
滁河四级站大直径压力钢管现场安装技术研究
2020-07-14 05:28:10丁尔俊
建材发展导向 2020年10期
丁尔俊
(安徽省驷马山引江工程管理处,安徽 巢湖 238251)
水利工程建设施工情况比较复杂,包含了大量的环境施工和多种地理因素考虑,对工程的设计也颇具难度。大直径压力钢管施工技术是在水利工程、水电站施工中利用大直径压力钢管进行水力传输的基础设施建设,多数是采用多瓣瓦片在专用的平台上进行组圆焊接成型,其实为便于施工而采取的技术,通常大直径压力钢管因其直径过大而无法满足竖直运输要求而选择对大直径压力钢管翻身后进行运输,并实现安装作业。
1 滁河四级站工程项目概况
滁河四级站位于肥东县东北部,是驷马山引江工程梯级抽水泵站之一,设计抽灌流量为71.4 m3/s,设计装机容量为22400kW, 安 装 8 台 1856HLB11.25 -18.99, 配 置 8 台TL2800-24 电动机,泵房为堤后干室型,为Ⅱ等大(2) 型泵站。泵站站身后紧接压力出水管,出水管均是圆形钢管,一泵一管,管径φ2.2m,管厚18mm,8 根钢管成喇叭形布置,钢管中心距由7.5m 渐变为4.5m,垂直水流方向总宽度56.74m 渐变为33.7m,顺水流方向水平投影总长46.0m,见图1。
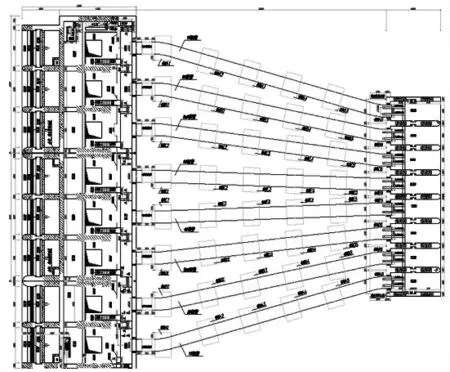
图1
钢管顺坡向爬升,坡比1:3,底部管中心高程31.95m,顶部管中心高程45.1m。每根钢管设置6 座镇墩,进出口处各设1 座,中间设置4 座,镇墩采用C25 钢筋砼结构,确保管道稳定安全,见图2。
2 大直径压力钢管现场施工安装的技术难点
2.1 关于大直径压力钢管运输中的技术难题
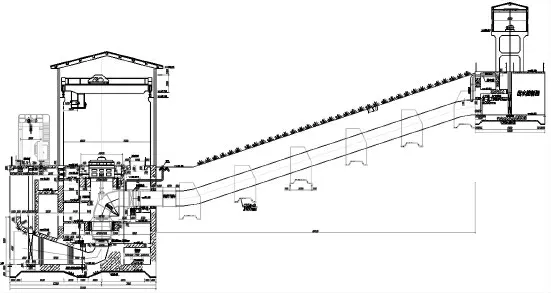
图1
滁河四级站的大直径压力钢管施工的技术难题首先是管道运输的问题,由于管道的直径过大,在运输中无法满足竖直运输方式的要求[1]。因此,通常会选择将大直径压力钢管进行翻身后运输,而大直径压力钢管翻身作业需要利用一些工具进行辅助完成,一般是采用钢丝绳和卡环连接组成活动套拉紧钢管壁,并通过起吊设备以及钢丝绳配合将大直径压力钢管一段起吊达到翻身作业的效果,其是属于常规的方法,因为钢管是属于单吊点受力,所以大直径压力钢管的翻身作业过程中常会出现压力钢管变形或失圆的情况[2]。
2.2 钢管预组装和拼装问题
由于受到施工环境较为简陋的影响,在进行压力钢管的施工前需要在制作现场将其进行预组装,以此为进行压力钢管的质量控制,但在进行压力钢管预组装和拼装时要注意对其中心和易变形部位的加固处理,大口径压力钢管较重,所以在进行现场施工的焊接时必须要注意其管节组装位置的妥善安置[3]。就目前的施工过程当中的实际情况来看,对其焊接处理的技术应用存在一定的难度,焊接顺序存在一定程度的不合理。
3 大直径压力钢管现场安装技术以及质量控制
3.1 大直径压力钢管运输、就位
为减少现场焊缝,压力钢管直线段标准长度为12m,压力钢管因设计的布置形式,加之现场施工条件的限制,本工程安装的难点在于钢管的吊装就位组装、底部弯管和顶部弯管的平面定位、钢管中心高程控制、钢管变形的校正、合拢段上下管口错缝校正以及接头焊缝质量的控制。本工程压力管道采取顺水流方向施工,安装程序为:压力管道运输、就位-管道校正、组对焊接-管道支座安装-焊缝无损探伤检测-管道防腐及油漆-二期砼浇筑-内支撑割除-管道内外补漆防腐-竣工验收[4]。待安装的管段进场以后,需用10T 汽车转运到安装现场,采用10T 手动葫芦将管段下车,安装采用16t 移动式吊车进行就位。个别地段不宜用吊车吊运时,可采取扒杆进行就位。
3.2 钢管的校正及加固
因钢管在制作、焊接、吊装、运输、安装过程中可能会出现局部变形,必须重新对钢管的弧度进行校正,校正主要采用千斤顶调整钢管的圆度,局部地方可采用火焰校正;钢管校正后就地进行加劲环组装焊接加固,加劲环在组装前,先在钢管壁上划出组焊的位置,焊好托板,将加劲环放在托板上,加劲环要垂直、紧贴管壁,局部间隙不得大于3mm,在拼接加劲环时,其接头间隙应小于4mm,组对时,应错开拼接时的焊缝;同时采用临时支撑点焊在管口内壁上,支撑点的多少根据现场实际情况进行调整,以满足强度需要为原则,尽量减少在管道内壁的焊接量。
3.3 平面位置及高程的确定
两节钢管组成大节后,应重新复核中心线偏差和倾斜度,将首装节的上、下游管口的几何中心误差调整至5mm以内,运用中垂线原理,采用水平仪、吊线球、钢卷尺,便可将临时活动支腿焊死,用型钢将钢管固定于预埋的锚筋上。为防止加固焊接时,因焊接收缩造成钢管位移,加固型钢有一端焊缝,应为搭接焊,且应在最后焊接。加固完,再复测中心线、高程、里程和倾斜,作好记录。首装节安装好后,为保证管道不发生位移,可先浇筑二期混凝土,浇注前应对该段的焊接进行检测,合格后方可浇筑。
3.4 大直径压力钢管焊接技术
大直径压力钢管焊接技术难度较高,在滁河四级站现场施工中其管道焊缝主要分为三类:其一是一类焊接,包括岔管的所有焊缝、主管管壁纵缝、主厂房内明管环缝、凑合节合拢环缝、闷头与管壁的连接焊缝。一类焊接若用超声波探伤抽查率为50%,射线探伤复查率为5%,质量要求为B1 级合格。其二是二类焊接,钢管管壁环缝;止水环、加劲环的对接焊缝及其与管壁之间的组合焊缝。二类焊缝若用超声波探伤抽查率为50%,质量要求为B2 级合格。其三是三类焊接,受力很小,且修复时不致停止发电或供水的附属构件焊缝。所以焊接时要注意坡口和内侧表面的异物清理,在进行对接焊接时要注意内部测表面的齐平,焊接所用焊条也要注意烘干,保持干燥,焊丝要注意清洁,不得存在油污、锈蚀[5]。
4 结语
按照水利水电工程项目施工地理位置和实际地理条件背景的分析,大口径压力钢管的尺寸和规模方面占有较大的优势,其制作和安装技术也具有一定程度的先进性特点,在实际的现场施工当中,需要结合实际现场地理条件和结构设计进行施工技术的选择,融合简单实用的施工技术能够解决很多施工影响因素,提高施工效率和保证施工质量,从施工流程上进行最大程度的简化和进度的提升,有力的推动水利水电工程项目的发展。
猜你喜欢
建材发展导向(2021年22期)2022-01-18 06:12:28
小学生学习指导(高年级)(2021年10期)2021-11-02 05:32:20
建材发展导向(2021年10期)2021-07-16 07:13:40
国学(2020年1期)2020-06-29 15:15:30
云南档案(2019年7期)2019-08-06 03:40:50
电子制作(2018年10期)2018-08-04 03:24:26
数学物理学报(2017年6期)2018-01-22 02:26:53
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
焊接(2015年9期)2015-07-18 11:03:53
山西大同大学学报(自然科学版)(2015年2期)2015-01-22 07:15:13
