火力发电厂过热器管涂层技术性能的分析与研究
2020-07-28 17:09常继伟
中国电气工程学报 2020年2期
摘要:针对火力发电厂炉内管爆漏事故问题,本文对典型低合金过热器爆管进行分析,提出用超音速电弧喷涂技术对管子表面强化防护处理,并通过试验研究,比较了典型高合金的涂層性能差异,包括Cr-Ni合金、FeCrAl和1Cr18Ni9Ti等,从涂层硬度与耐磨性试验研究,分析其应力关系,得出对比数据,为正确选择防护材料提供试验数据依据。
关键词:过热器、爆管、涂层、耐磨性
一、前言
过热器管是锅炉中主要受热面,的作用是吸收煤燃烧放出的大部分热量,使水最终变成过热蒸汽。火焰和高温烟气携带的热量以辐射、对流换热方式,通过管壁传递给管内的工质,因此外表面直接处于高温烟气介质的作用下,一方面将受到介质的高温氧化等腐蚀作用,另外也受到烟气流的强磨损作用,外表面金属不可避免地产生损伤和流失,使管子有效壁厚减薄,提前失效爆管。
火电机组由于腐蚀和冲蚀磨损使管壁减薄,导致锅炉管道爆管事故造成的停炉抢修时间,少发电给企业造成更大的经济损失。随着经济的快速发展,加速煤炭资源的消耗,动力用煤品质下降,带来了更严重的管子表面腐蚀和磨损问题,爆漏现象更加频繁。过热器爆管已成为妨碍火电厂安全经济运行的重要因素,是目前急待治理和必须解决的重要问题。
过热器爆管最为频繁,这与它的工况条件密切相关,过热器是将饱和蒸汽加热到一定过热温度的表面换热器,其壁面温度在“四管”中是最高的,它的失效形式最为复杂。过热器管内蒸汽温度超过500℃,外壁温度更高,它直接与烟气接触,很容易发生高温腐蚀,此外壁同时受到烟气冲刷,特别是在弯头附近等烟气流速和方向发生改变区域更为严重。磨损和腐蚀的同时作用将加速管子失效,因为疏松的腐蚀层被冲刷后,露出新的金属表面,又再被腐蚀,腐蚀层耐磨性较差,这样管壁逐渐减薄,承受应力不断增加,虽然材料老化程度并未进入最后阶段,但实际应力超过设计应力而导致爆管。腐蚀层的导热系数只有金属的十几分之一,即使不存在磨损,腐蚀层的增厚将使导热性能下降,管壁温度增加,加速材料老化,进一步缩短寿命,导致提前爆管。对于过热器,腐蚀形式可能为高温氧化作用,也可能为硫酸盐腐蚀,或者二者并存,需要加以区分;对于腐蚀与磨损的作用大小,哪一个起主导作用,也需要进一步研究,这是选择最优防护涂层的基础和关键,因此下面将进一步深入研究过热器爆管的机理及主要原因。
二、 过热器失效的试验研究
选择一个典型的屏式过热器表面失效爆管试样,作进一步试验分析,搞清失效主要原因。失效的屏式过热器规格为φ42×5mm,材质为12Cr1MoV钢,累计运行时间约13.3万小时。
1、试验分析及结果
检查破口外观,发现边缘比较粗糙,弯管的外弧侧(向火面)呈暗黄色,比较粗糙,腐蚀严重;内弧侧(背火面)呈黑色,表面较光滑,腐蚀较轻。破口管径虽未明显胀粗,但向火侧管壁厚度比背火侧明显减薄,最薄处仅 2.56mm(含腐蚀层)。
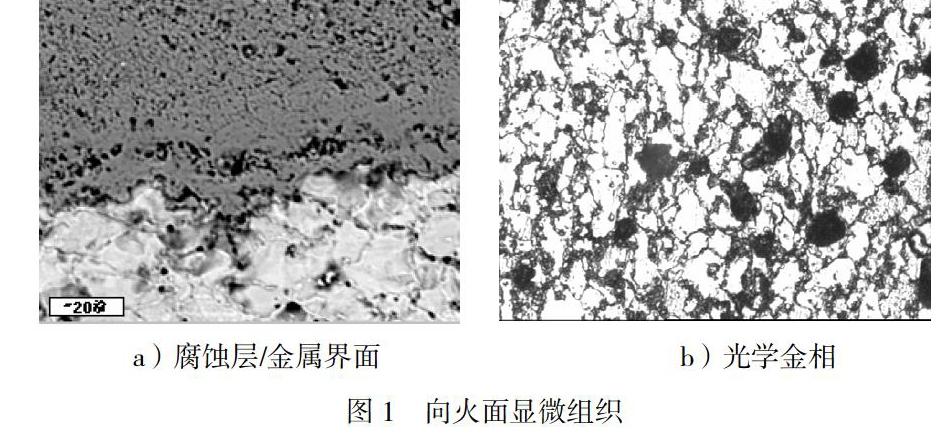
在破口附近取样依进行拉伸试验,发现向火面强度明显低于背火面,向火面的强度和塑性都接近12Cr1MoV钢力学性能的下限。向火面组织,在晶界上出现了大量的蠕变孔洞,但组织老化并不严重,为3级球化,见图1。
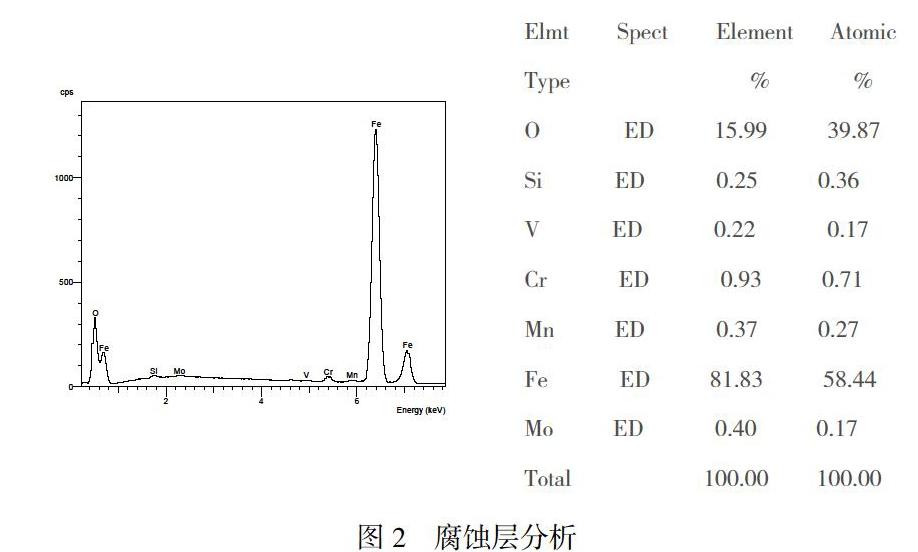
用电子探针分析向火面腐蚀层的成分,结果见图2,发现腐蚀层中不含硫,但含氧量很高,说明腐蚀层主要是合金的氧化物,不存在硫酸盐腐蚀。
2、技术分析
屏式过热器垂直悬挂在防渣管之前靠近炉膛出口处地方,它与高温烟气之间进行复杂换热,既接受一部分辐射热,也接受一部分对流换热。在高温烟气直接作用下,向火面发生严重氧化,随着运行时间的增加,氧化层不断增厚,管子导热性能降低,实际温度升高,此外氧化层增厚使管子有效壁厚减薄,应力增大,超过设计强度而爆管。在弯管部位,烟气的流速和方向被突然改变,使磨损加剧,表面疏松的氧化层很容易被冲失,暴露出新的表面,加速该部位的表面氧化,氧化后又促进磨损,因此弯头部位减薄最快,最先爆管。
3、小结
屏式过热器表面失效爆管是烟气的高温氧化和磨损共同作用的结果。
过热器管失效分析结果表明,爆管材料本身还有一定的使用潜力,即材料并未进入到老化的最后阶段,提前失效主要于表面受到烟气的高温氧化和磨损有关,腐蚀或磨损造成管壁有效厚度减薄,实际应力上升,超过设计应力而爆管。屏式过热器与高温段过热器爆管失效机理有所不同,前者是高温氧化和磨损共同作用的结果,后者失效主要是由于高温氧化,且氧化程度更加严重。过热器爆管大多由表面腐蚀或磨损所引起,它严重影响到机组的安全经济运行,用电弧喷涂方法提高过热器管表面性能和防护能力,不仅可行,而且非常必要和经济,可以发挥显著的经济和安全效益。
三、超音速电弧喷涂的技术特点
超音速电弧喷涂是在传统电弧喷涂基础上发展起来的表面工程技术,它的基本原理是利用空气动力学原理,将压缩空气经过特殊设计的拉伐尔喷嘴加速,形成超音速气流,高速气流将电弧加热熔化的丝材雾化为细小、均匀的粒子,并使之高速喷向工件形成涂层。
1、涂层组织致密,孔隙率低。
普通电弧喷涂涂层孔隙率高(>8%),影响涂层结合强度和耐蚀性能,限制电弧喷涂在某些领域的应用。超音速电弧喷涂由于雾化效果好,喷涂粒子十分细小(只有普通电弧喷涂粒子的1/3~1/8),而且速度高,打到工件表面后变形充分,因此涂层更加致密,孔隙率和孔隙尺寸都明显减少,超音速电弧喷涂涂层的孔隙率可以达到1%,能与等离子喷涂相媲美。
2、涂层结合强度显著提高。
普通电弧喷涂涂层与基体结合强度一般只有20MPa左右,与等离子喷涂相比,结合强度偏低。采用超音速电弧喷涂,涂层结合强度可以超过40MPa,这主要是由于喷涂粒子飞行速度高(超过350m/s),撞击基体表面的动能增加,因此涂层与基体表面以及涂层颗粒之间内聚强度都明显增加,可以得到高结合强度的涂层。
3、生产效率进一步提高,成本更低。
电弧喷涂的生产效率是火焰喷涂的3倍以上,且热效率高,热能利用率高达60~70%,成本只有等离子喷涂的1/9,火焰喷涂的1/10。与普通电弧相比,超音速电弧喷涂的沉积率进一步提高,可达75%。
四、涂层硬度与耐磨性试验研究
在国内喷涂丝材中选择PS45(高Cr-Ni合金)、FeCrAl和1Cr18Ni9Ti三种实芯丝材,通过对比试验研究,比较材料涂层的性能差异,结合屏式过热器失效主要原因,重点研究涂层抗硬度和耐磨性,为材料选择提供基本依据。
屏式过热器爆管既有氧化因素,也与烟气磨损有关。因此涂层硬度及耐磨性是评价涂层防护效果和寿命的另一个重要性能指标。比较涂层在喷涂态和时效处理后的硬度及耐磨性,为合理选用和设计喷涂材料的选择提供重要依据。
1、试验方法
磨损试样为57 mm×25.5 mm×6mm的低碳钢,喷涂前先经过除油和喷砂处理,然后喷涂四种材料,涂层厚度为1.0mm左右,喷涂工艺参数同前。从12Cr1MoV大直径厚壁管道上取样,加工成57 mm×25.5 mm×6mm的磨损试样。为了掌握涂层长期使用过程中组织变化对耐磨性的影响,对四种涂层进行650℃×100h时效处理。磨损试验每组2个试样,取试验结果的平均值,其中12Cr1MoV钢作为相对耐磨性基准试样。硬度测试试样为50×50×5mm,喷涂和时效效处理方法同前。
磨损试验在MLS-23型湿砂橡胶轮式磨损试验机上进行,橡胶轮直径为178mm,硬度为邵尔60度。载荷正压力为4kg,主轴转速为240转/分,磨料为石英砂(20~40目),水砂比为1kg:1.5 kg,磨程为先预磨1000转,再正式磨1000转。用失重量表征耐磨性。
硬度试验在HR2—45表面洛氏硬度计上进行,压头为金刚石,载荷为30kg,每个试样测试3个以上的点,取平均值。
2、试验结果及分析
1)涂层硬度
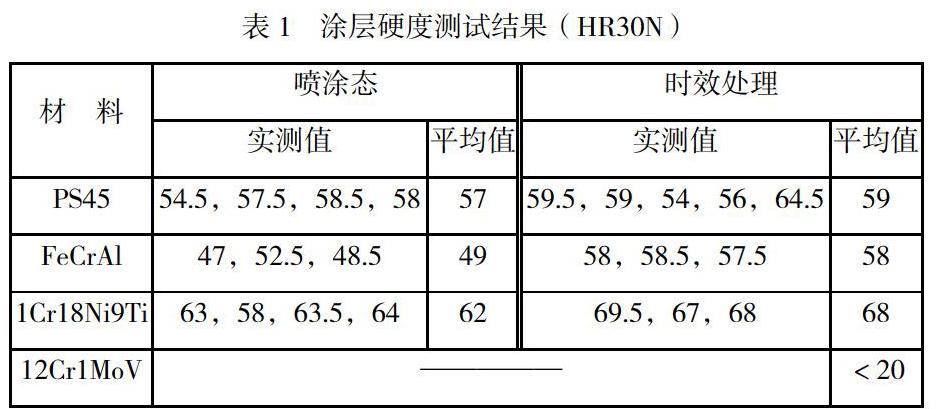
硬度试验结果见表1。
硬度試验结果表明,无论是喷涂态还是时效处理后,涂层硬度都比12Cr1MoV钢高得多,就喷涂态而言,1Cr18Ni9Ti涂层硬度最高,FeCrAl涂层最低。时效处理后,涂层硬度不仅未降低,反而有一定增加。
2)涂层耐磨性
耐磨性试验数据见表2。
耐磨性试验结果表明,PS45涂层的耐磨性最差,明显低于12Cr1MoV钢。FeCrAl次之,1Cr18Ni9Ti涂层较好。
五、结论
试验结果表明,涂层硬度与耐磨性之间并没有良好的对应关系,即并不是硬度越高耐磨性越好,这是因为硬度是涂层在压应力方向抵抗变形能力的体现,而耐磨性是涂层在正应力和切应力方向抵抗变形能力的反映。
对比数据分析表明:PS45涂层的耐磨性较差;FeCrAI涂层的抗氧化性能良好,耐磨性一般,适合在氧化严重的部件上应用;1Cr18Ni9Ti涂层的抗氧化性能及耐磨性良好,可用于氧化和磨损较严重的部件。
参考文献
【1】王汉功,查柏林.超音速度喷涂技术[M].北京:科学出版社,2005.
【2】徐滨士,马世宁.电弧喷涂及其在火电厂应用研究 [J].湖南电力,1999,(6):1~2.
【3】陈红菊,鞠振福,李清健.表面技术在电站锅炉“四管”防蚀、防磨中的应用[J] .
【4】常继伟.水冷壁防磨喷涂层对焊接质量影响.工程技术,2016.
猜你喜欢
河北科技大学学报(2022年3期)2022-07-14
电焊机(2020年10期)2020-09-10
有色金属材料与工程(2018年1期)2018-11-25
百姓生活(2018年9期)2018-09-25
恋爱婚姻家庭·养生版(2018年3期)2018-03-24
科学与财富(2018年33期)2018-01-02
环球时报(2017-03-22)2017-03-22
中国纤检(2017年1期)2017-03-07
佛山陶瓷(2017年1期)2017-02-23
科技视界(2016年11期)2016-05-23