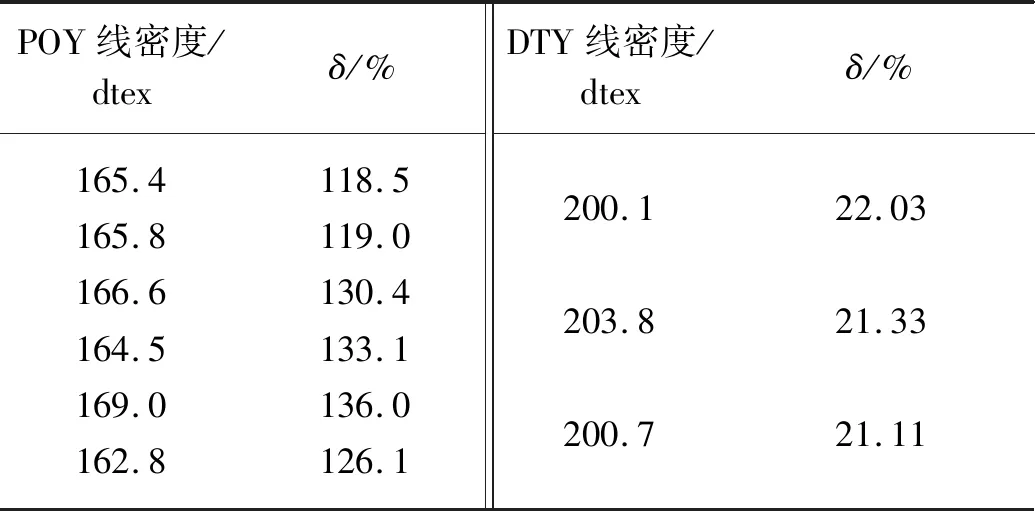
表9 紫堇蓝POY与DTY的伸长率对比
试验表明,紫堇蓝DTY的沸水收缩率显著小于POY的沸水收缩率(表10)。
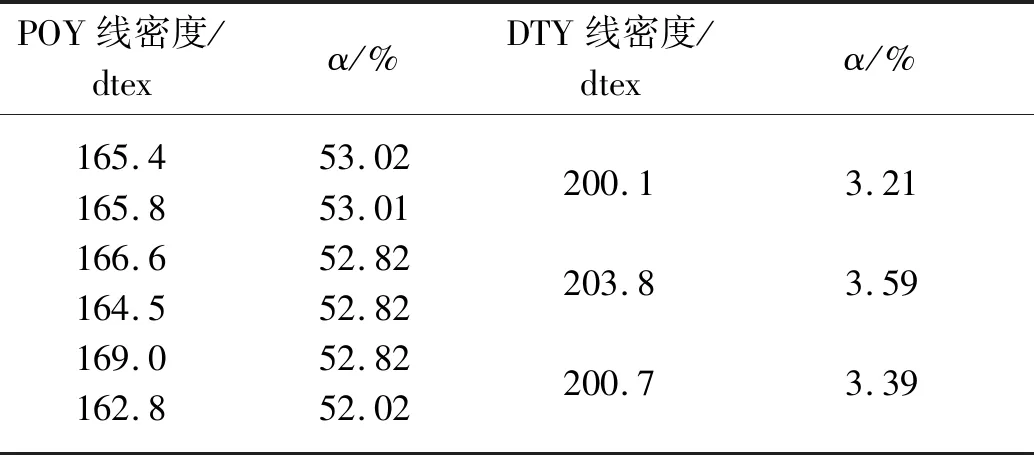
表10 紫堇蓝POY与DTY的沸水收缩率对比
3 结语
使用标准设备参数对不同色度的POY进行拉伸变形试验和加工。试验用POY是以约3 000 m/min的速度挤出的长丝,其分子取向度较低,因此尺寸稳定性差,不能直接用于编织和织造。试验设定的拉伸变形机的拉伸比和加热器温度决定了纱线尺寸的变化和纱线性能。所制备的DTY可用于各领域,如西装、衬衫和花式编织。拉伸辊速度促使分子发生取向,从而使纱线结晶度提高,强度升高而伸长率降低。加热过程中,纱线结晶度和强度增至一定值后,由于固定分子数量的增加,其强度和结晶度开始下降,且伸长率也出现下降。
猜你喜欢
东方少年·布老虎画刊(2022年9期)2022-05-30 10:48:04
当代水产(2021年8期)2021-11-04 08:48:54
科学大众(2021年17期)2021-10-14 08:27:44
纺织科学研究(2021年7期)2021-08-14 01:42:36
纺织科学研究(2020年1期)2020-05-21 00:30:58
汽车实用技术(2017年24期)2018-01-24 06:08:07
纺织科学研究(2017年8期)2017-09-05 09:46:49
诗林(2016年5期)2016-10-25 06:24:48
心理与健康(2016年12期)2016-05-30 13:01:45
中国造纸(2015年7期)2015-12-16 12:40:50
