
面向鸭嘴锤制作的夹具设计及有限元分析
2020-07-14 20:36王黎航冯仁专陈亦天
科技创新导报 2020年10期
王黎航 冯仁专 陈亦天
中图分类号:TG751.3 文獻标识码:A 文章编号:1674-098X(2020)04(a)-0098-05
摘 要:鸭嘴锤的制作作为很多学校金工实习中重要的教学环节,起到了锻炼学生基本金工操作的作用,通过参与鸭嘴锤的制作过程,使学生充分了解数控铣削加工中的各项环节并熟练掌握。当前鸭嘴锤的制作夹具未在相关文献及专利中提出,本文针对一种鸭嘴锤制作需求,设计了专用夹具。通过使用该夹具,可以起到便于鸭嘴锤铣削加工的作用,从而提高了鸭嘴锤的制作精度。并通过有限元法,对夹具进行了有限元分析,得到了不同状态下的算例结果。结果表明,本文提出的夹具满足尺寸加工要求、满足实际加工需求、具有推广普及意义。
关键词:鸭嘴锤 数控铣床 夹具设计 有限元分析
Abstract: As an important teaching link in metalworking practice in many universities, duck-billed hammer plays an important role in training students' basic metalworking operation, by participating in the production process of duck-billed hammer, students can fully understand the various links in NC milling and operate skillfully. At present, the jig for making duck-beak hammer is not mentioned in the relevant literature and patents. This paper designs a special jig for making duck-beak hammer.By using the fixture, it can play the role of facilitating the milling process of duck-billed hammer, thus improving the manufacturing accuracy of duck-billed hammer. Through the finite element method, the static analysis and processing analysis of fixture are carried out, which can lead to our numerical results under different conditions. The results show that the fixture proposed in this paper meets the requirements of dimension processing, actual processing and it's worth to be populared.
Key Words: Duck-billed Hammer; NC milling machine; Fixture design; Finite element analysis
金工实习是机械类、近机类以至管理类专业的重要实践性课程[1]。金工实习注重学生的参与,让学生在教学环节中发现和分析问题,并尝试运用所学知识和理论解决问题[2]。通过金工实习,提升了学生的实践能力、发挥了学生的创新意识[3]。数控铣削作为工程训练中心的主要教学单元,在传统的实践教学中发挥了重要作用[4]。现有数控铣削实习中有很多学校使用鸭嘴锤作为金工实习课题。鸭嘴锤的制作,要求学生必须严格按照工序,能够熟练使用铣床加工、量具测量,从而完成一系列金工操作[5]。并且通过实践使得学生掌握多种基本操作,在一定程度上培养学生的工具制造能力。
在大多数的零件加工过程中,都需要使用各种夹具,夹具设备在加工环节中起到了至关重要的作用[6]。夹具具有提高加工效率、提高加工精度、扩大机床使用范围、有效降低加工成本等作用[7]。目前已经有应用于各类工件中的铣削夹具,如保证低刚性板类工件的加工质量的夹具、适用于形状复杂的气缸连接盘工件的夹具、针对多个专门工件的夹具。但现有技术中鸭嘴锤的制作夹具未在相关文献及专利中提出,存在学生加工难度大,加工质量与加工精度控制不易等问题。由此,根据鸭嘴锤工件结构特点和加工工艺,设计了两种夹具来解决上述问题。
为在理论上证明夹具方案的可行性,使用有限元分析的方法,对方案进行分析并验证。有限元是把一个物体划分为一定数量的单元,这些单元通过一定数量的节点相互连接,所受的节点载荷与实际载荷相互等效[8]。根据力和力矩的平衡条件进行分析,最后根据变形协调条件把这些单元重新组合成能够整体进行综合求解[9]。其中本次实验使用SolidWorks软件,通过3D建模技术建立工件和夹具的模型,使用静力分析和瞬态动力学分析,计算切削力和夹紧力,带入软件进行有限元分析,求得算例结果[10]。结果表明,本文提出的夹具满足尺寸加工要求、满足实际加工需求、具有推广普及意义。
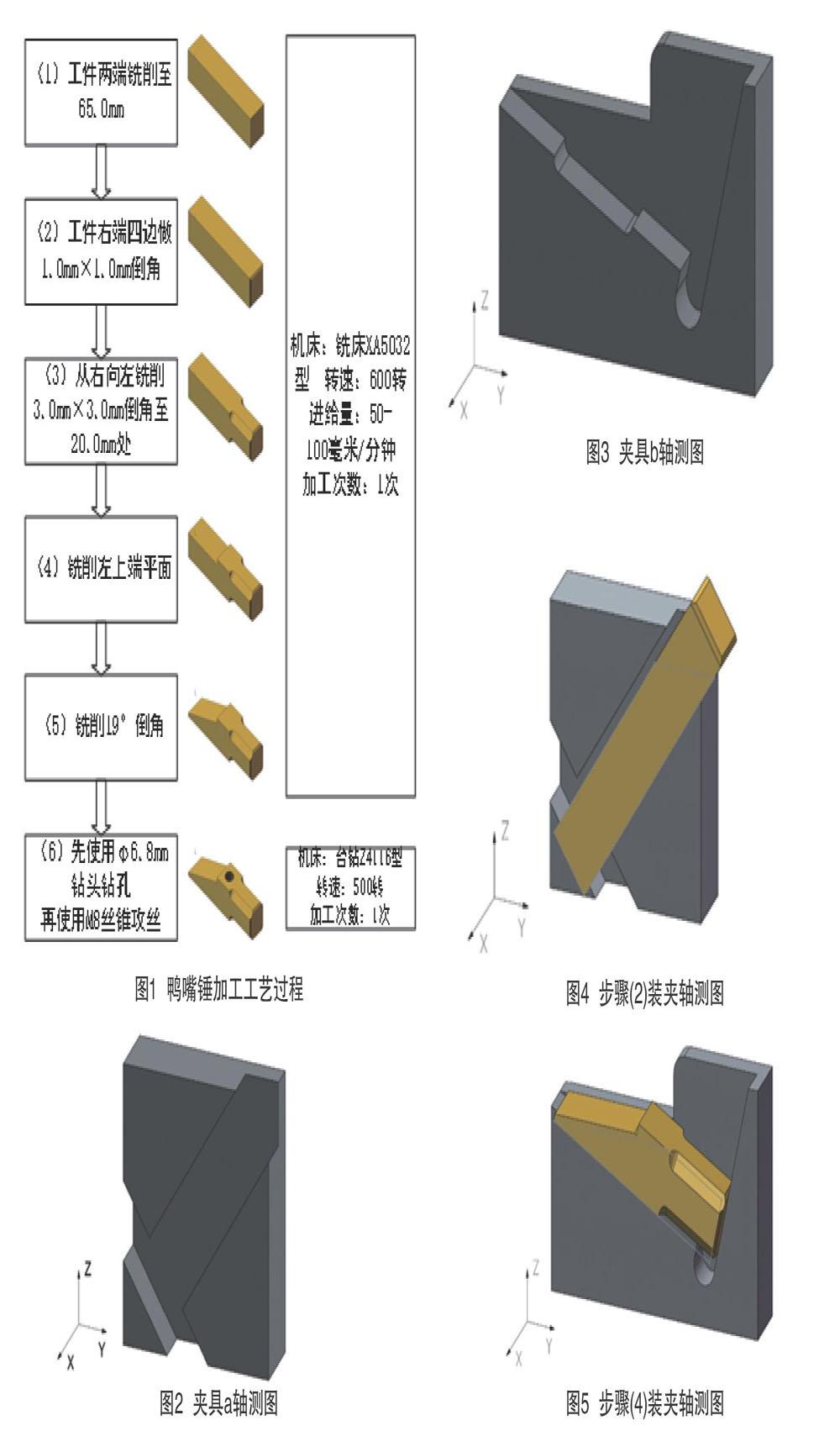
1 鸭嘴锤加工工艺
1.1 一般鸭嘴锤加工工艺过程
以一种鸭嘴锤为例,对其加工工艺进行简要概述。
(1)下一块14.0mm×14.0mm×68.0mm的黄铜方料,先将方料横向装夹于铣床上的平口钳上,铣端面至平整;掉头安装,以铣平整的面作为基准面,控制65.0mm的尺寸精度再次进行铣端面。
(2)将工件以45°倾斜的角度固定在铣床上的平口钳上,工件靠平口钳的预紧力装夹牢固,通过铣床依次完成四个头部倒角的铣削,倒角尺寸为1.0mm×1.0mm。
(3)利用四爪自动定心卡盘固定工件,依次完成四个侧边倒角的铣削,倒角尺寸为3.0mm×3.0mm。
(4)将工件水平装夹于铣床上的平口钳上,完成2.5mm深度的平面铣削,平面长度为30.0mm。
(5)将工件以19°倾斜的角度固定在铣床上的平口钳上,工件靠平口钳的预紧力装夹牢固,通过铣床完成头部倒角的铣削,铣削至如图1步骤(5)所示的尺寸。
(6)将工件先固定在钻床上,使用直径为6.8mm的钻头钻孔,再将工件固定在台虎钳上,使用M8的丝锥攻丝。
整个鸭嘴锤加工工艺过程如图1所示。
1.2 工艺过程的问题
鸭嘴锤是一种形状结构较为简单的零件,但加工易变形且加工精度要求高,特别是端部倒角、倾斜斜面的加工,如图1所示。一般鸭嘴锤加工工艺过程中,步骤(2)、(4)在现有平口钳的装夹方式下,难以保证角度加工。因为,在45°倾斜端部加工、19°倾斜斜面两个加工过程中,需要夹具对待加工的零件进行固定,让零件在加工过程中,始终维持着准确的定位。
2 鸭嘴锤夹具的设计
2.1 夹具的设计过程
基于上述问题,在45°倾斜端部加工、19°倾斜斜面两个加工过程中,进行夹具设计。
在夹具设计的过程中,考虑到了以下问题。
(1)工件的装夹简易性。出于拆装方便与实际加工的角度考虑,工件与夹具之间选用间隙配合,并且夹具的槽深小于工件的宽度,依靠台虎钳对工件两端的压力固定。
(2)加工的干涉性。由于此夹具用于铣削加工,因此夹具的设计要考虑到实际加工时与铣刀是否存在干涉现象,适当设计凹型台阶能避免干涉。
(3)工件的规范性。绝大多数的工件表面的平面度并非很高,而且经过图1所述步骤(1)的铣削加工后,工件尾端必然会存在毛刺,因此设计的夹具需要减少毛刺现象对加工精度造成的影响。
为了保证两个步骤角度的均匀性,定位基准应与设计基准的选择要做到统一。在夹具的设计过程中,工件的底端与后端应作为的定位点[11]。为了保证夹具的稳定性,夹具的装夹必须完全定位[12]。
2.2 夹具的特点及使用
综上所述,设计了如图所示的夹具,能够结合平口钳使用,用于鸭嘴锤头部倒角加工和鸭嘴斜面的加工,装夹方便,加工精度高。通过建立了夹具和工件三维模型,完成装配,所设计的夹具方案满足尺寸要求。本鸭嘴锤夹具结合平口钳,从而辅助鸭嘴锤的铣削加工。
上述夹具a在使用过程中,所述倒角加工装夹面中部设有倒T型槽,倒T型槽内配合有鸭嘴锤。所述倒T型槽由竖向槽和横向槽组成,竖向槽与横向槽相垂直,竖向槽与Y轴正方向呈45°夹角,竖向槽的槽宽大于鸭嘴锤的宽度,从而确保鸭嘴锤于槽内间隙配合。所述倒T型槽的槽深均小于鸭嘴锤的宽度,从而确保鸭嘴锤由平口钳与槽纵向的底面装夹紧。
上述夹具b在使用过程中,所述斜面加工装夹面中部设有三角形槽,三角形槽内配合有鸭嘴锤。所述三角形槽由直角三角形槽和梯形槽组成,直角三角形槽底边与Y轴负方向呈19°夹角,直角三角形槽底边的长度小于鸭嘴锤底边延伸至斜面后的边长,从而确保鸭嘴锤斜面的完全加工。所述三角形槽底面中部设有矩形槽,矩形槽两端设有圆角,从而确保当鸭嘴锤毛坯长度方向有变形时,也能通过三角形槽底面进行定位。所述三角形槽右下端底面开有圆形槽,从而能确保在鸭嘴锤两端铣削有毛刺的情况下,也能保证鸭嘴锤毛坯的底面尽量贴合三角形槽底面。所述斜面加工装夹面上部设有台阶,所述台阶为L形台阶,台阶的台阶长度大于鸭嘴锤切削所需的斜面的长度,从而确保鸭嘴锤的斜面加工时,刀具不与夹具主体干涉。所述三角形槽的槽深均小于鸭嘴锤的宽度,从而确保鸭嘴锤由平口钳与槽纵向的底面装夹紧。
2.3 夹具的优点
一般鸭嘴锤加工工艺过程中,需要做好对工件进行定位的准备,例如要考虑到在加工过程中,由于切削力和夹紧力所导致工件位置的变化[13]。这样不仅会占用一定的时间和消耗过多的精力,而且在一定程度上降低了加工环节的工作效率、增加加工的时间[14]。而学生在鸭嘴锤制作的过程中,着重针对的应该是铣削、倒角、钻孔、攻丝、锉削等一系列金工操作。
相比一般鸭嘴锤的制作,该夹具满足工件的加工时能在制定的位置上进行固定的条件,夹具的定位使得加工的零件更加符合尺寸精度要求[15]。此夹具的合理使用使得鸭嘴锤的加工精密程度更高,具有提升整体作品的质量的作用。
3 鸭嘴锤夹具的有限元分析
本次实验夹具材质为45钢,工件材质为黄铜。
3.1 鸭嘴锤装夹的静力学分析
3.1.1 夹紧力的计算
本次實验夹紧力计算公式摘自机械工业出版社的《铣工计算和常用数表》的第四章:铣削原理和铣削用量的计算。
本次实验使用超硬直柄立铣刀(三齿 18×16×32×92),头部直径为18mm;柄部直径为16mm;刃长为32mm;总长为92mm。
本次实验中,机床转速为600转/min;进给速度为机床的最大值100mm/min。
式中, F夹为实际所需要的夹紧力(N);K为安全因数,K=K1K2K3K4[18];K1为基本安全因数,一般取1.2~1.5;K2为加工性质因数,粗加工时取1.2,精加工时取1.0;K3为刀具钝化因数,一般取1.1~1.3; K4为切削特点因数,连续切削时取1.0,断续切削时取1.2。本次夹紧力计算安全系数均选用最大值。
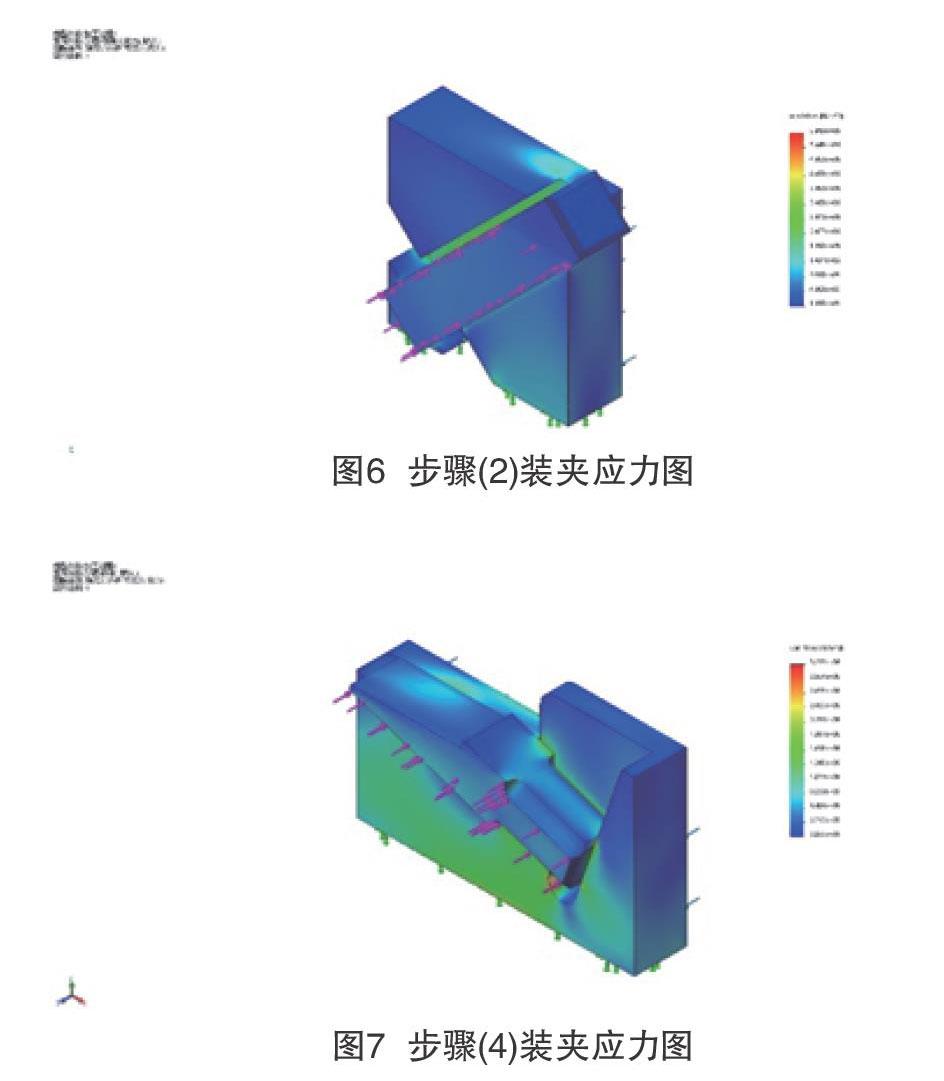
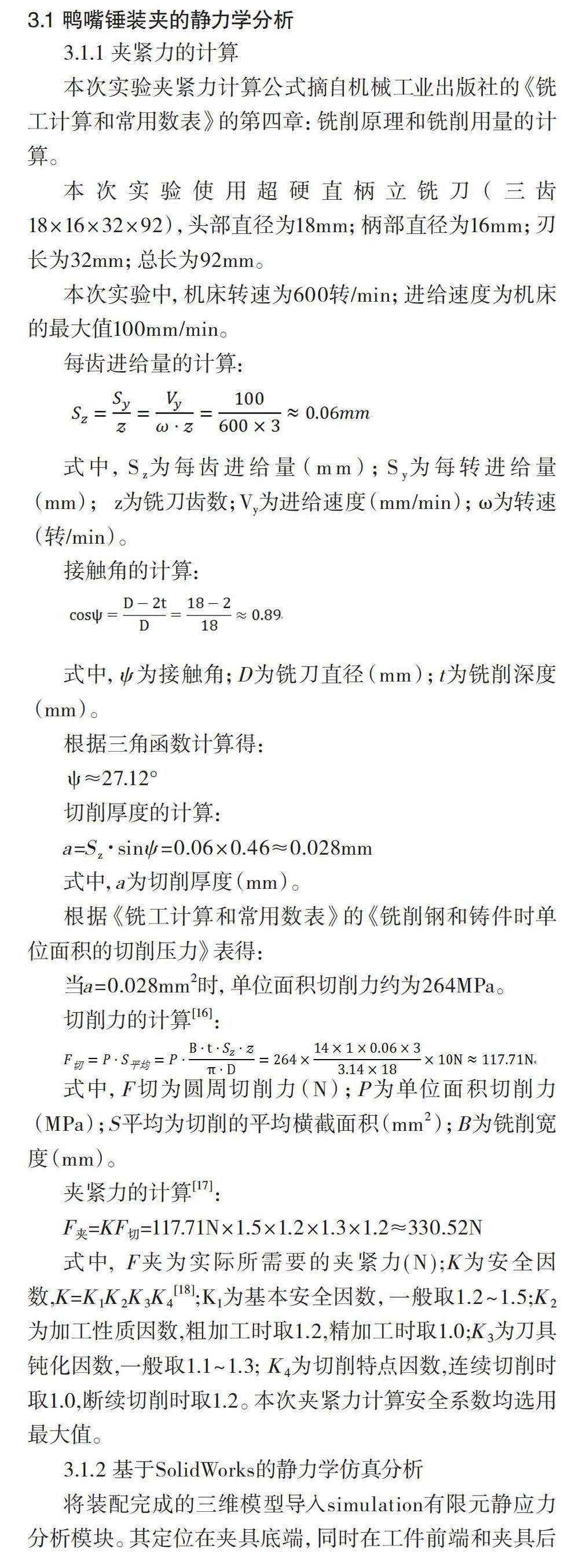
3.1.2 基于SolidWorks的静力学仿真分析
将装配完成的三维模型导入simulation有限元静应力分析模块。其定位在夹具底端,同时在工件前端和夹具后端施加相等数值的夹紧力。其中应用法向力330.52N,生成网格并且进行分析。得出以下步骤(2)和步骤(4)的应力云图和应力数据,如图4所示。
通过分析得出步骤2中最大应力为5.943e+06N/m2,步骤4中最大应力为3.233e+06N/m2,均小于黄铜屈服强度2.39689e+08N/m2和45钢屈服强度: 3.55e+08N/m2。所设计的夹具满足加工装夹需求。
3.2 鸭嘴锤加工的仿真分析
此实验在前文装夹受力基础上,增加切削力,以同样的方法,进行加工阶段有限元分析。
由于切削力受力面积较小,应力云图不足以直观反映工件的受力状态。通过分析得出步骤(2)中最大应力为3.890e+08N/m2,步骤(4)中最大应力为3.374e+08N/m2;根据加工经验可知,在铣削加工过程中,最大应力和应变出现在刀尖附近的区域[19]。加工时最大应力区域即为切削区域,两个加工过程中最大应力均大于黄铜屈服强度2.39689e+08N/m2。所设计的夹具满足切削加工需求。
4 结语
(1)本文所设计的专用夹具能满足鸭嘴锤制作过程中的端部倒角加工、头部倒角加工、斜面加工,满足尺寸加工需求;
(2)本文所设计的专用夹具在采用45钢的材质时,针对黄铜材质的鸭嘴锤的加工,通过受力分析得出,夹具并未出现应力集中或受力过大的现象,满足实际加工需求;
(3)本文所设计的专用夹具便于鸭嘴锤的铣削加工,提高了鸭嘴锤的制作精度,能大大缩短学生制作鸭嘴锤的时间,使得主要精力用在基本操作上,因此该夹具具有推广普及意义。
参考文献
[1] 朱从容.金工实习课程教学改革的思考[J].实验室研究与探索,2005,24(3):77-78.
[2] 余冠洲.先进制造:高等院校工程训练新方向[J].广东工业大学学报:社会科学版,2009,9(S1):215-216.
[3] 李春江,苏展展,郭军,等.基于项目管理核心思想的金工教学分析[J].现代商贸工业,2019,40(29):168.
[4] 尹文峰,杜超,杨林君,等.数控铣削分层次教学设计及实践[J].实验室研究与探索,2017,36(2):249-252.
[5] 姚倩.通过制作鸭嘴锤进一步熟悉钳工加工工艺[J].山东工业技术,2019(7):30.
[6] 荀正宇.零件加工中的机床夹具设计作用[J].中外企业家,2018(4):91.
[7] 李鹏跃.零件加工中机床夹具设计作用分析[J].科技创新导报,2018,15(21):116-118.
[8] 岑章志,郁吉仁,王朂成.大型三通三维有限元自动分析[J].化工通用机械,1981(12):19.
[9] 张亭.有限元分析从入门到精通[M].北京:中国水利水电出版社,2018.
[10]杨帆,谢如坤,刘芳华.下肢外骨骼的结构设计与仿真分析[J].机械与电子,2019,37(6):64.
[11]李新水,赵建华,陈正祥,等.一种汽车发动机缸体粗加工的夹具设计与应用[J].机械设计,2019(36):428.
[12]张桂霞.基于机械加工工装夹具的定位科学设计[J].河北农机,2019(10):81.
[13]董淑婧.汽车后钢板弹簧吊耳零件专业夹具设计[J].机械制造与自动化,2019,48(4):75.
[14]方媛州.浅析职业院校车工实习安全事故隐患及对策[J].科技风,2015(12):222.
[15]钟维宇,汪惠芬,刘庭煜,等.基于多色集合理論的机床进给系统装配精度模型[J].计算机集成制造系统,2014,20(10):2440.
[16]何建民.铣工计算和常用数表[M].北京:机械工业出版社,2004.
[17]刘俊成.机床夹具在设计过程中夹紧力的计算[J].工具技术,2007,41(6):89-90.
[18]焦小明.机械加工技术[M].北京:机械工业出版社,2005.
[19]王娟娟,续富琴.基于有限元法的刀具切削过程的应力应变分析[J].科技资讯,2019,17(23): 57.
猜你喜欢
山东工业技术(2016年23期)2016-12-23
文艺生活·中旬刊(2016年11期)2016-12-13
科教导刊(2016年28期)2016-12-12
航空兵器(2016年4期)2016-11-28
科学与财富(2016年15期)2016-11-24
考试周刊(2016年20期)2016-04-14
考试周刊(2016年17期)2016-03-31
考试周刊(2016年3期)2016-03-11
