基于激光测距引导定位系统概述
2020-07-20 03:24林均华
科学与信息化 2020年16期
林均华

摘 要 随着智能化装备的不断发展,传统制造业不断的升级改造,机器人、多轴机械手等在制造業广泛应用于搬运,上下料等工作。由于机器人机械手要精确抓取物料,需要不接触产品情况下有较高精度的柔性定位系统。本文针对输送带对称产品开发的基于激光测距非接触式、高兼容性的柔性机器人、机械手引导定位系统进行阐述。
关键词 激光测距;智能化装备;定位系统
引言
随着智能化装备的发展,国内传统制造企业,逐步大规模应用工业机器人、机械手等替换人工取放料等高强度高风险工作,以提高半自动设备的利用率、提高生产效率降低工人劳动强度、降低用工成本等。然而,应用工业机器人、机械手等进行取放料需要较高精度、兼容性高的定位机构。目前,制造自动化生产线绝大部分采用机械式定位,其主要原因是成本低、结构简单、技术门槛低。但是采用机械定位的缺点十分明显,精度低,更换产品是需要调整或更换机械定位,而且干扰输送带连续性,更重要的是在定位过程中经常损坏已加工工件表面或者导致产品堆叠而损坏产品,导致不良率升高。要解决这些问题,可以采用非接触式、高精度的定位系统。目前,高要求的自动化生产线大多采用视觉定位引导系统,但是该系统技术门槛高,操作复杂,造价昂贵,尤其大视野、恶劣工况系统成本更高、从而限制其在中低端制造业的应用。本文采用了基于激光测距传感器、伺服驱动系统定位,通过PLC控制伺服驱动系统以及采集激光测距传感器数据,实现不接触产品的情况下,获取产品高度及中心坐标。并通过通用工业协议将引导坐标数据发送至工业机器人、机械手等执行机构,从而实现引导执行机构定位抓取产品[1]。
1定位系统主要结构及工作原理
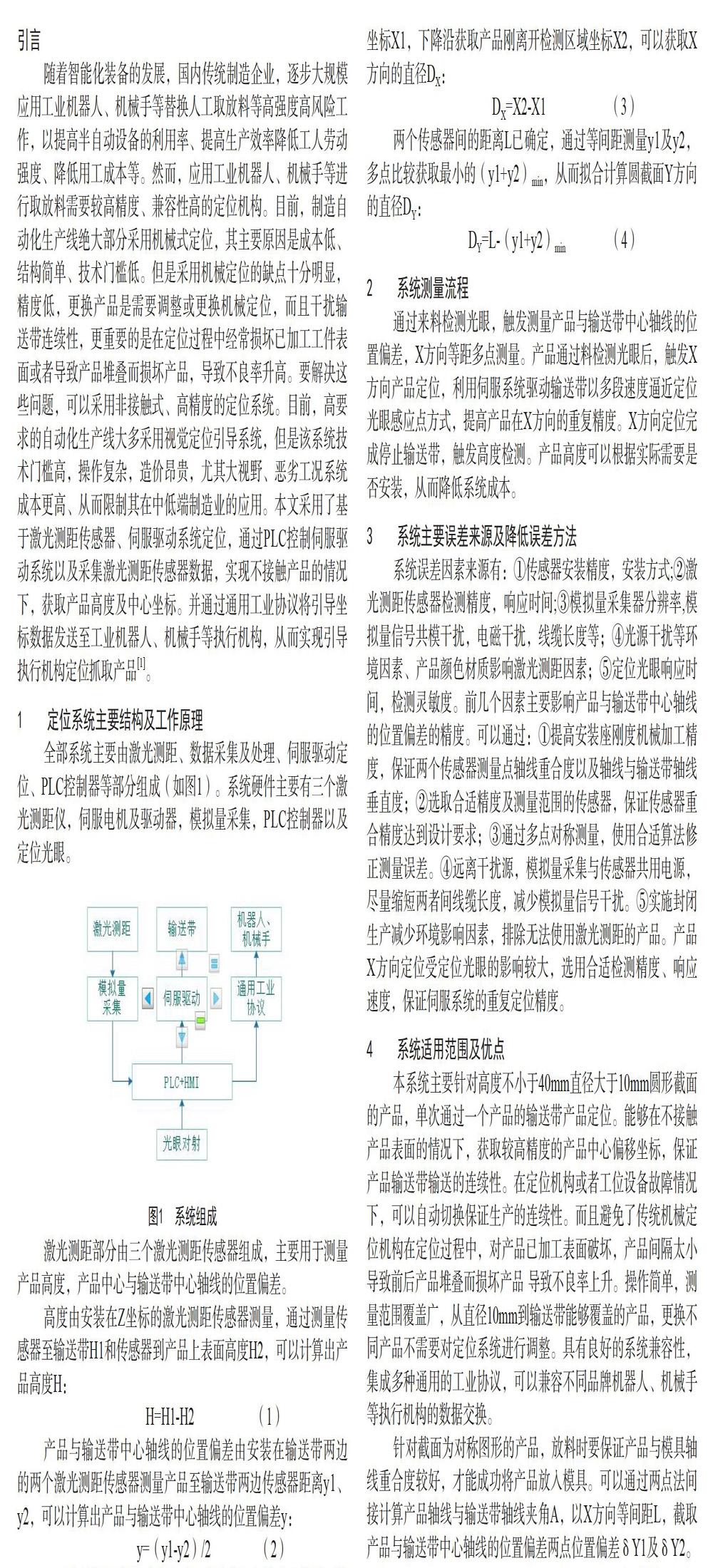
全部系统主要由激光测距、数据采集及处理、伺服驱动定位、PLC控制器等部分组成(如图1)。系统硬件主要有三个激光测距仪,伺服电机及驱动器,模拟量采集,PLC控制器以及定位光眼。
激光测距部分由三个激光测距传感器组成,主要用于测量产品高度,产品中心与输送带中心轴线的位置偏差。
高度由安装在Z坐标的激光测距传感器测量,通过测量传感器至输送带H1和传感器到产品上表面高度H2,可以计算出产品高度H:
产品与输送带中心轴线的位置偏差由安装在输送带两边的两个激光测距传感器测量产品至输送带两边传感器距离y1、y2,可以计算出产品与输送带中心轴线的位置偏差y:
通过来料检测光眼对射信号上升沿获取产品进入检测区域坐标X1,下降沿获取产品刚离开检测区域坐标X2,可以获取X方向的直径DX:
两个传感器间的距离L已确定,通过等间距测量y1及y2,多点比较获取最小的(y1+y2)min,从而拟合计算圆截面Y方向的直径DY:
2系统测量流程
通过来料检测光眼,触发测量产品与输送带中心轴线的位置偏差,X方向等距多点测量。产品通过料检测光眼后,触发X方向产品定位,利用伺服系统驱动输送带以多段速度逼近定位光眼感应点方式,提高产品在X方向的重复精度。X方向定位完成停止输送带,触发高度检测。产品高度可以根据实际需要是否安装,从而降低系统成本。
3系统主要误差来源及降低误差方法
系统误差因素来源有:①传感器安装精度,安装方式;②激光测距传感器检测精度,响应时间;③模拟量采集器分辨率,模拟量信号共模干扰,电磁干扰,线缆长度等;④光源干扰等环境因素、产品颜色材质影响激光测距因素;⑤定位光眼响应时间,检测灵敏度。前几个因素主要影响产品与输送带中心轴线的位置偏差的精度。可以通过:①提高安装座刚度机械加工精度,保证两个传感器测量点轴线重合度以及轴线与输送带轴线垂直度;②选取合适精度及测量范围的传感器,保证传感器重合精度达到设计要求;③通过多点对称测量,使用合适算法修正测量误差。④远离干扰源,模拟量采集与传感器共用电源,尽量缩短两者间线缆长度,减少模拟量信号干扰。⑤实施封闭生产减少环境影响因素,排除无法使用激光测距的产品。产品X方向定位受定位光眼的影响较大,选用合适检测精度、响应速度,保证伺服系统的重复定位精度。
4系统适用范围及优点
本系统主要针对高度不小于40mm直径大于10mm圆形截面的产品,单次通过一个产品的输送带产品定位。能够在不接触产品表面的情况下,获取较高精度的产品中心偏移坐标,保证产品输送带输送的连续性。在定位机构或者工位设备故障情况下,可以自动切换保证生产的连续性。而且避免了传统机械定位机构在定位过程中,对产品已加工表面破坏,产品间隔太小导致前后产品堆叠而损坏产品 导致不良率上升。操作简单,测量范围覆盖广,从直径10mm到输送带能够覆盖的产品,更换不同产品不需要对定位系统进行调整。具有良好的系统兼容性,集成多种通用的工业协议,可以兼容不同品牌机器人、机械手等执行机构的数据交换。
针对截面为对称图形的产品,放料时要保证产品与模具轴线重合度较好,才能成功将产品放入模具。可以通过两点法间接计算产品轴线与输送带轴线夹角A,以X方向等间距L,截取产品与输送带中心轴线的位置偏差两点位置偏差δY1及δY2。通过以下公式:
可以间接计算夹角A。由于通过间接方法测量中心坐标及轴线夹角,测量误差较大。而且产品倾斜角度越大,测量精度越差,因此必须在产品入口处增加产品导流装置,产品以较小的偏差角度进入抓取区。
5结束语
本文针对圆截面或定位精度要求低的对称截面产品而设计的定位系统,主要解决机械定位的定位精度差、兼容性差、易破坏产品表面等问题,而且成本低廉,环境适应性较好,操作容易,兼容性好,一次安装后能够兼容在输送带范围内所有尺寸的产品。
参考文献
[1] 宋建辉,袁峰,丁振良.脉冲激光测距中高精度时间间隔的测量[J]. 光学精密工程,2009(5):1046-1050.