M701F3燃机T级检修中的透平缸检修探析
2020-07-04 04:27许宁
机电信息 2020年14期
关键词:燃机

摘要:燃机T级检修主要是针对透平缸和燃烧室的检修。叶环检修和密封保持环找中是透平缸检修的重中之重。随着燃机投运时间的增长,在检修过程中出现了非常规性问题。为此,针对近几次的燃机T级检修情况,对叶环检修的流程进行了细化,提出了相应的处理办法。
关键词:燃机;T级检修;叶环
0 引言
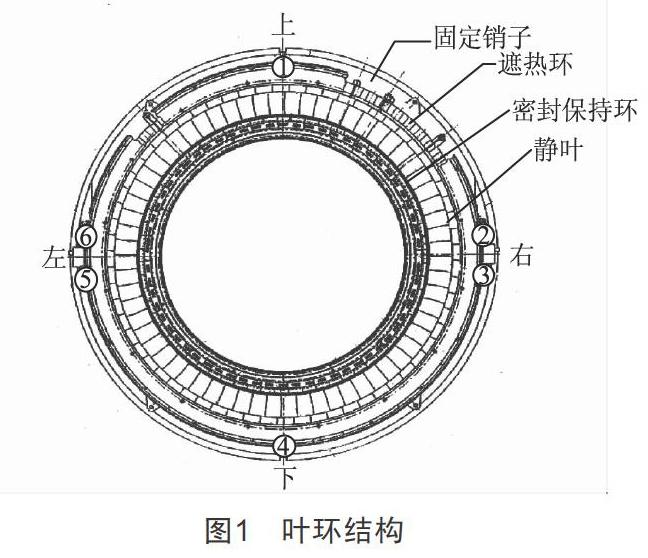
M701F3燃气轮机是由日本三菱公司和中国东方汽轮机制造厂联合生产的。其容量为390 MW,透平缸由四级叶环构成。叶环作为静叶的载体,由两个180°的半圆组成,每个半圆上有遮热环、固定销子、密封保持环等[1],叶环结构如图1所示。
1 叶环检修
在燃机检修过程中,叶环检修占有极其重要的地位。叶环拆除按照从四级到一级的顺序,叶环回装顺序则相反,叶环检修流程如图2所示,其中需要重点注意以下流程[2]。
(1)上半叶环:在拆除叶环水平结合面的螺栓前需测量原始退让间隙;待收缩表面密封后需喷入松动剂,以防起吊时损坏密封面;在叶环吊起一定高度时,需用红色胶布固定叶环水平中分面的密封片。(2)密封保持环:在拆除密封保持环水平结合面的锁线及螺栓时,注意封堵好异物,以防止异物掉入;在复装好上半密封保持环后,需测量密封保持环的平行度,并涂少量防卡剂。(3)翻转下半叶环:在安装专用链条前,需检查链条是否损坏、磨损,必要时可进行无损检测。按气流方向逆时针翻转叶环,待下半叶环完全翻出水平后,吊出下半叶环。翻转过程中,链条两端都要受力,注意观察动叶与分割环之间的间隙。当发生卡涩时,若仍存在叶顶间隙,则可拉高叶环后继续拉动链条[3]。
2 密封保持环找中
在T级检修中,要根据通流间隙判断密封保持环是否需要找中,方法基本一致。密封保持环找中流程可分为粗调、细调和偏心销焊接[4]。
(1)粗调:在粗调之前要合拢上下半静叶环。合拢后静叶环之间间隙不超过0.05 mm。此时要注意检查上下结合面是否有错口,错口会导致持环不圆。粗调时,先用拉线法检测密封保持环中分面与叶环中分面是否在同一直线上。中分面一致后,再使用顶丝对密封保持环的中心进行调整。在调整左右时,可用顶丝固定上下,一次调整完成后,需要用胶锤敲打空气挡板,防止假移动的产生。粗调目标值为|①-④|≤
0.15 mm,|②-⑤|≤0.15 mm,|③-⑥|≤0.15 mm,测点位置如图1所示。
(2)细调:使用偏心销调整中心。调整时,应架设两个百分表,随时观察持环的动态。调整过程中偏心销旋转方向无要求,但紧固时,必须将偏心销按规定旋转方向旋紧。为防止中心偏离,8个偏心销应配合旋紧,旋紧时不要用力过猛。左右偏心销用来调整上下位置,上下偏心销用来调整左右位置,剩下4颗用来进行微调固定。为了对中数据更接近,需要反复测量与调整,建议全过程使用偏心销调整。细调目标值|①-④|≤0.13 mm,|(②+③)-(⑤+⑥)|≤0.10 mm,另考虑到焊接热效应需留余量,中心数据最好在0.07 mm左右。
(3)偏心销焊接:中心合格后,按标准力矩紧固偏心销压板螺栓并封好止动垫片,并对偏心销进行对称点焊。焊接先点焊,后满焊,焊缝长度要在1.2 cm以上。焊接过程中,可用顶丝固定密封保持环的相对位置。
3 问题探讨
M701F3型燃气轮机第一批在2007年左右投入商业运行,随着运行时间的增长,燃气轮机在最近几次T修时,出现了非常规性问题,若无法妥善处理,会严重影响检修进度。下面对遇到的非常规性问题进行分析和总结。
(1)复装透平叶环,当透平2级下半叶环翻入至135°时发生卡涩。经检查,叶环始终与叶环定位槽保持平行状态,水平面左侧动叶与分割环发生摩擦。为增大左侧动叶与分割环之间的间隙,用撬棍从右侧往左侧撬叶环,翻过5°后继续卡涩。为防止后续分割环发生摩擦,又拆除了部分分割环。与此同时,在右侧架设千斤顶,借千斤顶的力顶出间隙后,右侧葫芦同步向上拉叶环。
事项分析:#2级叶环变形偏大,中分面两侧的多块分割环发生碰擦,在翻转前可以根据变形情况,先将两侧的分割环拆除,待叶环翻入后再回装。
(2)解体透平叶环,当透平4级下半叶环翻出至90°时发生卡涩,此时行车吨数显示从7 t一直拉至14 t,仍然卡涩不动。经检查叶环始终与叶环定位槽保持平行状态,进入排气段观察透平4级叶环,发现底部正下方叶环定位槽处已有明显拉毛痕迹。为解决此问题,在左侧翻出的叶环水平面焊接一小块的铁板,用千斤顶顶铁板作为助力,与葫芦、天车一起动作翻出下半叶环。顶出叶环后发现链条多处损坏。
事项分析:1)透平缸咬死螺栓气刨时,产生的螺栓碎屑;2)链条损坏产生的碎屑;3)运行过程中产生的零部件碎件。
(3)密封保持环找中,#2级上下叶环合拢后,中分面螺栓冷紧、热紧完成。测量密封保持环中心,在移动专用工具时,发现移动到右侧中分面时百分表指针发生抖动。检查发现右侧中分面存在错口,只能拆开重新合拢。在中心合格进行压板焊接后,复测中心数据发现中心值超标。为解决此问题,只能在打磨焊缝后重新调整中心,本次在点焊时,用顶丝稍用力固定相对位置,并根据中心数据,对称点焊。
事项分析:1)密封保持环找中心技术难度较高,在找中时必须按步进行;2)在压板焊接时,需根据中心数据调整焊接顺序,避免焊接后中心值偏差较大。
4 结论
(1)在翻转#1、#2级下半叶环时,翻转前可视叶环变形程度,先将两侧的分割环拆除;在回装过程中,中分面两侧分割环可待叶环回装后再安装。(2)在翻转#3、#4级下半叶环时,可用无损检测技术确定链条质量。(3)偏心销焊接时,应根据中心数据,对称点焊,点焊前可用顶丝固定相对位置。
[参考文献]
[1] 白龍,孙强.M701F型燃气轮机的大修[J].发电设备,2016,30(6):417-420.
[2] 范鹏成.浅谈M701F3燃机T级检修[J].机电信息,2018(12):72-73.
[3] 张春雁.燃气轮机检修策略及文件包的应用[J].上海电力,2006(3):249-251.
[4] 石翠霞,王新年.M701F燃气轮机检修过程中透平动静碰磨的分析与处理[J].燃气轮机技术,2017,30(2):54-57.
收稿日期:2020-04-28
作者简介:许宁(1992—),男,河北定州人,硕士研究生,从事燃气轮机检修工作。
猜你喜欢
电脑知识与技术(2019年24期)2019-11-03
科技风(2019年1期)2019-10-14
发明与创新·大科技(2019年1期)2019-06-17
科学与财富(2019年1期)2019-02-28
科技资讯(2019年33期)2019-02-04
世界家苑(2018年3期)2018-04-27
科学与财富(2017年19期)2017-07-19
科学导报(2017年43期)2017-07-09
环境与发展(2017年3期)2017-06-30
能源研究与信息(2016年4期)2017-03-31