全钢子午线轮胎胎圈钢丝覆胶配方的优化
2020-07-19 10:20:52佘腾龙
轮胎工业 2020年11期
佘腾龙
(贵州轮胎股份有限公司,贵州 贵阳 550008)
全钢子午线轮胎胎圈需要承担整个轮胎的工作负荷,其品质好坏直接关系轮胎的使用安全,因此需要对胎圈钢丝的生产质量高度重视。胎圈钢丝生产过程中最容易出现钢丝露铜和钢丝散线两种质量缺陷[1-3],本研究针对这两个问题,对胎圈钢丝覆胶配方进行了调整,以期彻底解决钢丝露铜和钢丝散线问题。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国普吉宏曼丽(橡胶)有限公司产品;丁苯橡胶(SBR),牌号1500E,中国石油兰州石化公司产品;炭黑N660,江西黑猫炭黑股份有限公司产品;增粘树脂Koresin,德国巴斯夫公司产品;不溶性硫黄OT-20,美国弗莱克斯公司产品。
1.2 试验配方
胎圈钢丝覆胶试验配方如表1所示。

表1 胎圈钢丝覆胶试验配方 份
1.3 主要设备和仪器
3 L密炼机和F270型密炼机,美国法雷尔公司产品;LJ-150型开炼机,青岛巨融机械技术有限公司产品;PX-420型密炼机,意大利Pomini公司产品;LP3000型平板硫化机,德国MonTeck公司产品;MV2000型门尼粘度仪和MDR2000型无转子硫化仪,美国阿尔法科技有限公司产品;XHS型邵尔橡塑硬度计,营口市材料试验机有限公司产品;T2000E型电子拉力机,北京友深电子仪器有限公司产品;GX-YLSN-1212型轮胎耐久试验机,青岛高校测控技术有限公司产品。
1.4 混炼工艺
小配合试验胶料在3 L密炼机中进行混炼,转子转速为80 r·min-1,混炼工艺为加入橡胶及除硫黄、促进剂和防焦剂外所有小料→压压砣30 s→加入全部炭黑→压压砣→110 ℃提压砣→145 ℃排胶;在开炼机上加硫黄和促进剂,薄通6次,打1个卷后下片。
大配合试验胶料采用4段混炼工艺混炼,一至三段混炼在PX-420型密炼机中进行,每段混炼之间停放8~12 h。一段混炼转子转速为40 r·min-1,混炼工艺为加入生胶→全部炭黑→氧化锌等小料→110 ℃提压砣→150 ℃排胶;二段混炼转子转速为40 r·min-1,混炼工艺为加入一段混炼胶→剩余小料→140 ℃排胶;三段混炼转子转速为25 r·min-1,混炼工艺为加入二段混炼胶→135 ℃排胶。四段混炼在F270型密炼机中进行,转子转速为20 r·min-1,混炼工艺为加入三段混炼胶、硫黄、促进剂等→105 ℃排胶。
1.5 性能测试
胶料及成品轮胎各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
2.1.1 硫化特性
小配合试验胶料的硫化特性如表2所示。
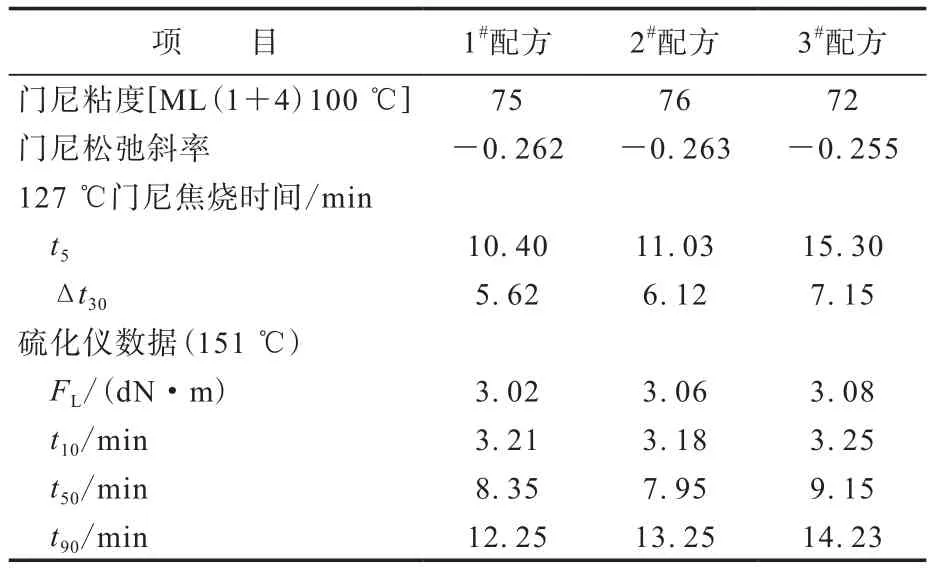
表2 小配合试验胶料的硫化特性
从表2可以看出,1#和2#配方胶料的门尼粘度和门尼松弛斜率的绝对值相近,3#配方胶料的门尼粘度和门尼松弛斜率的绝对值较小。此外,1#和2#配方胶料的t5相近;3#配方胶料的t5和Δt30均较长,说明后者的加工安全性较好。
从表2还可以看出:与1#和2#配方胶料相比,3#配方胶料的t10,t50和t90均最长,表明其操作安全性最好;1#—3#配方胶料的FL比较接近。
2.1.2 物理性能
小配合试验硫化胶的物理性能如表3所示。

表3 小配合试验硫化胶的物理性能
从表3可以看出:1#—3#配方硫化胶的邵尔A型硬度、100%定伸应力、拉伸强度和拉断伸长率均差别不大;与1#和2#配方硫化胶相比,3#配方硫化胶的钢丝H抽出力较大。
2.2 大配合试验
2.2.1 胶料性能
大配合试验胶料的性能如表4所示。
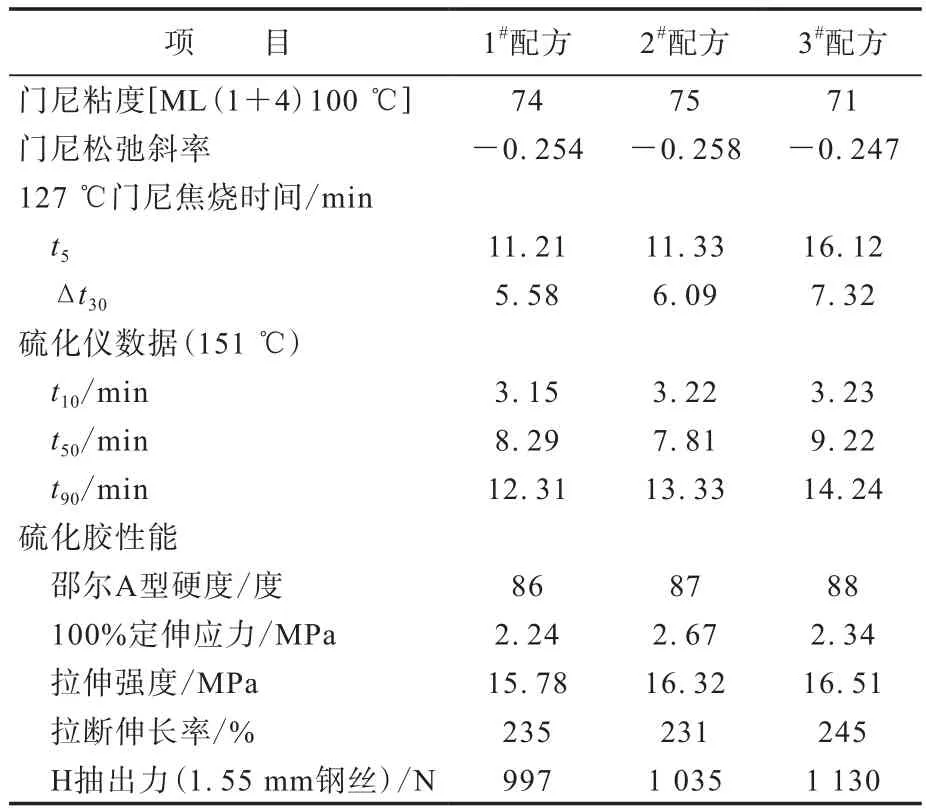
表4 大配合试验胶料的性能
从表4可以看出,3个配方大配合试验胶料的性能变化趋势与小配合试验胶料基本一致。
2.2.2 覆胶效果
1#—3#配方胎圈钢丝覆胶的覆胶效果分别如图1—3所示。

图1 1#配方胎圈钢丝覆胶的覆胶效果

图2 2#配方胎圈钢丝覆胶的覆胶效果

图3 3#配方胎圈钢丝覆胶的覆胶效果
从图1—3可以看出:1#配方(原始配方)胎圈钢丝覆胶露铜比较严重,有轻微散线;2#配方胎圈钢丝覆胶存在轻微露铜现象,没有散线;3#配方胎圈钢丝覆胶没有露铜、散线情况,效果最好。
2.3 成品性能
成品轮胎的胎圈耐久性能如表5所示。

表5 成品轮胎的胎圈耐久性能
从表5可以看出,采用3#配方胎圈钢丝覆胶的轮胎胎圈耐久性能最好。
3 结论
采用改进后的3#配方胎圈钢丝覆胶,可以有效解决原配方胎圈钢丝覆胶在胎圈钢丝成型过程中存在的露铜、散线问题,成品轮胎的胎圈耐久性能提高。
猜你喜欢
橡胶工业(2022年7期)2022-07-19 13:02:58
轮胎工业(2020年1期)2020-07-28 02:52:00
轮胎工业(2020年7期)2020-03-01 16:18:51
轮胎工业(2020年12期)2020-02-28 18:59:17
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
橡胶工业(2015年5期)2015-08-29 06:48:04
橡胶工业(2015年10期)2015-08-01 09:06:14
橡胶科技(2015年2期)2015-07-30 12:47:04
橡胶工业(2015年8期)2015-07-29 09:22:42
橡胶工业(2015年6期)2015-07-29 09:20:34