
水下焊割实验室除尘系统的设计
2020-07-08 08:34陈晓强杜永鹏朱小俊王帅
金属加工(热加工) 2020年7期
陈晓强,杜永鹏,朱小俊,王帅
海军潜艇学院 山东青岛 266042
1 序言
水下焊割技术是职业潜水员必须掌握的水下作业技能之一,主要用于破损舰船的应急修补及援救打捞、水下构件安装、水下结构物拆除等作业。在培训潜水学员进行水下焊割作业时,经常会产生烟尘和有害气体等,一些小的焊接烟尘可成为肺可吸入物,被吸入人体后会引发哮喘、支气管炎和心血管等方面的疾病。因此,在进行水下焊割作业训练时,必须对焊割实验室净化设施和通风条件进行必要的改善,为训练及负责保障的人员提供一个健康和干净的作业环境。
目前处理焊割过程中产生的烟尘、粉尘等有毒有害物质的措施主要是通过除尘器收集并处理[1-2],而且主要用于陆上焊接,对于水下焊接的烟尘处理研究尚少。由于水下焊接时,焊接、切割等工序位于水下,焊接、切割时的高温将产生大量水气与烟尘,并一起冒出水面,在进行除尘时,受现有技术的条件限制,除尘效果不理想。因此,研发一种适用于水下焊接烟尘处理装置,以提高除尘效果是目前迫切需要解决的问题。
2 水下焊割烟尘的产生及特点
水下焊割过程中,烟尘和有害气体的产生与陆上焊割烟尘基本类似,都是在焊割过程中由于高温电弧作用产生的。其中,有害物质主要是一氧化碳气体和金属粉末,烟尘主要成分为铁、锰、硅等氧化物[3]。除此之外,由于水下焊割条外面有一层防水层,在药皮燃烧过程中也会产生一些有毒气体,对人体健康的危害也很大。
在收集排放水下焊割烟尘过程中,水下焊接烟尘从水中出来后,扩散较小,较易收集处理。而对水下切割的烟尘来说,由于切割过程中采用了高压氧辅助切割,使产生的切割烟尘分散飘移,扩散较大,收集起来难度增高。
3 水下焊割实验室建设标准及思路
3.1 水下焊割实验室建设标准
水下焊割作业训练实验室是涉及学员是否能够安全有效地进行水下焊割技能训练的重要设施。在水下焊割作业实验室的建设过程中,必须要重点考虑和设计的部分就是污染气体的排放净化装置,其基本标准包括以下几点。
(1)焊割烟尘处理净化效果好 在整个水下焊割训练过程中,焊割烟尘会很大,严重影响训练人员的人身安全,要求烟尘排放净化设备能够及时并充分的将焊割产生的烟尘净化并排除出作业空间,也就是排气设备的功率要满足需求,净化的标准要高。根据GBZ 2.1—2007《工作场所有害因素职业接触限值 第1部分 化学有害因素》规定:室内焊接烟尘容许浓度值应≤4mg/Nm3;根据《山东省固定源大气颗粒物综合排放标准》DB37/1996—2011中规定:有组织排放口排放的烟尘,电焊烟尘(属于其他粉尘类)最高允许排放浓度≤30mg/Nm3;现有及新建企业边界大气污染物任何1h平均浓度执行规定的限值电焊烟尘(属于其他粉尘类)最高允许排放浓度≤1mg/Nm3。
(2)净化处理时设备的噪声要小 由于水下焊割训练是在室内进行,如果净化处理设备的噪声太大,会影响到电话员与潜水员的沟通联系和训练安全。所以烟尘排放净化设备工作时,噪声一定要小。根据GB 12348—2008《工业企业厂界环境噪声排放标准》中规定:厂界昼间≤65dB(A),厂界夜间≤55dB(A);夜间频发噪声的最大声级超过限值的幅度不得高于10dB(A)。夜间偶发噪声的最大声级超过限值的幅度不得高于15dB(A)测点位置一般规定。一般情况下,测点选在工业企业厂界外1m、高度1.2m以上、距任一反射面距离≥1m的位置。
(3)净化装置维修保障和更换过滤装置的成本要低 水下作业水池是潜水学员必须经历的场地,而且每年的训练量比较大,因此故障率可能会较高,需要厂家能够技术维护保障。另外,在空气过滤装置方面,由于需要常年作业,滤芯的更换也会是经常性的,这就需要滤芯的使用周期尽量要长,价格尽量低。
3.2 水下焊割实验室建设思路
水下焊割实验室设计有专门的焊割烟尘净化处理装置,该装置主要由空气净化系统和净化系统操作控制台组成。其中,空气净化系统的操作控制台也安装在主监控控制台上,便于现场指挥人员操控;空气净化系统安装在水下焊割训练水池上方,可以直接将水下作业时产生的有害气体排除室外。
根据实验室及焊割水池的结构特点,设计采用局部控制尘源的方法来解决,即在工作点直接设置排风罩排除烟尘并经除尘风管送入除尘器净化后排入大气。这种方法是目前最有效并且是最经济的,在局部控制尘源除尘中把握了近(吸气罩距尘源近)、顺(充分利用粉尘运动方向)、通(设计合适的排风量)、封(尽量密闭尘源)、便(方便工人操作)的设计原则。整个工程中,对工位内烟气的收集采用马蹄形罩口进行收集,罩口通过可伸缩软管(内有支架)与主气路(螺旋风管)相连接,所有管道通过支架或悬吊方式固定,如图1所示。伸缩软管和吸气罩组成的吸气部位用支架固定。
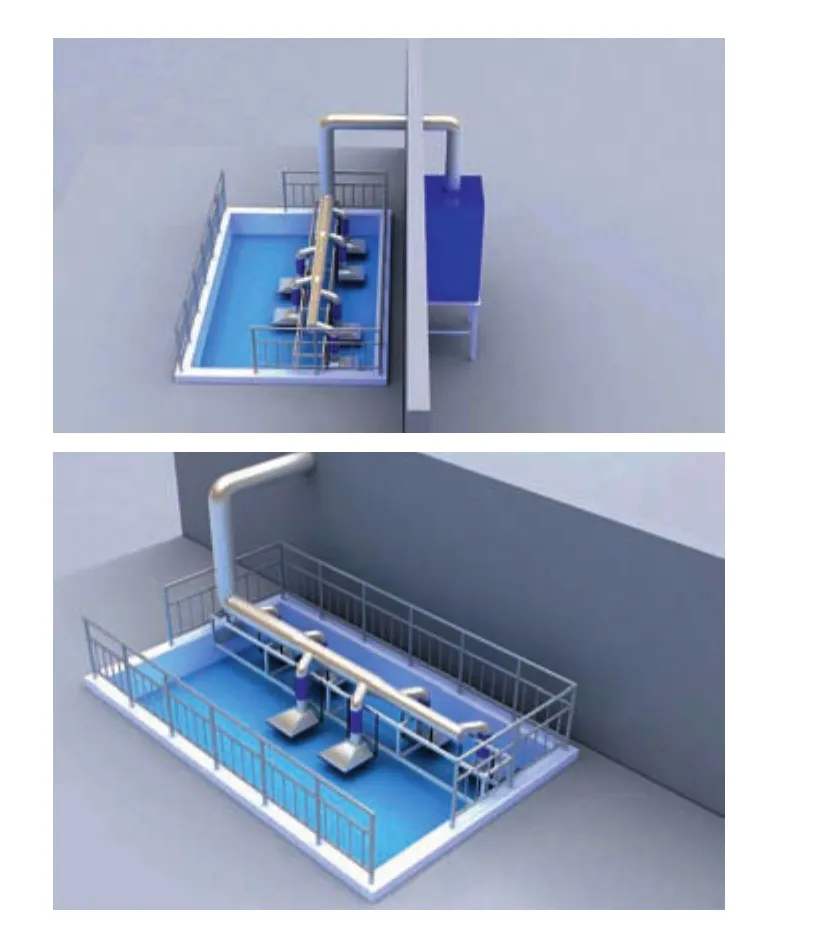
图1 空气净化系统效果示意
4 水下焊割烟尘过滤净化系统设备组成
水下焊割烟尘过滤净化系统设备主要包括拼装滤筒除尘器和预处理设备部分。
4.1 拼装滤筒除尘器
拼装滤筒除尘器结构设计紧凑、合理(见图2),设备内部采用先进的褶皱式滤筒为过滤元件,可除去细小的非纤维性粉尘。该机与传统的除尘器相比,具有体积小、过滤面积大、除尘效率高、压力损失低、运行可靠及使用寿命长等优点。
工作原理(见图3):含尘气体由位于主机下部的进风口进入主机箱体,由下上行,由于重力与下行气流的作用首先把尘粒直接降至灰斗,细粉尘被滤筒捕集在外表面,洁净气体经滤筒过滤净化后,由滤筒中心进入清洁室,再经出风口排出。随着过滤工况持续,聚集在滤筒表面的粉尘增多,此时脉冲控制仪按设定的脉冲周期和脉冲间隔控制电磁阀开启,喷出高压气体,吹入滤筒内腔,抖落外表积尘,落入灰,经卸灰口排出。

图2 拼装滤筒除尘器整体实物
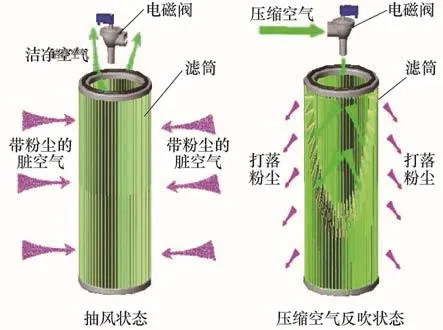
图3 滤筒除尘工作原理
4.2 预处理设备及四级除水装置的设计
预处理设备即为干式过滤器,主要用于处理烟尘的水分。预处理设备主要由设备壳体、折流板、丝网除沫器、初效过滤器及排水孔等组成,包含了四级除水装置,如图4所示。
一级除水装置固定安装于壳体上,包括筒体、设于筒体内的呈螺旋结构的折流板、上下贯穿折流板中心的冷凝管。进气管接口安装于筒体下部,筒体上部设有出气口,筒体底部设有出水口,实现了水下焊接烟尘的高效处理。折流板的作用是当含有雾沫的气体以一定速度流经折流板时,由于气体的惯性撞击作用,雾沫与波形板相碰撞而被聚的液滴大到其自身产生的重力超过气体的上升力与液体表面张力的合力时,液滴就从波形板表面上被分离下来。除雾器波形板的多折向结构增加了雾沫被捕集的机会,未被除去的雾沫在下一级丝网除沫器,这样多级过滤,从而大大提高了除雾效率。水下焊接除尘系统的一级除水装置还包括换热器,换热器的出水端连接冷凝管下端,换热器的进水管连接冷凝管的上端,冷凝水由下往上流过冷凝管。另外,折流板上设有用于烟气穿过的微孔。
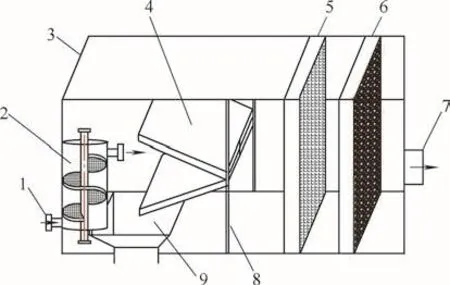
图4 除水装置结构
二级除水装置为高密度丝网除沫器(见图5),由多个高密度丝网板首尾相接、呈锐角上下布设,通过支柱固定于壳体内。高密度丝网板包括蜂窝形丝网块和用于固定蜂窝形丝网块的支撑框架;支撑框架与支柱固定连接;高密度丝网板中心设有引流管,高密度丝网板底部设有水平方向的集液槽,引流管与集液槽连通;上部的高密度丝网板上的集液槽与相邻下部的高密度丝网板上的引流管对接连通。
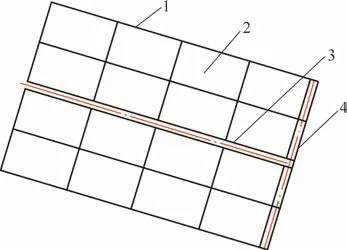
图5 高密度丝网板结构
三级除水装置为内填尼龙网或活性碳滤材或金属孔网的初效过滤器。初效过滤器的原理是通过材料纤维改变烟气的惯性力方向从而将其中的水分过滤出来,材料逐渐加密的多重纤维增加撞击率,提高过滤效率。干式漆雾过滤器内填纤维材料,过滤时能有效通过不同过滤材料组合,利用材料空间容纳水汽,达到更高的过滤效率。
四级除水装置为过滤棉。
水下焊割烟尘设计的除水装置优点在于,焊接带有水汽的烟尘通过螺旋折流板后,大部分的雾气被阻留聚集成液滴除去,随后又依次设计高密度丝网除沫器、初效过滤器和过滤棉进一步提高过滤效率,除去烟气中的水分,干式烟气进入除尘装置除尘净化后排放。该结构设计合理,维修方便,尤其适用于水下焊割教学和训练。
5 结束语
随着潜水员水下作业训练需求的增加,水下焊割及陆上焊割训练任务逐渐加大,焊接材料大量消耗,焊接烟尘的危害必须得到重新认识,训练人员的劳动卫生与环境治理也急需关注。焊割烟尘的净化处理装置是解决危害人体健康问题的重要手段,对潜水员及保障人员的安全起着关键作用。在水下焊割训练过程中,既要讲求训练效率和效果,也要讲究训练安全与人身健康,才能符合现代技能训练要求和科学发展规律。
猜你喜欢
山东冶金(2022年4期)2022-09-14
水泥技术(2021年5期)2021-10-27
艺术家(2021年12期)2021-03-11
安徽工业大学学报(自然科学版)(2020年2期)2020-07-10
流行色(2019年8期)2019-11-04
流行色(2019年8期)2019-11-04
中小企业管理与科技(2019年29期)2019-01-27
电子制作(2017年7期)2017-06-05
中国无机分析化学(2017年1期)2017-03-27
科技创新导报(2016年5期)2016-05-14
