
搅拌摩擦焊的无线跟踪测力装置设计★
2020-07-23 07:46隋峻浩宋淼杉黄玥婧琚恭伟
山西建筑 2020年15期
隋峻浩 宋淼杉 黄玥婧 琚恭伟 徐 博
(1.东北林业大学机电工程学院,黑龙江 哈尔滨 150040; 2.东北林业大学信息与计算机工程学院,黑龙江 哈尔滨 150040)
搅拌摩擦焊(Fricition Stir Welding)是英国焊接研究所于1991年发明的一种新型焊接方法,与传统的焊接方法相比具有焊接变形小,焊缝强度高,可以焊接异种金属等诸多优点。在焊接的过程中,搅拌头与工件之间产生的三向力会对焊接质量产生直接影响。而在这些力当中,顶锻力对焊接质量的作用尤为关键。目前国内的测力装置大部分作用于机床的下方,这些装置有着诸如移动不方便、受工件变形量较大影响等缺点,且不能随着机床主轴的移动实时监测力的变化,在准确性和灵活性上具有一定缺陷,因此本课题研发了一种新型的无线测力装置。该搅拌摩擦焊的无线跟踪测力装置通过直接安装在机床主轴上,使得测力装置可以跟随搅拌摩擦焊头进行移动,从而实现搅拌摩擦焊力的全行程动态跟踪检测,为改善搅拌摩擦焊的焊接质量、建立焊接的闭环控制系统打下基础。
1 装置的总体设计
本套装置主要由刀柄,连接装置,信号传输系统,搅拌摩擦焊头以及用于接收信号的Android智能终端组成,装置结构如图1所示。其中,连接装置包括用于与刀柄连接的连接件,DYLF-102轮辐式拉压力传感器以及连接盘。信号传输系统包括24 V直流电池、降压板、电压放大器、电压无线采集模块、无线发射模块。
通过连接装置,可以实现机床主轴,刀柄,传感器以及搅拌摩擦焊头的连接。连接装置中搭载着信号传输系统,信号传输系统可以接收压力传感器的压力信号并将信号传输到Android智能终端上,实现搅拌摩擦焊力的动态监测。
2 搅拌摩擦焊力的检测装置详细设计
2.1 压力传感器的选型
电阻式应变传感器是通过力对传感器的电阻的改变测量力的大小。考虑到传感器需要在主轴上旋转,电阻式传感器的外形是轮毂式的,在结构上比较合适。根据实验测得,焊接5 mm铝合金板所需的搅拌头轴向压力不大于4 kN,因此选用DYLF-102轮辐式拉压力传感器,传感器的主要技术指标如表1所示。
2.2 连接装置的设计
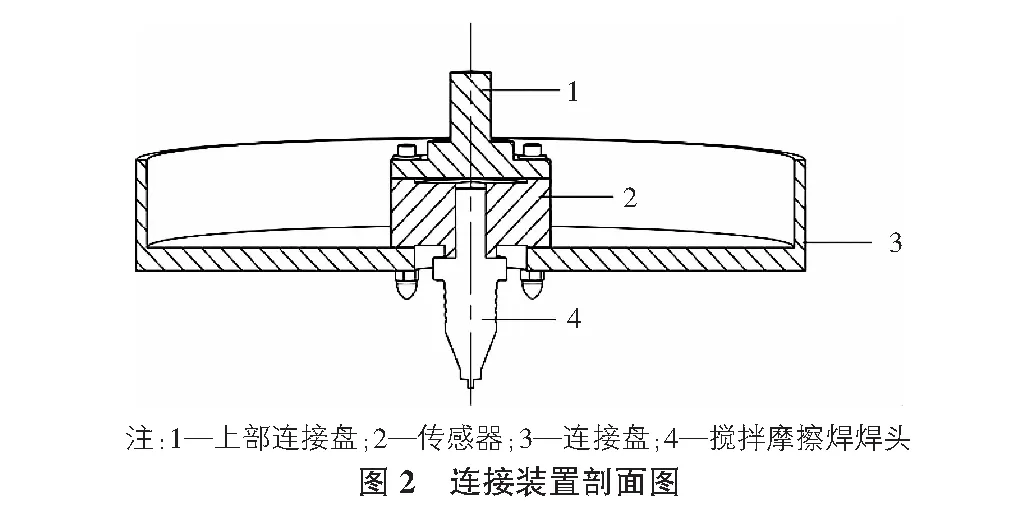
该部分装置主要由电阻式应变传感器、用于与刀柄连接的连接件以及连接盘组成。刀柄通过气压与机床的拉刀装置连接,刀柄的下端与连接件相连接。本装置所采用的传感器为DYLF-102轮辐式拉压力传感器,该种传感器的外圈是圆周分布的8个沉头孔,上部连接件的外圈等距环形分布着8个通孔,连接盘上同样等距分布着8个通孔,传感器与上部连接件和连接盘采用螺栓连接。连接盘是一个有58通孔的塑料材质的圆盘,可以用扎带固定信号传输系统中的电池、降压板、电压放大器以及无线采集模块,防止旋转过程中元件发生松动。传感器的中心孔带有螺纹,与搅拌摩擦焊头上部的螺纹进行配合,完成传感器与焊头的连接。各部分的连接如图2所示。
为保证测量结果的准确性,需要力完全施加在传感器上,因此,在搅拌摩擦焊焊头与传感器上均设置凸台,保证二者之间的紧密配合。
2.3 信号传输系统的设计
信号传输系统由无线传输模块和供电系统两部分组成。电阻式传感器采集的信号通过电压放大器放大,然后由电压无线采集模块和无线发射模块通过蓝牙传输到数据接收显示系统。由于整套装置在机床的旋转主轴上,因此设计了电池供电系统给无线传输系统供电。
2.3.1信号传输系统无线传输模块的设计
电阻式应变传感器是以弹性体为中介,通过力作用在贴传感器两边的电阻应片使它的阻值发生变化,再经过相应的电路转换为电的信号,最后测得压力值。由于压力传感器的输出电压极小,在mV量级,所以需要在压力传感器与无线采集模块之间连接一个电压放大模块。这样,便可以将压力传感器输出的电压经过电压模块放大后传输给电压采集模块进行采集,然后将采集到的电压值通过蓝牙无线通信技术传输出去,并使用支持蓝牙通信的Android智能终端接收无线传输信号,将接收到的采样信号还原成电压值在终端显示屏上显示出来,以便得到实时的跟踪数据,从而对焊接力进行实时的调整。
2.3.2信号传输系统的供电系统设计
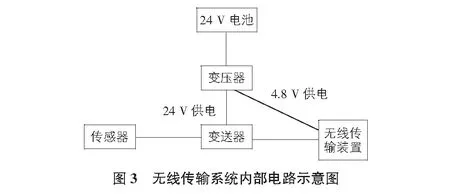
传感器所需的电压放大器要连接24 V直流电源供电,电压无线采集模块需要接4.8 V直流电源。由于整套装置位于机床主轴且工作时跟随主轴做高速旋转运动,因此可以选用电池对电路进行供电。供电方案有如下两种:
方案一:分别用24 V电池与4.8 V电池对电压放大器和电压无线采集模块进行供电。
方案二:选用24 V电池直接对电压放大器供电并通过24 V电压并联降压板将电压降为4.8 V对无线传输装置进行供电。
经过实验比较发现,方案一的实验误差显著高于实验二的误差。显然,方案二的电路系统设计优于方案一。经分析认为,由于电池的输出电压通常存在一定的波动,如果使用两个电池分别供电会增大测量误差,而若是只使用一个电池,通过并联降压板的方法实现分别供电则可以使电压放大器与电压无线采集模块的电源输入电压实现同步变化,从而减小所测得的误差。无线传输系统的内部电路示意图如图3所示。
2.4 蓝牙无线通信技术
在此套装置中,我们使用蓝牙技术来实现无线通信。蓝牙技术是采用全双工分时传输信息的技术,信息以分组结构的方式进行数据交换。在传输过程中,各信息分组用不同的跳频算法实现信息的传输。本套装置使用蓝牙模块和带蓝牙功能的Android系统建立连接,按照蓝牙传输协议实现蓝牙模块与Android系统之间的无线通信。在本课题中使用的蓝牙模块型号为蓝牙2.0,这个模块可以采集一路单向电压信号并可以无线传输到Android设备中,最高采样频率为10 kHz,电压分辨率为2 mV,工作电流为5 mA,工作温度在-40 ℃~85 ℃之间,常温下工作状态稳定,在空旷地带无线传输距离可达10 m。接收信号的Android系统中预先安装已开发的软件,通过该软件将蓝牙技术无线传输接收到的数据增加一定的偏置和增益后在显示屏中显示。同时,预先调整电压放大模块的放大倍数,使之与开发软件的偏置和增益值相匹配,便可在Android系统中得到实时的压力值,并根据所得数据绘制出压力的实时变化曲线。这一功能对后续机床的焊接力控制提供了可靠有效的数据支持。
3 搅拌摩擦焊无线测力装置的有益效果
在实验室条件下,将无线传输系统固定在连接装置上,并连接好无线传输系统的供电系统。给传感器动态施加压力,可以看到Android智能终端上的数值随着施加的压力的变化动态变化。
搅拌摩擦焊焊接过程中,下压力的大小对焊接质量起着关键性作用,可以通过改变搅拌摩擦焊焊接头的压入深度来控制焊接力的大小。但是,受到机床的振动、夹具装夹时铝合金板的变形以及铝合金板受热变形的影响,给定压入深度会发生变化,从而导致搅拌摩擦焊焊接过程中受力的变化而影响焊接质量。因此,可以采用闭环控制系统对搅拌摩擦焊的焊接过程加以控制。利用此装置,可以快速地获取力的动态变化数值。将测得的动态变化的力输入PLC的输入端,PLC的输出端连接机床主轴,控制主轴升降来控制压入深度,从而可以将搅拌摩擦焊的焊接力控制在一个基本恒定的数值,保证搅拌摩擦焊的焊接质量。
4 结语
本课题所研制的搅拌摩擦焊动态测力装置能够实时测量出顶锻力的大小,并且通过蓝牙与智能终端的运用,可以与不同搅拌摩擦焊设备连接,方便了使用者的使用。同时,这套装置具有便于装卸,应用范围广等诸多优点,对提高搅拌摩擦焊的焊接工艺与提高焊接质量具有一定的推动作用,有着广阔的应用空间。
猜你喜欢
工业设计(2022年7期)2022-08-12
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
纺织科学研究(2021年6期)2021-07-15
无线互联科技(2021年4期)2021-04-21
小猕猴智力画刊(2019年3期)2019-04-19
电子制作(2018年23期)2018-12-26
电子制作(2018年19期)2018-11-14
家庭影院技术(2018年10期)2018-11-02
家庭影院技术(2018年3期)2018-05-09
作文周刊·小学二年级版(2018年9期)2018-04-18
