
导轨直线度检测及其精度分析
2020-07-28 02:31张坤领
科技资讯 2020年16期
张坤领

摘 要:导轨主要用在机床的床身、滑台、立柱上,起到支承和导向作用,导轨的几何精度与各坐标轴运行方向的准确性相关,影响到工件的表面粗糙度、尺寸精度和形状精度。该文通过对数控机床导轨直线度检测方法分析,阐述了拉表法、水平仪法、准直仪法检测导轨直线度的具体步骤,并对其检测精度进行了对比,总结了3种检测方法的适用范围。
关键词:导轨直线度 拉表法 准直仪 水平仪 检测精度
中图分类号:TH161 文献标识码:A 文章编号:1672-3791(2020)06(a)-0001-04
Abstract: The guide rail is mainly used on the bed, slide table and column of the machine tool, which plays the role of supporting and guiding. The geometric accuracy of the guide rail is related to the accuracy of the running direction of each coordinate axis, which affects the surface roughness, dimensional accuracy and shape accuracy of the workpiece.Based on the analysis of the straightness detection method of CNC tool guideway, this paper expounds the concrete steps of measuring the straightness of guideway ,by using dial indicator,or precision level,or auto-collimator, and compares the measuring accuracy. The application range of three detection methods is summarized.
Key Words: Guideway Straightness; Precision Level; Auto-collimator; Precision Level; Measuring-Accuracy
导轨是数控机床上用来支承运动部件并起到导向作用的关键部件,其导轨直线度误差直接影响到机床直线坐标运动的精度,进而影响到零件加工的尺寸精度和形状精度。在机床装配过程中,导轨的直线度检测是非常重要的一个步骤。
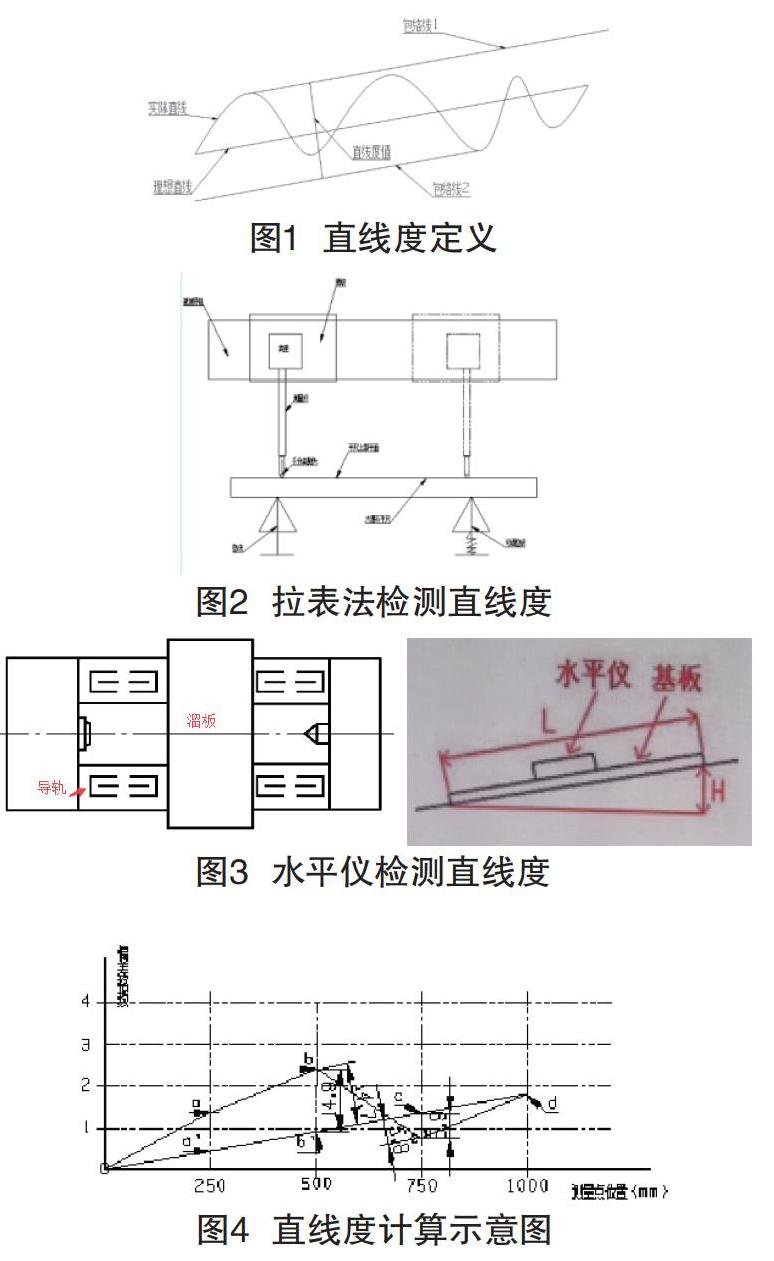
机床导轨的直线度误差包括水平面内的直线度误差和竖直面内的直线度误差,其实质是实际直线相对于理想直线的偏差,也就是在检测平面内包含实际直线的与理想直线平行的两条包络线之间的垂直距离,如图1所示。
在机床导轨直线度检测时,一般以检测范围内相距最远的两个检测点(两端点)连线作为理想直线。
1 导轨直线度检测方法
目前,导轨直线度检测常用方法主要包括水平仪检测法、准直仪检测法以及拉表法等。
1.1 拉表法检测导轨直线度
检测仪器、工具:千分表及磁性表座、大理石平尺、固定垫块与可调垫块。
适用范围:(1)垂直面内的直线度检测;(2)水平面内的直线度检测。
垂直面内的直线度检测方法如图2所示。
(1)仪器、工具的安置。
①将大理石平尺放置在机床导轨附近,两端分别垫固定垫块和可调垫块,使其侧面平行于导轨长度方向。
②磁性表座固定在需要检测的导轨上面滑块上,千分表触头触及大理石平尺上表面。
(2)检测步骤。
①校正大理石平尺方向:滑塊移到导轨最左端,读出此时千分表的读数a1;再将滑块移到导轨最右端,读出此时千分表的读数a2;若a1≠a2,调整可调垫块的高度,再次检测,调整,直至a1=a2。
②检测:沿着导轨移动滑块,从最左端移动到最右端,读出全行程中千分表示值的最大读数和最小读数,则最大读数和最小读数的差值即为导轨在垂直面内的直线度误差。
水平面内的直线度检测步骤类似,千分表触头应该接触侧面,垫块接触表面为另一侧面。
1.2 水平仪检测导轨直线度
检测仪器、工具:精密水平仪、基板或溜板。
适用范围:垂直面内的直线度检测。
检测方法及步骤如图3所示。
(1)仪器、工具的安置。
①将基板放置两导轨滑块上,将精密水平仪置于基板上。
②精密水平仪沿着导轨长度方向放置,靠近被检测导轨。
(2)检测过程。
①将基板置于(或溜板移动至)导轨行程一端,记下水平仪偏离格数。
②沿导轨行程移动基板(溜板)约250mm,再次记下水平仪偏离格数。
③依次移动,每段间隔250mm,记下各段水平仪偏离格数,左偏记为-,右篇记为﹢。
④绘图计算出导轨在垂直面内的直线度。
(3)计算方法。
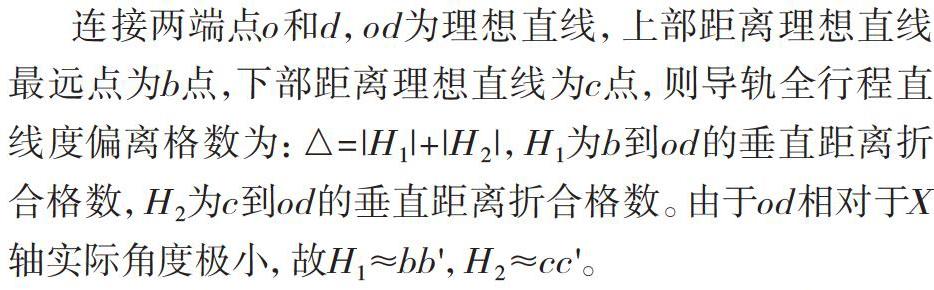
例如某长度1000mm的导轨,在各个测量位置时水平仪读数依次为:+1.4、+1.1、-1.7、+1.0格,记录为表1。
根据这些读数绘制出图4,横坐标为测量点位置,纵坐标为累计偏离格数。
连接两端点o和d,od为理想直线,上部距离理想直线最远点为b点,下部距离理想直线为c点,则导轨全行程直线度偏离格数为:△=|H1|+|H2|,H1为b到od的垂直距离折合格数,H2为c到od的垂直距离折合格数。由于od相对于X轴实际角度极小,故H1≈bb',H2≈cc'。
则导轨全行程直线度σ=(|bb'|+|cc'|)×A×L,A为水平仪精度(0.02mm/1000mm),L为每段跨度250mm。
1.3 准直仪检测导轨直线度
检测仪器、工具:准直仪、基座(L型弯板或板桥)。
适用范围:(1)垂直面内的直线度检测;(2)水平面内的直线度检测。
检测方法及步骤具体如下。
(1)仪器、工具的安置。
①将基座(L型弯板或桥板)放置于导轨被测面,并使表面接触良好,将反射镜固定在基座上,保证物镜光轴与测量方向一致,如图5(a)所示。
②将固定反射镜的基座移动至仪器物镜前,照明灯放置于仪器上,调节准直仪,直到能从目镜中看清十字刻度线,如图5(b)所示。
③通过目镜观察到两条绿色的十字线,然后调节仪器各旋钮,使绿色十字线与刻度重合,并且影像清晰,如图5(c)所示。
(2)测量步骤。
①记录下基座处于第一个位置时,准直仪调整鼓轮的读数值;测量基座长度,沿导轨长度方向移动基座(一个基座长度距离)。
②转动读数鼓轮,使十字线在视野内移动,保证每次十字线与刻度线重新重合(回到上一次位置),然后从鼓轮上读出数值。
③逐段移动基座,基座移动时必须首尾相接,并调整读数鼓轮,依次记录每个点的鼓轮读数数据,直至被测表面末端。
(3)数据处理。
①计算各点的角度偏差,通过查图表8或公式计算出距离偏差。若检测项目为垂直面内的直线度,则偏离高度计算公式为:H=L×tan(α),α为角度偏差的弧度值,L为基座长度(mm)。
②绘图计算直线度:例如某导轨测量数据及处理结果如图9所示。
根据得到的数据,画出曲线图,X轴方向为测量点的数量,Y轴方向为记录的数据值;作出曲线后,将曲线首尾相连,经曲线最高点和最低点作垂直于X轴方向的垂线,与连线相交的距离和,通过网格坐标转化成数据,即被测工件的直线度,如图6(a)所示。如果曲线全部位于连接线的一边,则只需要做一条垂线,换算其长度即可得出直线度数据,如图6(b)所示。
2 导轨直线度检测精度分析
导轨直线度检测误差主要有仪器精度误差和检测读数误差构成。
仪器精度误差是指检测仪器和检测工具本身固有的误差,例如水平仪、准直仪、千分表以及平尺本身的制造精度,滑块沿导轨移动的导向精度,基板或板桥与导轨表面(或滑块表面)的贴合精度;检测读数误差有估读误差,计算方法误差,另外,还有由于环境因素而造成的折光、热胀冷缩影响等。
2.1 拉表法检测导轨直线度检测精度
拉表法检测所用检测仪器及工具为千分表、大理石平尺,其检测误差为。其仪器精度误差由δ1千分表测量精度误差δ11、大理石平尺精度误差δ12、滑块导向精度δ13组成,总的仪器精度误差为。
其中千分表测量精度为0.002mm;大理石平尺精度与其制造等级以及长度有关,如表4所示。
以1000mm长度的导轨为例,若采用00级1000mm平尺检测,则其直线度检测精度为0.003mm。而滑块导向精度主要取决于导轨以及滑块的表面粗糙度,因导轨、滑块表面粗糙度值均较小,一般为0.1~0.4μm,则由其引起的导向精度误差最大为0.56μm。
拉表法检测读数误差δ2由估读误差δ21、环境影响误差δ22组成,因千分表精度为0.002mm,则其估读误差为0.001mm。若环境影响δ22忽略不计,则δ2=1μm。
则拉表法检测误差为即当采用00级大理石平尺和千分表检测1000mm长度的导轨时,其检测精度可高于5μm。同理可计算当检测3000mm的导轨时,其检测误差≈8.33μm即检测精度高于10μm。
2.2 水平仪检测导轨直线度检测精度
水平仪检测导轨直线度所用检测仪器及工具为精密水平仪以及板桥,其检测误差为。其仪器精度误差δ1由水平仪测量精度误差δ11、板桥贴合精度δ12组成,总的仪器精度误差为。
企业检测数控机床导轨所用水平仪灵敏度一般为0.02mm/1000mm,若检测时每段跨度为250mm,则其检测精度为0.005mm,即δ11=0.005mm,板桥贴合精度δ12主要取决于导轨以及板桥底面的表面粗糙度,若其表面粗糙度为0.1~0.4μm,则尤其引起的贴合精度误差δ12<1μm。
水平仪检测导轨直线度检测读数误差δ2由估读误差δ21、计算方法误差δ22、环境影响误差δ23组成。按水平仪估读误差为0.5格,则其估读误差δ21为0.0025mm。
计算方法误差δ22如图7所示。
假设最大偏离Ya为5格,终点d偏离累计为10格,则:
带入上述公式可得δ22=3.125×10-11mm≈0mm,即δ22可以忽略不计。
若环境影响δ23忽略不计,则δ2=2.5μm。
则总的检测误差为:
即当采用灵敏度为0.002mm/1000mm的精密水平仪检测导轨時,其检测精度略低于5μm。
2.3 准直仪检测导轨直线度检测精度
准直仪检测导轨直线度所用检测仪器及工具为准直仪以及基板,其检测误差为。其仪器精度误差δ1由准直仪测量精度误差δ11、基板贴合精度δ12组成,总的仪器精度误差为。
若准直仪鼓轮最小读数为1'',基板长度为250mm,根据表2可知,其检测精度为0.0012mm,即δ11=0.0012mm,基板贴合精度δ12主要取决于导轨以及基板底面的表面粗糙度,表面由前述可知引起的贴合精度误差δ12<1μm。
准直仪检测导轨直线度检测读数误差δ2由估读误差δ21、计算方法误差δ22、环境影响误差δ23组成。按准直仪估读误差为0.5”,则其估读误差δ21为0.0006mm。即δ2=0.6μm。
则总的检测误差为
即当采用灵敏度为1''的准直仪检测导轨直线度时,其检测精度高于2μm。
3 结语
从以上分析可知,导轨直线度检测精度以准直仪检测最为精确,角度检测灵敏度为1''时,其检测精度高达2μm;拉表法检测精度除了与指示器精度有关外,还主要与导轨和大理石长度及制造精度有关,当采用精度为0.002mm的千分表配合00级大理石平尺检测时,1000mm长度导轨直线度检测精度高于5μm,3000mm长度导軌直线度检测精度高于10μm;而水平仪检测法精度主要与水平仪精度有关,当采用0.02mm/1000mm的精密水平仪检测时,其检测精度略低于5μm。
另外,准直仪检测适宜于导轨直线度要求较高的长导轨,可以同时检测垂直面内和水平面内的直线度;拉表法适宜于检测3m长度以内的导轨,可以分别检测垂直面和水平面内的直线度;水平仪检测法精度相对较低,且只能用于垂直面内的直线度检测。
参考文献
[1] 严杰文,司卫征.大长尺寸光滑精密导轨直线度测量[J].工程与材料科学,2013(2):93.
[2] 和云敏.机床导轨直线度的检验方法综述[J].河北农机,2016(12):47.
[3] 吴呼玲.自准直仪测量直线度误差[J].内燃机与配件,2018(4):70-72.
[4] 戴国东.水平仪测量导轨直线度误差数据的处理方法[J].科技风,2017(8):167-168.
[5] 马晓峰,卢红,张永权,等.直线导轨的矫直及其直线度的误差评定[J].机械设计与制造,2014(10):226-228.
[6] 王云龙,李逸群,孙谊.基于激光准直仪的导轨几何误差测量[J].现代制造技术与装备,2017(7):138-139.
[7].罗俊波,林松,杨甫,等.基于双自准直仪对置测量直线度的测量数据处理分析[J].机床与液压,2017(10):158-161.
[8] 任海涛,常文芬.精密卧式加工中心滚动导轨直线度检测方法的探讨[J].制造技术与机床,2018(6):117-119.
[9] 吴丽雄.自准直仪示值误差测量结果不确定度分析[J].中国计量,2016(2):77-78.
[10] 张正,郝灵波.浅谈用框式水平仪测量导轨直线度误差[J].中国高新技术企业,2011(5):26-27.
