
聚合物基渣浆泵修复材料的研究
2020-07-20 12:34:26王进龙白守元许素敏
世界有色金属 2020年7期
王进龙,张 析,白守元,王 军,张 红,许素敏,李 飞
(西北矿冶研究院,甘肃 白银 730900)
在有色金属行业,许多设备和部件均受到流体腐蚀和冲蚀磨损。如浸出反应槽、储槽、浓密机、电解槽、球磨机、渣浆泵、旋流器、搅拌桶等选冶设备。尤其是渣浆泵在运行过程中,受到高速流动的固液相流体冲蚀磨损,使用周期大为缩短,不仅增加了企业的生产成本,而且由于设备检修次数增大,使得劳动强度变大。
本文利用聚氨酯预聚物对环氧树脂进行增韧改性,选择纳米耐磨填料增强改性聚合物,明显地改善了涂层的机械性能和抗蚀抗磨性能。制备的复合涂层材料用于渣浆泵修复,取得了良好的效果。
1 实验部分
1.1 实验主要原料
试验所用的主要原材料规格及厂家如表1。

表1 试验原材料及规格
1.2 聚氨酯/环氧树脂聚合物合成实验
将称量好的TDI加入三口瓶中,搅拌升温,当温度升至40℃~50℃时,按一定速度分批加入经脱水后的聚醚多元醇和催化剂,在50℃保温搅拌30min,升温至70℃保温2h,90℃~95℃保温1h,加入助剂,继续保温30min,取样测NCO值,当NCO达到规定值(3.5±0.5%)后降温至40℃,过滤。然后将称量好的经脱水处理后的环氧树脂加入三口烧瓶中,搅拌升温至50℃,加入催化剂、聚氨酯预聚体,60℃反应30min,90℃~95℃保温3h,110℃保温1h,加入助剂,保温30min后测游离二异氰酸酯含量,达到规定值(<0.5%)后降温至50℃过滤、包装备用。合成工艺见图1。
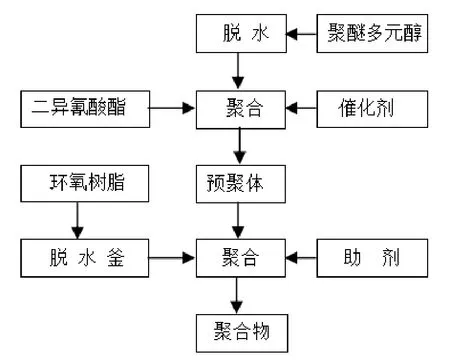
图1 聚氨酯/环氧树脂聚合物合成工艺图
1.3 材料配方实验
聚合物基渣浆泵修复材料配方采用无溶剂配方设计方案,旨在提高复合材料与基体材料的粘结强度和避免有机溶剂挥发到大气中对环境造成污染。
该材料由A、B两个组分构成。A组分由聚合物、耐磨填料、助剂三部分组成,B组分由T-28固化剂和填料组成。材料配方见表2。

表2 聚合物基渣浆泵修复材料配方
1.4 材料性能指标
聚合物基渣浆泵修复材料主要性能指标见表3。
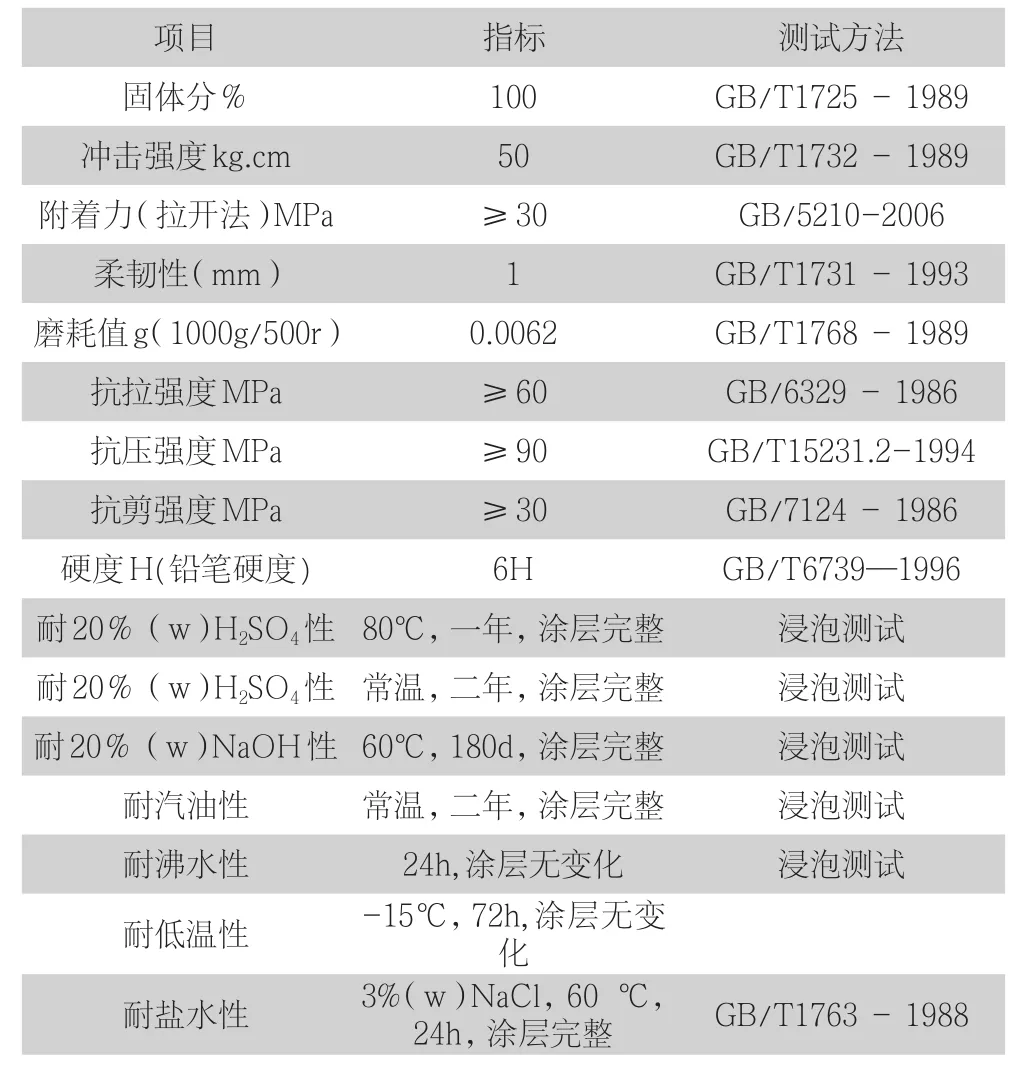
表3 聚合物基渣浆泵修复材料主要性能指标
2 工业应用试验
2.1 试验工况条件
工业试验选用的渣浆泵为白银有色集团选矿公司磨浮车间矿浆输送工段,介质为矿浆,矿浆密度为1000~1200kg/m3,矿石硬度6~8(摩氏硬度),磨矿粒度为0.3mm,选矿粒级为-0.074mm~+0.005mm,最大粒度<3 mm,泵型号100ZJ-39,材质为镍铬合金。
2.2 涂覆工艺
涂层材料一般都是粘附在其它材料表面上,并对基材起保护作用的。因此,涂层材料的施工工艺是影响其应用效果的关键环节,在具体实施中,采用热涂覆工艺技术,具体施工工艺为:
(1)表面处理:对涂覆的基体表面进行处理,目的是清除基体表面的污物、锈蚀层等。一般采用喷砂处理、机械除锈等方式。表面处理完毕后,用干燥洁净的压缩空气将基体表面的浮沉吹除干净。
(2)基体表面偶联处理:将配置好的5%~10%硅烷偶联剂KH560二甲苯溶液均匀涂刷在已经过表面处理的基体表面,放置于烘箱中在60℃~80℃预热1h。
(3)涂层材料配置:该材料为A、B两个组分,使用前先将材料预热至40℃~50℃,按照A:B=4:1(重量比)的比例将A、B两个组分充分混匀,配置好的材料一般在2h之内用完。
(4)材料施工:采用热涂覆工艺,将配置好的涂层材料均匀涂覆在被涂基体的表面。
(5)涂层材料固化:将涂覆好的基体(工件)放在烘箱中,在80℃~100℃固化2h,120℃固化1h。
2.3 试验结果
对研发的材料在上述工况条件下运行的渣浆泵上进行了工业试验,试验结果如表4。
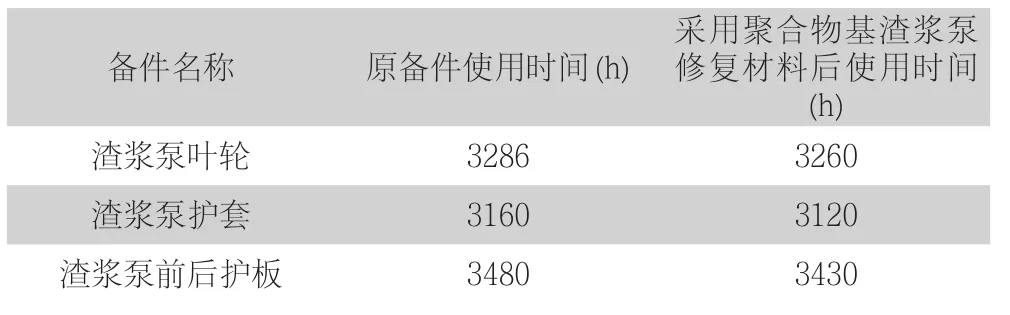
表4 渣浆泵修复前、后使用时间对比
由表4可知,采用聚合物基渣浆泵修复材料的备件使用时间与原备件使用时间相当,但渣浆泵材质一般均为镍铬合金,价格较高,而聚合物基渣浆泵修复材料修复费用仅为原备件的60%,成本优势明显,可为企业节约维修费用,提高企业经济效益。
通过试验表明,材料的破坏主要来自矿浆的冲蚀磨损,这种磨损机理中金属材料的破坏属于硬碰硬。
只有通过细化碳化物晶粒,提高基体马氏体转变量,增强二者的结合力,使抗剥离强度升高才能保证磨损面的;聚合物基渣浆泵修复材料采用软碰硬的方式抵御流体冲蚀磨损,流体的冲蚀被材料中的弹性体部分吸收,使材料表面微变形,从而缩小摩擦接触面积,降低了表层失效的风险,提高了材料抗磨损能力。
综上所述,通过试验数据及结果分析。研制的聚合物基渣浆泵修复材料,在抗拉强度、抗剪强度、耐磨性、耐温性等方面性能优良;纳米二氧化硅及微米级SiC加入,可明显改善涂层材料的耐蚀耐磨性。
3 结论
通过对工业设备及备件在运行过程中磨损破坏和腐蚀破坏形式分析,利用自制的聚合物为基料,用芳香胺和改性多元胺复配型T-28为固化剂,采用经偶联处理的纳米二氧化硅和微米SiC对聚合物增强改性,制备的聚合物基渣浆泵修复材料经过性能测试和应用结果可得出如下结论。
(1)以E-44环氧树脂为基质,通过合成的聚氨酯预聚物对环氧树脂进行增韧改性,选择通过KH550偶联处理的纳米SiO2和微米SiC增强改性聚合物,明显地改善了涂层的机械性能和抗蚀抗磨性能,制备的复合材料其涂层抗拉强度大于60MPa,抗压强度大于90MPa,抗剪强度大于30MPa,磨耗值小于0.007g,耐多种介质腐蚀,耐液相温度大于100℃,气相温度大于150℃。
(2)该聚合物基渣浆泵修复材料配方采用无溶剂配方设计,提高了复合材料与基体材料的粘结强度,避免了有机溶剂挥发到大气中对环境造成污染。
(3)工业试验表明,采用聚合物基渣浆泵修复材料的备件使用时间与原备件使用时间相当,聚合物基渣浆泵修复材料修复费用仅为原备件的60%,成本优势明显。
猜你喜欢
水泥技术(2024年1期)2024-02-01 12:38:28
水泥技术(2023年4期)2023-09-07 08:51:30
水泥技术(2022年4期)2022-07-27 12:31:58
天津科技大学学报(2021年1期)2021-02-25 09:26:48
数码世界(2018年5期)2018-06-04 03:41:58
雷达学报(2018年1期)2018-04-04 01:56:50
中国核电(2017年1期)2017-05-17 06:09:55
化工进展(2015年3期)2015-11-11 09:17:26
电子世界(2015年24期)2015-01-16 03:19:36
河南科技(2014年5期)2014-02-27 14:08:37
