不落轮镟床及其在有轨电车轮对镟修中的应用
2020-07-23 06:16王威胡活力
科技风 2020年19期
王威 胡活力
摘 要: 介绍不落轮镟床的系统组成,并结合武汉光谷现代有轨电车的应用现状,对作业流程、镟修标准进行论述,在应用和技术层面提出改进意见。
关键词: 100%低地板有轨电车;不落轮镟床;轮对镟修
有轨电车在运行工程中,轮对踏面及轮缘与钢轨接触产生磨耗和变形。与地铁拥有独立路权不同,有轨电车需要与社会车辆共享路权,道路状况较地铁差,车辆运行过程中有较高概率遇到突发状况而紧急停车,轨道上的异物也较多,在这样的行驶条件下,更容易造成轮对的擦伤、磕伤甚至掉块。这就需要对不符合正常标准要求的轮对进行镟修。
武汉光谷现代有轨电车运营公司的光谷量子号是100%低地板有轨电车,引进的是赫根赛特的U2000-400M型数控不落轮镟床,作为对有轨电车轮对不落轮进行加工镟修。
1 不落轮镟床的系统组成
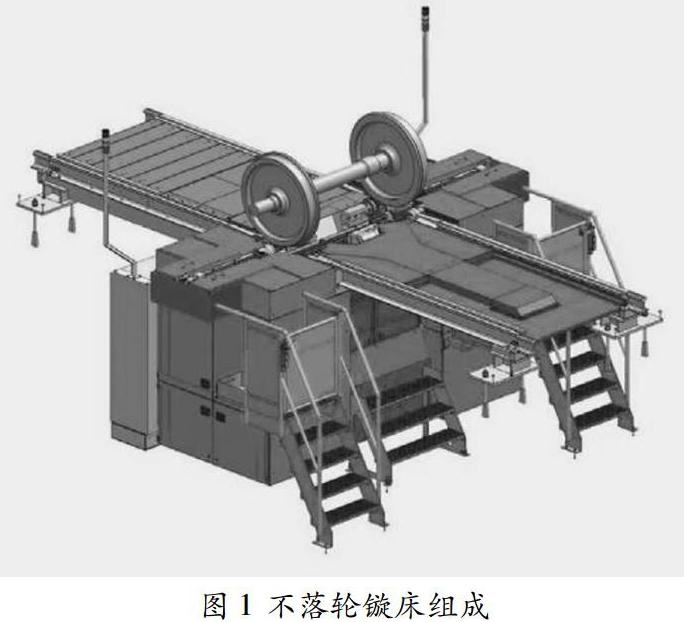
U2000-400M型数控不落轮镟床主要由轨道、机座、横梁、轮对驱动装置、轮对固定装置、数控车削滑架、测量和定位装置、电气设备、控制系统、液压系统、排屑装置、排烟机等部分组成(如图1所示)。
轨道包括固定轨道和滑轨,固定轨道为具有导向功能的槽型轨道,用于与土建轨道相连接,滑轨在车辆轮对对位后,将从车床中心缩回。
机座以机床平衡垫铁固定在地基上并校准。驱动轮回转装置、主操作面板、带滑架的横梁、内外轴承固定装置、挡板、开关柜、信号指示灯、平衡垫铁等都固定在机座上。
横梁螺装在机架上,滑架、轴向轮、内外轴承固定装置、支撑式都安装在横梁上。
轮对驱动装置,用于轮对的固定和驱动通过在竖直方向浮动的摩擦驱动系统实现。为了使车辆轮对能够对中,在后驱动轮的区域各装有一个侧压轮。
轮对固定装置,为了取得最高的机加工精度,镟修时使装入的轮对的位置相对于测量工具和车削刀具基准点保持恒定十分重要。该车床有多种固定方式,有轨电车轮对为内轴承轮对,故采用下压式内轴承固定方式。每轮的附加符合不超过40kN。
数控车削滑架可根据加工要求,沿水平(X方向)和竖直(Z方向)运动。刀具及测量装置安装在滑架上。
测量和定位装置,在每个横向滑座内都有一个液压驱动的可伸出的测量装置,以测定轴向和径向位置和轮箍断面的磨损值,也可测量轮对内侧距、轴向窜动和径向跳动。
电气设备和控制系统由2个开关柜、主操作面板、手持操作装置、扩展型操作面板组成。
液压系统包括用于供应液压油的液压单元和用于功能控制的控制阀。
排屑装置可自动从机床中将碎屑运走,还可利用机床內置的断屑器将长铁屑切短。在机床生产效益和日常劳动消耗中扮演着重要的角色。
排烟机的任务是吸除轮对加工时产生的烟雾。烟雾颗粒通过机床中的吸槽和管路被吸到排烟机中。
2 不落轮镟床的应用
2.1 任务流程
在车辆检修人员按照检修规程检查,发现有轨电车车辆轮对表面有不符合标准的变形、擦伤、磕伤甚至掉块时,由检修人员填写《轮对镟修尺寸表》发车辆机械工程师,由车辆工程师确认,确认镟修后,下发镟轮生产通知单,最后由生产调度协调检修人员安排镟轮作业。
2.2 镟修流程
2.2.1 夹紧
由于光谷现代有轨电车是基于庞巴迪Flex city 2技术平台的5模块100%低地板车辆,为满足低地板需求,车底结构比较紧凑,轮对尺寸也较地铁车辆小,轮对轴承在内侧,故采用下压式内轴承固定方式,镟修时需要定制的工装将轮对固定住。由于车底结构紧凑,所以目前市面上能采购到的轮径尺均无法测量轮对数据,故也可以采用不落轮镟床对车轮尺寸进行测量。若只进行测量,不加工,可以在夹紧设置中选择部分夹紧,部分夹紧不需要安装夹紧用的定制工装。
2.2.2 加工前测量
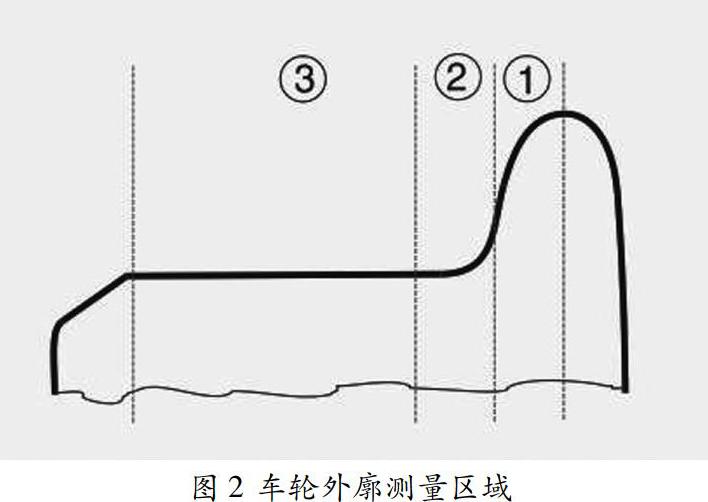
夹紧结束之后,进行加工前测量,加工前测量时需要输入轮箍宽度,一般地铁车辆轮对轮箍宽度为138mm,现代有轨电车轮箍宽度为125mm。车轮外廓被分为如图2所示的三个测量区域,测量点的数量决定测量精度,从1区到3区测量点的数量不得超过100个。通过改变各区域的划分或者界面中的可调数值,可使某些轮廓区用较高的密度点进行测量(高精度)。
测量参数包括:轴向窜动、直径、径向跳动、QR尺寸、轮缘厚度及高度。
2.2.3 计算
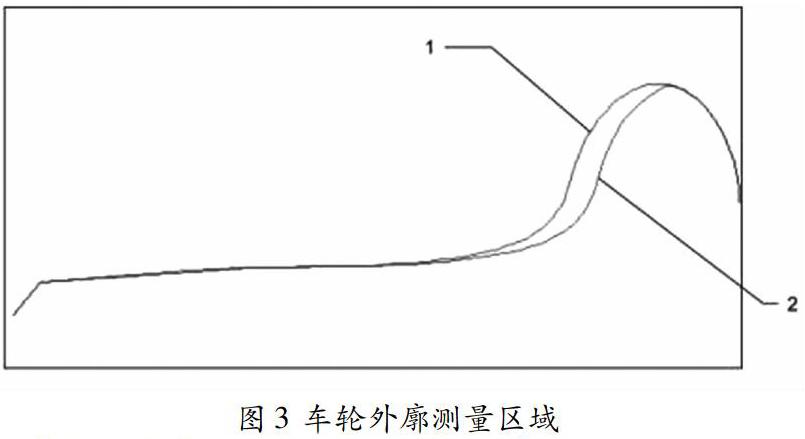
每个额定轮廓都以一定的数学描述保存在控制系统中。如果在轮廓修复时要节约物料,为了提高轮对行驶里程,就不会将轮缘修复到原来的满轮缘厚度,而是稍小的厚度(这就称为“轮缘减小”)。以这种方式修复的轮廓称为原始额定轮廓的“变型”。下图显示额定轮廓(1)和变型轮廓(2)间的差别。
进行“计算”时,系统将创建一个可供使用的变型列表。该菜单界面是菜单界面“计算”的一个子菜单。该菜单可以让操作员了解一个轮对加工的变型数量。操作员可以根据特殊的几何尺寸和技术指标来选择合适他要求的变型。
2.2.4 加工
选定变形后依照变形进行加工,加工时输入根据要切削的量输入额定直径,启动后通过控制主轴转速旋钮和进给速度旋钮控制加工时的进给量和主轴转速。类似于车削加工,主轴转速越高,进给量越小,轮对表面加工质量也就越好。
加工过程分为切削和精切削,系统进行切削划分时,会留0.5mm半径量作为最后精切削。有轨电车轮对加工后同一根车轴上两轮对直径差不超过0.3mm,同意转向架两根车轴上最小与最大轮对直径差不超过3mm,整车六根车轴上最小与最大轮对直径差不超过8mm。
2.2.5 加工后测量
测量参数与加工前测量相同。此时若发现轮对表面损伤依然存在,可回到加工界面,重新输入额定直径,修整后进一步镟修轮对。
2.2.6 松开
确认轮对镟修完成后,回到夹紧/松开界面,选择松开,启动程序,镟床滑架回到起始位置,侧压轮回收,滑轨伸出,然后需要打开安全门拆下轴承固定装置,驱动轮落回后,松开过程结束,此时开始打印镟修加工报告,整个加工结束。
3 现有问题和建议
3.1 现有问题
为了夏天可以使用空调给镟修人员提供一个较凉爽的工作环境,同时为镟床防尘,多数镟床基坑上部都安装了防尘罩,但由于防尘罩并非赫根赛特厂家设计安装,所以防尘罩的部分钢结构安装后导致镟床机体保护罩、盖板等没有拆装空间,后期维修维保需要强行破拆防尘罩,给镟床后期维修维保带来不便。
3.2 建议
不落轮镟床厂家可以结合安装基坑的现场条件,为镟床设计专门的防尘罩,满足基坑内空调可以正常运作,同时不会影响到后期部落轮镟床的维修保养。
4 结语
不落轮镟床的使用中,会出现各种问题故障,维修的方法也需要我们在实践中去掌握。我们在这里探讨了一些镟床的基本使用方法,旨在让业内人士了解不落轮镟床在有轨电车中的应用。
猜你喜欢
青少年科技博览(中学版)(2021年11期)2021-03-07
中国电气工程学报(2020年3期)2020-07-31
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
时代英语·高一(2019年5期)2019-09-03
科技风(2018年23期)2018-05-14
Coco薇(2017年10期)2017-10-12
中国信息化·学术版(2013年5期)2013-10-09
微型计算机·Geek(2009年8期)2009-12-15
大灰狼(2009年7期)2009-08-26
舒适广告(2008年9期)2008-09-22