基于PLC的矿用提升机监控系统改进设计
2020-07-23 09:07崔文亮
机电工程技术 2020年6期
崔文亮
(阳煤集团平定裕泰煤业有限公司,山西阳泉 045200)
0 引言
矿用提升机作为煤矿开采中的重要设备,已在煤矿中得到了广泛应用,监控系统则成为保证提升机作业安全的重要系统。现有的监控系统大多存在监控精度低、响应速度慢、计算能力差等问题[1],加上井下环境的恶劣性和设备使用年限相对较长,导致现有的监控系统存在严重老化或信号误报率高等问题,严重影响着提升机的作业效率及运行安全。因此,有必要将更加先进的控制技术应用到监控系统中[2]。为此,结合现有监控系统存在问题及PLC控制技术的优势,开展了基于PLC控制技术的提升机监控系统升级优化研究,并对改进后的监控系统进行了应用测试,由此验证了改进后的监控系统具有一定的可行性,能更好地保证提升机的作业安全。
1 现有提升机监控系统存在问题
目前,国内煤矿中提升机大多采用的是20世纪90年代的设备,就算使用时间短的设备也有约10年,其自动化和智能化程度相对较低。下面就提升机上的监控系统存在的问题进行分析,具体如下:
(1)现有的监控系统通讯主要采用电缆方式进行连接,存在抗信号干扰能力差、信号传输速度慢、网络冗余功能设计不足、电缆老化严重等问题,系统发生较小的故障都可能会使提升机无法正常作业,严重影响设备的作业效率[3];
(2)现有的监控系统存在设备操作、设备监控、故障判断等方面存在灵活性差、响应不灵敏等问题,且整体具有较大的耗电量,对整个煤矿环境的安全性造成了严重的安全隐患;
(3)现有传感器虽能对提升机中的油温、油压、电压等信号进行数据采集,但大部分传感器设备存在老化严重、信号采集精度低、响应速度慢等问题,时常出现信号误判现象,这将会对操作人员的判断造成巨大影响,严重时会造成设备及人员的损坏或伤亡[4];
(4)监控系统的控制方式较为落后,与当下的PLC控制技术相比,存在系统运行速度慢、运算能力弱等问题,系统运算复杂时,现有的系统处理器可能会出现无法分析计算状况,使监控系统无法准确地对提升机运行状态进行监控,这也给提升机的作业安全性造成了严重威胁[5]。
综上分析,随着控制技术、计算机技术的不断升级和发展,将更加先进的技术应用到提升机监控系统中,实现监控系统的升级优化,已成为提高提升机作业效率及安全的重要方向。
2 监控系统的总体设计
提升机监控系统主要由底层设备层、核心控制层、信息管理层等组成,其中,底层设备层包括了各类传感器、配电柜、电机、变频器等,主要负责对提升机中各类信号进行实时采集;核心控制层则主要包括PLC控制器、交换机等,主要负责接收来自底层信号,并通过内部的程序代码和判断算法,对信号进行分析判断,最终通过交换机将处理后的控制命令信号传输至上机位管理层;而信息管理层主要负责接收核心层发出的控制命令信号,通过上机位软件内部程序的故障诊断和分析,向相应功能模块发出声光报警、远程控制及信号显示等操作,同时,根据需要将信息进行打印、存储及曲线绘制,以此来实现提升机运行状态的监控和控制,整个提升机监控系统的结构框架如图1所示。考虑到提升机监控系统存在一定的复杂性,控制及运算量相对较大,故在监控系统改进设计中,选用了西门子的S7-300系列的PLC控制器作为监控系统的信号收集及处理的工具。而传感器则配备了速度传感器、油压传感器、油温传感器、电压传感器、电流传感器等,分别负责对提升机运行中的提升速度、制动系统油压、制动系统油温、控制系统工作电压及电流等信号的采集;而监控系统中的通讯则采用了CAN总线方式进行通讯,上机位与下机位之间采用了以太网方式进行连接,以此实现监控信号的实时共享和交换。
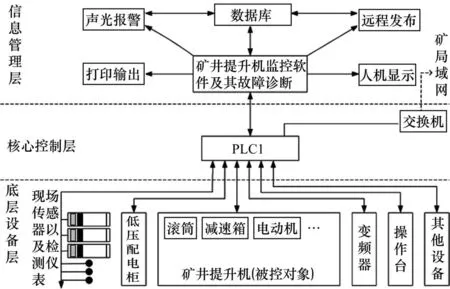
图1 监控系统结构框架图
3 监控系统关键分系统设计
3.1 PLC控制器匹配
PLC控制器是整个提升机监控系统的核心部分,也是整个硬件系统的重要组成,能快速完成外界信号的全面接收,并通过内部的程序代码和计算方法,完成输入信号的分析处理,并实时向外部发出控制信号[6]。因此,在选用的S7-300系列PLC控制器,提升机中的电压、电流、油压、温度、传感器信号等信息可通过模拟量输入接口进行输入,在PLC内部进行处理后,通过模拟量输出接口进行控制命令信号的输出。该PLC控制器的工作电压平台设计为24 V直流电压,CPU采用了CPU 315-2PN/DP型号,可通过循环扫描方式来接收处理输入信号,并进行相应的逻辑运算、诊断及程序编写等操作,所配备的32个功能模块,具有较强的扩展能力。同时,PLC控制器中的数字量输入模块则采用了SM321型号,能稳定、快速地将传感器信号转为CPU能识别的电平信号,是整个PLC内部的桥梁。另外,PLC控制器中的电源模块则采用了PS307型号,并进行双电源模块的供电配置,可迅速将外部220 V/380 V交流电源转为24 V直流电源,其工作电流范围为2~10 A,能较好地满足系统不同用电的控制需求。所配备的PLC控制器能更好地满足提升机监控系统的使用需求。
3.2 监控系统电气控制
在整个监控系统中,存在着诸多电气元件,而各元件之间需通过专门的控制方式进行连接。目前,针对元件的控制主要有手动控制和PLC远程控制,其中,手动控制虽在某些程度能节约一定的费用、操作更容易,但存在线路复杂、稳定性较差等问题,导致手动控制经常出现信息误报等故障问题,且后期检修时也存在较大的难度。而采用PLC控制器进行控制,能大大提高控制系统的稳定性,系统出现故障的概率明显降低,安全系数更高,适用于复杂线路的控制。因此,针对提升机的监控系统,则采用了手动和PLC两种控制方式进行双重控制,大大提高了系统的灵活性和稳定性。整个监控系统中的电气控制原理如图2所示,图中外部电压通过整流变压器后,输送至变频调节柜,最终将高电压转换为对应的PLC工作电压、测速机工作电压及其他电压平台,以此完成对用电元件的电压供电;其中,外部所有元件的信号将会汇总于PLC控制柜中,经过PLC的统一分析处理后,分别对外发出相应的控制命令。

图2 提升机电气控制原理图
3.3 PLC控制程序
结合前文确定的PLC控制器,在完成监控系统相关硬件匹配后,需对其控制程序进行编程设计。由于提升机监控系统相对复杂,运行较为紧凑,故在PLC控制程序设计中,需主要对OB100系统初始化模块、OB1循环组织块、故障诊断处理模块、通讯数据模块、控制命令模块等不同方面进行设计,PLC控制程序总体框架图如图3所示。
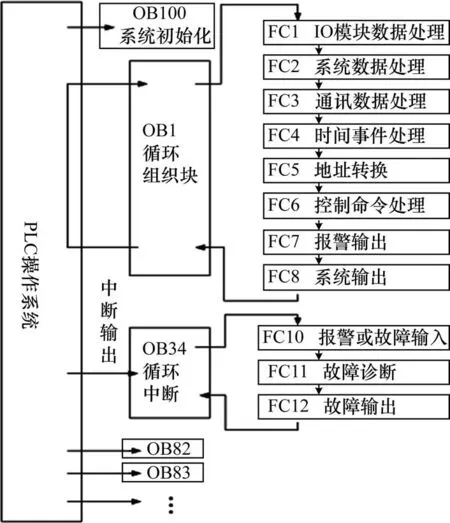
图3 PLC控制程序框架图
通讯数据处理程序是PLC控制程序中的一部分。该程序采用了STEP7编程软件中梯形图语言对其进行程序编写,之后编好的程序可向上机位发出按规律变化的电信号数值,上机位软件通过内部的识别判断程序,将该数值与设定值进行周期性判断,若两数值相同,则允许运行系统的通讯连接,否则将中断通讯。通讯数据处理模块的控制程序如图4所示。而PLC控制器中其他功能程序基本采用统一编程方法进行编写,这里就不一一赘述。
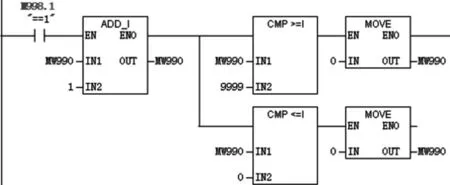
图4 PLC通讯数据处理模块的控制程序图
4 提升机监控系统应用效果分析
在现有监控系统基础上,采用PLC控制方式完成了提升机监控系统的改进升级。为进一步验证改进后的监控系统整体性能,将其在裕泰煤矿中某型号的提升机上进行了应用测试,测试中,主要在现有提升机监控系统基础上,更换及加装了相关的PLC控制器、控制程序及相关传感器和其他设备,开展了近4个月的应用测试。
通过现场测试,得出改进后的监控系统在运行过程中未出现系统不稳定或系统故障等问题,运行状态良好,对提升机作业中的相关信号监控及显示更加快速、及时,在系统报警中,也添加了多级故障报警提示,人机界面显示的相关信号参数也更加全面。在整个测试过程中,提升机未出现较大的故障问题,即使出现了故障问题,也全部在显示界面中进行了实时显示,与原有监控系统相比,系统智能程度更高,使提升机故障率降低了约45%,作业人员的劳动强度也减轻了50%左右。据推算,该监控系统在提升机上的应用,一年时间内,将为企业增加约50万的经济效益。
5 结束语
为保障提升机作业过程中具有更高的作业效率及安全,对其设备中安装的监控系统进行升级优化设计,已成为当下煤矿企业重点考虑的问题。因此,重点分析了现有提升机监控系统运行中存在的问题,以此为基础,开展了基于PLC控制的监控系统改进设计和现场应用测试,测试结果表明:
(1)改进后的监控系统功能更加齐全,性能更加稳定可靠,信号分析处理速度更快;
(2)改进后的监控系统使提升机的故障率降低45%左右,人员的劳动强度减轻50%左右,给企业带来的经济效益相当明显;
(3)改进后监控系统得到了现场人员的一致认可和好评,同意将其进行投入使用;
(4)该研究对提高监控系统综合性能具有重要作用,能有效提高提升机的作业效率及作业安全。
猜你喜欢
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
煤气与热力(2021年12期)2022-01-19
装备制造技术(2020年4期)2020-12-25
汽车文摘(2015年1期)2016-01-13
中国高新技术企业(2015年13期)2015-04-30
筑路机械与施工机械化(2014年4期)2014-03-01
中国造纸(2014年1期)2014-03-01
自动化博览(2014年9期)2014-02-28
自动化博览(2014年4期)2014-02-28