
浅析原料磨主电机轴承故障及处理
2020-07-16 08:33张赓韶中国中材国际工程股份有限公司南京江苏南京211000
水泥工程 2020年1期
孔 勇,张赓韶,夏 蕾(中国中材国际工程股份有限公司(南京),江苏 南京211000)
0 前言
主机设备在水泥生产线起到至关紧要的作用,原料磨设备更为显著,如果原料磨主电机出现故障,将直接影响后续主机设备、特别是回转窑运转。据统计水泥生产线中原料磨主电动机故障的主要原因是轴承故障,其已占电动机故障的65%以上。因此对主机设备电动机轴承故障原因进行详细的分析和总结,有利于检修人员对其故障的预防及处理。
1 故障情况
尼日利亚DANGOTE IBESE水泥生产线B线原料磨主电机采用的是德国原装西门子中压电机,电压11 000 V,功率6 000 kW,转速为995 r/min,毛重290t,传动端采用的轴承为FAG NU1052Mc3。2013年9月26日上午9:41定检清理磨盘料时,巡检电工发现原料磨主电机传动端有轻微异响,上午9:42停主电机,先拆除电机与减速机的连接对轮,空载试电机,响声依然存在,无法排除故障。最后判断为电机传动轴轴承故障,与业主DCP方人员协同拆机于9月27日凌晨1:35拆卸轴承后发现NU1052轴承内圈有一片剥落,产生一个较大深沟,请见图1。
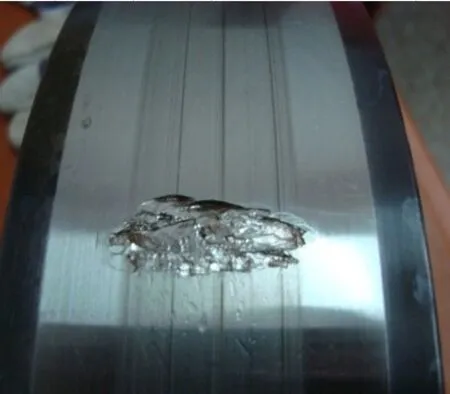
图1 NU1052轴承内圈有一片剥落
2 故障发生前后运行参数指标分析
表1为发现轴承损坏前后的测振值,我们发现振动最高值为3.06mm/s,未达到振动报警值4mm/s,日常生产过程中也不会产生报警信号送至中央控制室,即便中央控制室操作人员发现数值跳动,因在正常运行范围内,也不会判断为发生设备故障。
表2是因电机轴承振动测量值过高而停机记录统计表,表3是因电机功率过高停机记录统计表,由表2和表3可以看出,当出现振动过高时,DCS系统能够做出保护性停机,中控工作人员通知现场操作人员进行检查,现场设备故障排除后才能重新启动、运转。
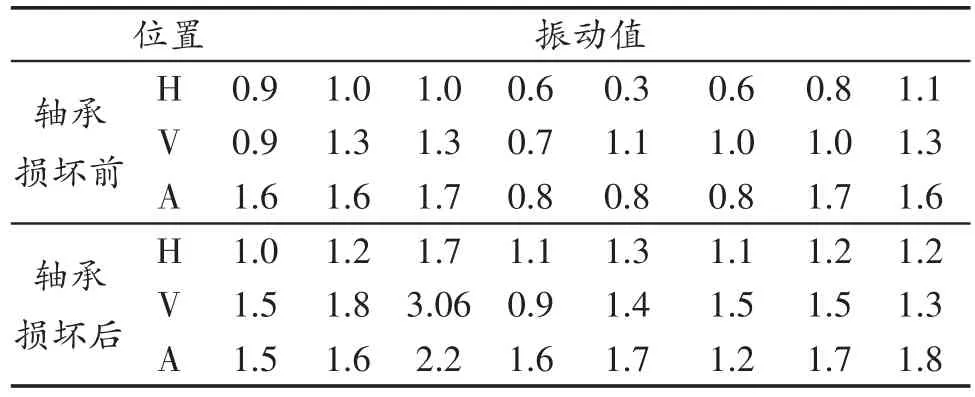
表1 轴承损坏前后的测振值 mm/s

表2 振动测量值过高导致的停机记录统计表
表3中是该设备因功率高跳停的部分数据,从中可以看出该主电机曾因多次发生功率高而停机的事件,而功率高停机主要原因是由于原料磨机进料量过大引起磨机过载,进而引起传动设备过载,最终作用于主电机传动端,传动端的轴承则超负荷运转,该工况下轴承易损坏或减少使用寿命。
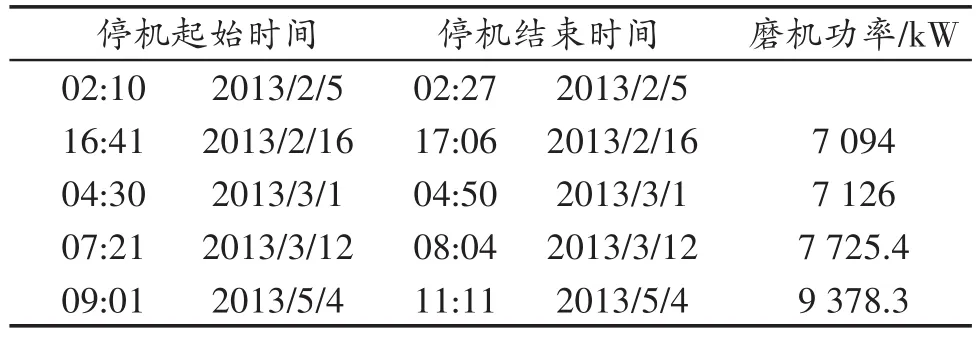
表3 设备因功率高跳停的部分数据
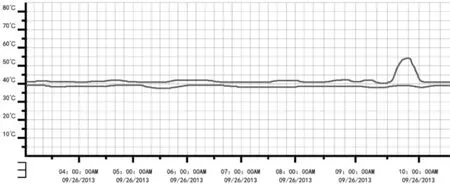
图2 原料主电机的传动轴的实时温度
图2中记录了原料主电机的传动轴的实时温度,不难发现,发现异响停机时间为9:42,传动端轴承温度从9:35~9:45由44℃快速升至54℃。也可以看出在高速运转过程中并未出现温度异常现象,而停机过程中运行速度逐步减小而摩擦力越大,出现温度快速上升现象。
3 故障分析
结合以上情况分析,分析原料磨主电机传动端轻微异响的原因如下:
(1)润滑不足。轴承内存在充足的润滑剂,轴承滚动元件及轴承保持架都未发现损坏,见图3。

图3 轴承滚动元件及轴承保持架无损坏
(2)不同心。拆下对轮销子后检查轴向同心度,符合要求,没有发现问题。
(3)电流流经轴承。若是电流流经轴承,应是由于电动机内磁路磁场不平衡等产生漏电流。当电流流经轴承的滚动体和内、外圈时在接触区表面将发生放电现象,放电会形成非常微小的灰暗凹坑,使滚道与滚子间的摩擦阻力增大,进而轴承温度升高,而润滑脂受热后会熔化溢出。当磨损严重时,电动机驱动端轴承会出现位移,造成转子驱动端与非驱动端不同心,轴承径向受力不均,使滚动体与套圈产生划痕,而细小金属粉进入滚动腔内进一步碾压滚动体和内、外圈表面,形成肉眼可见的细小凹坑。然而此次故障仅出现片状剥落,及其区域带磨损,其它表面光滑未出现大面积微小的灰暗凹坑,在支撑架/滚动元件/轨道上也没有任何痕迹,也没有出现不同心现象。
(4)轨道上存在深的锈斑。由图1,3轴承轨道和滚动元件上不存在锈斑,轴承面是干净的。
(5)已污染的润滑剂以及过载。当给电机轴承加入了已被污染的润滑脂,外源颗粒进入轴承,同时因为某时段出现超负荷、过载现象,导致小凹痕出现,因为产生凹痕的外源颗粒不需要很硬,薄纸片甚至棉布上脱落的线也可导致凹痕出现。轴承使用寿命由轴承旋转圈数和负荷大小决定,当滚动元件通过内轨道表面凹痕时,介于滚动元件及凹痕间的油膜会产生流体动压,对凹痕产生剪切力。一段时间后,这些剪切力引起的裂纹将不断扩大到表面,随之滚动元件经过裂纹,引起裂纹碎片的脱落,即片状剥落。凹痕存在的情况下,过负荷或低负荷也会加剧片状剥落的发生。
综上分析片状剥落是由凹痕引起,凹痕则由于外源颗粒和过载引起,当片状剥落与小凹痕共同存在,进而出现磨损带。最终判断故障原因是电机轴承加入了已被污染的润滑脂。
4 事故总结
(1)使用清洁的润滑剂同时要保证有良好的贮存环境。
(2)制订添加润滑剂过程中不被污染的制度和措施。
(3)在使用润滑剂前必须检查时效期,避免使用失效的油脂。
(4)中控人员日常操作过程中要时常关注轴承的温度和振动数值,发生异常及时汇报部门负责人,及时检查处理。
(5)现场巡检人员密切监控主机设备轴承有无异常响声,防范重大事故发生。
猜你喜欢
天然气工业(2022年9期)2022-10-15
物流技术与应用(2022年8期)2022-08-26
汽车实用技术(2022年14期)2022-07-30
现代仪器与医疗(2021年4期)2021-11-05
风流一代·经典文摘(2020年4期)2020-04-27
汽车维护与修理(2016年3期)2016-02-28
汽车实用技术(2015年8期)2015-12-26
汽车实用技术(2015年8期)2015-12-26
少先队活动(2014年6期)2015-03-18
汽车与新动力(2014年3期)2014-02-27
