复卷机伺服张力控制系统设计及优化
2020-07-04 11:30:18马文明李文文
中国造纸 2020年3期
马文明 李文文
(西京学院,陕西西安,710123)
纸卷复卷机在工作过程中,纸幅的张力受很多因素影响,如果张力波动不能及时得到调整,将会使纸卷质量下降,造成纸卷紧度不够、拉断、褶皱、卷边不齐等现象出现,因此保持纸幅张力稳定对复卷机来说很重要[1]。本研究通过张力传感器对纸幅张力进行实时监测,结合磁粉制动器恒扭矩、线性强的特点,将张力传感器检测到的数据输入给控制器,控制器对数据进行处理给磁粉制动器输出激励电流进行电磁力矩的控制,以实现对纸幅张力的稳定控制。为了解决纸幅边缘不齐现象,使用线性驱动器和永磁低速电机进行搭配,对纸幅卷边进行调节。
1 复卷机生产工艺简介
复卷机的工作过程如图1所示。从图1可见,纸幅由退纸辊引出,先经过1#和2#随动辊,然后通过张力传感器辊,再经过3#和4#随动辊最后进入卷纸辊,在1#和2#随动辊以及3#和4#随动辊之间均装有纠偏传感器,在退纸辊和卷纸辊部位均安装有纠偏装置。
退纸辊是复卷机工作过程中张力控制的主要部位,它和张力传感器共同来完成纸幅的张力恒定控制;随动辊对纸幅在运行过程中起到协助引导作用;退纸辊纠偏传感器和退纸辊纠偏装置共同完成纸幅输出位置的恒定;卷纸辊传感器和卷纸辊纠偏装置共同完成纸幅卷取过程中边缘整齐[2]。
2 复卷机张力控制方法的选择
复卷机张力采取闭环控制,通过张力传感器实时检测纸幅张力与退纸辊构成闭环控制,张力传感器将检测到的纸幅张力反馈给控制器,控制器控制退纸辊电磁力矩调节,从而实现对纸幅的恒张力控制[3]。在控制退纸辊电磁力矩的同时还必须保证卷纸辊与退纸辊线速度一致,否则纸幅张力将得不到很好的保证。
2.1 退纸辊张力控制
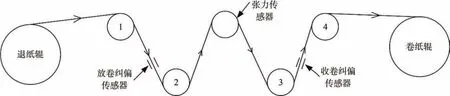
图1 复卷机工作过程示意图
张力传感器检测到的纸幅张力与设定的纸幅张力进行对比,差值经过控制器处理好作为电磁力矩补偿,对磁粉制动器的电磁力矩进行调节,从而实现对纸幅张力调节的目的,退纸辊张力控制结构图如图2所示[4],其中,Fsp为张力的设定值,F为张力传感器的反馈值,ef为张力偏差值,ΔT为电磁力矩的调节量。
2.2 复卷机的速度控制
在复卷机工作过程中,要保证卷纸辊和退纸辊线速度一致才能保证纸幅张力得到良好的控制,如果卷纸辊和退纸辊线速度不一致将造成速差,对纸幅张力控制造成一定影响。本研究对卷纸辊和退纸辊线速度采用PI控制算法进行处理,通过安装在退纸辊和卷纸辊的编码器,实时采集纸幅线速度后与设定值进行比较,将速度差经过PI控制算法进行处理后作为电机电压补偿对电机速度进行调节,从而达到退纸辊和卷纸辊线速度恒定的目的[5-6]。退纸辊和卷纸辊速度控制结构图如图3所示,其中,vsp为速度设定值,v为编码器反馈的速度值,e为速度偏差值,Δu为电压的补偿值。
2.3 退纸辊和卷纸辊的纠偏控制
退纸辊和卷纸辊纠偏示意图如图4所示,其中纠偏装置由永磁低速同步电机驱动,由2个限位开关和4个滑轮构成。在复卷机工作过程中,安装在退纸辊后侧和卷纸辊前侧的纠偏传感器对纸幅的边缘运行状况进行实时检测,根据光电眼是否被遮挡来进行控制电机的正反转,限位开关的设置则是为了防止纸幅在纠偏调节中失调。
3 控制系统的硬件设计
根据对复卷机控制系统的分析,在这里选取罗克韦尔1769-L36ERM作为主控制器,它拥有高度集成的Ether Net/IP网络通信接口,可扩展插口槽方便扩展,灵活性强,满足自动控制需求。下面分别对纸幅的张力、速度和纠偏控制进行硬件的选型及设计,并对断纸进行介绍。
3.1 张力控制硬件设计
复卷机张力控制采取的是闭环控制回路,它由PLC控制器、磁粉制动器和离合器、张力变送器和传感器以及恒流源等构成,其线路图如图5所示。
3.2 纠偏控制硬件设计
纸幅纠偏控制是由线性驱动电路、PLC控制器、纠偏传感器以及永磁同步低速电机等组成,其线路图如图6所示。
3.3 速度控制硬件设计
如果卷纸辊和退纸辊速度不一致,会对纸幅张力造成很大影响,因此保持纸幅的速度稳定对维持纸幅张力稳定很重要。通过PLC触摸屏对伺服驱动系统进行组态设置,对参数进行输入,对卷纸辊和退纸辊的速度进行采集处理,从而保证卷纸辊和退纸辊的线速度一定。速度控制接线图见图7。

图2 基于电磁力矩的张力控制结构图

图3 退纸辊和切纸辊速度控制结构图
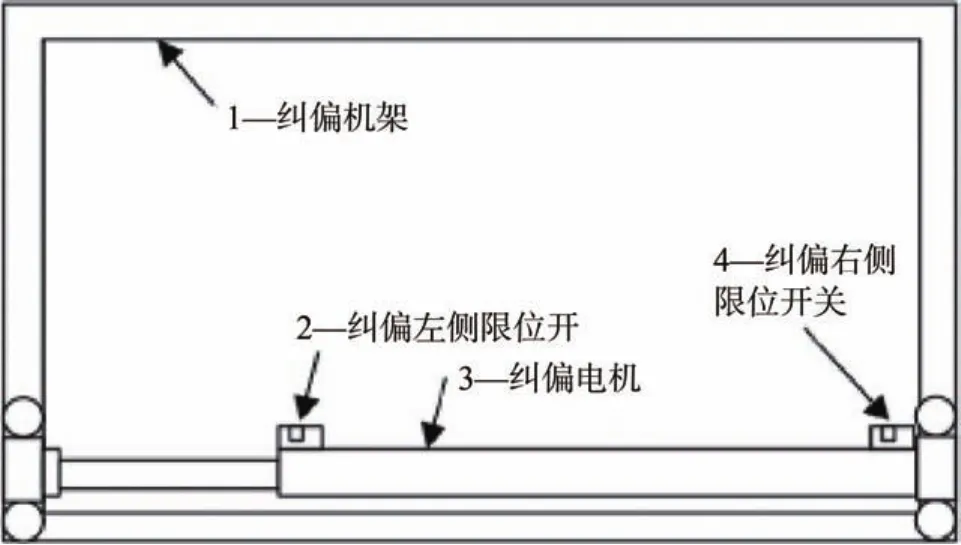
图4 退纸辊和卷纸辊纠偏示意图
4 复卷机张力控制系统的软件设计
复卷机的恒张力控制系统采用罗克韦尔1769-L36ERM控制器为核心的控制系统,利用伺服电机激励电流对纸幅张力进行调节。在复卷机的工作过程中,为使纸幅张力控制精确,还要对速度和纠偏控制进行调节。
4.1 复卷机控制软件系统整体构成
复卷机控制软件系统包括:用户登录界面、参数设置、用户管理和历史数据等几个模块组成,它基于RSLinx运行环境下建立OPC服务器,可以实现上位机与下位机之间的数据交换,如图8所示。
4.2 各控制部分的程序流程图设计
(1)速度控制流程图
复卷机的速度控制包括电机参数的设置、卷纸辊和退纸辊卷径的精准计算以及旋转角速度的精准控制。图9为复卷机的速度控制流程图。
(2)张力控制流程图
复卷机的纸幅张力控制是在磁粉制动(离合)器数值量的设定、张力传感器检测的基础上进行程序编写,复卷机张力控制流程图如图10所示。
(3)纠偏控制流程图
复卷机的纠偏控制是通过控制输出稳定的电压,令纠偏机构以恒定的速度运行,光电纠偏传感器通过检测纸幅边缘是否挡住光电眼来反馈给控制器一个数字量信号,控制器通过反馈的信号来调节电机的正反转,从而实现卷纸的纠偏控制。纠偏控制的流程图如图11所示。
4.3 现场运行分析
纸幅张力是通过对退纸辊的电磁力矩进行调节来实现的,由1769-L36ERM控制器输出电压到恒流源,恒流源输出恒定电流对磁粉制动器电磁力矩进行调节。当纸幅张力设定值增大时,为了使实际纸幅张力快速响应,张力控制系统将输入磁粉制动器的激励电流增大,从而使电磁力矩变大,增加纸幅的张力,当纸幅张力增大到新设定值时,则激励电流将会重新调整到稳定状态。在实际运行中,纸幅的张力实际运行状况跟分析一致,图12为纸幅张力设定值从20 N提高到36 N时纸幅张力变化趋势图,纸幅张力调整时间缩短到5 s之内。
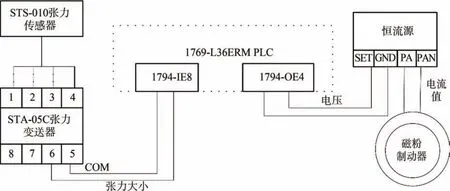
图5 复卷机张力控制接线图

图6 纠偏控制接线图

图7 速度控制接线图

图8 复卷机控制软件系统构成
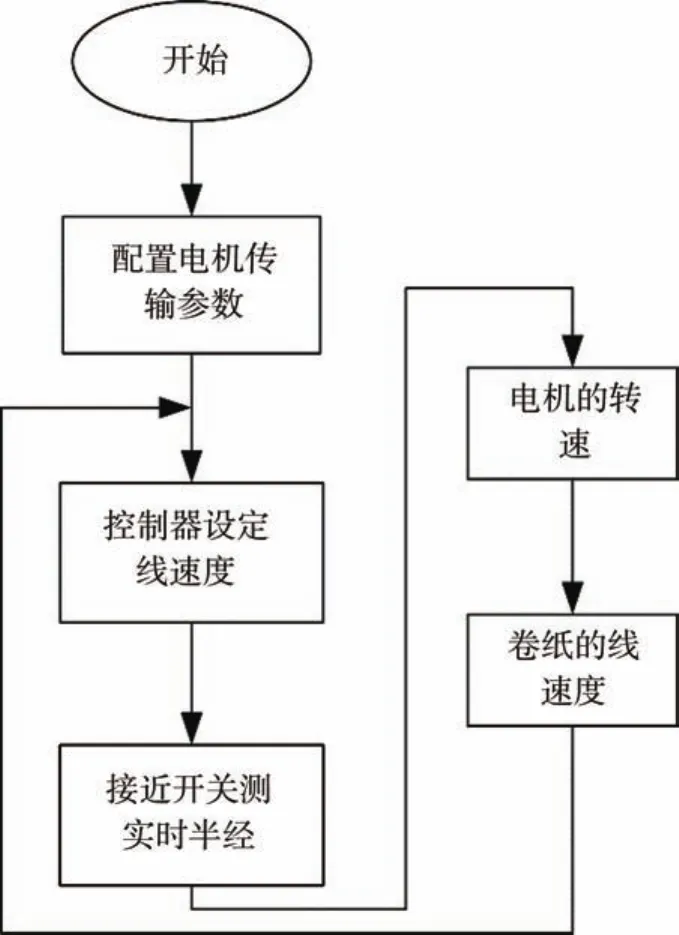
图9 复卷机速度控制流程图
5 结论
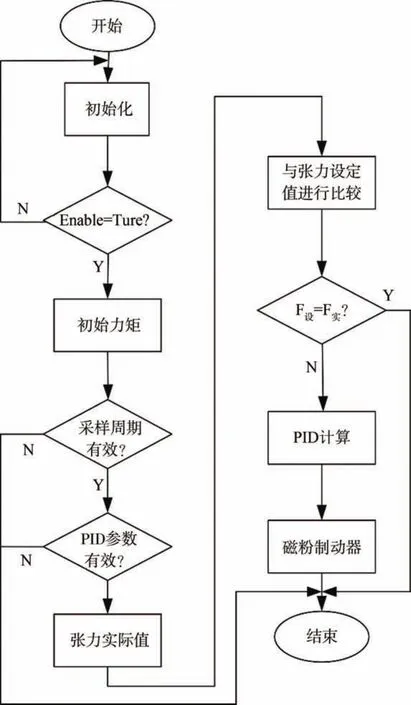
图10 复卷机张力控制流程图
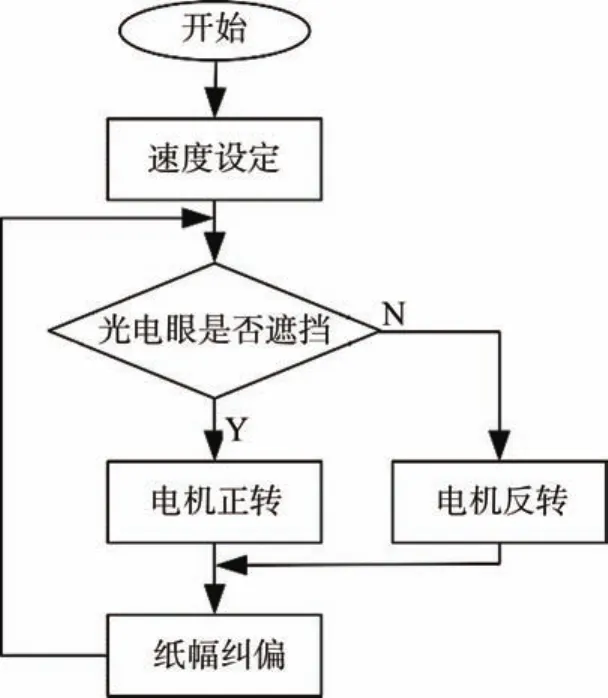
图11 复卷机纠偏控制程序流程图
通过对复卷机工艺流程分析,设计了一种基于伺服系统的纸幅恒张力控制系统,对复卷机张力控制、速度控制和纠偏控制系统分别进行了介绍,对整个控制系统进行了硬件和软件的设计,经过现场调试运行,设计的复卷机张力控制系统张力波动小,运行稳定,满足控制要求。该控制系统在实际生产中取得良好的控制效果,纸幅张力调整时间由之前的10 s缩短到5 s之内,并且无超调量。
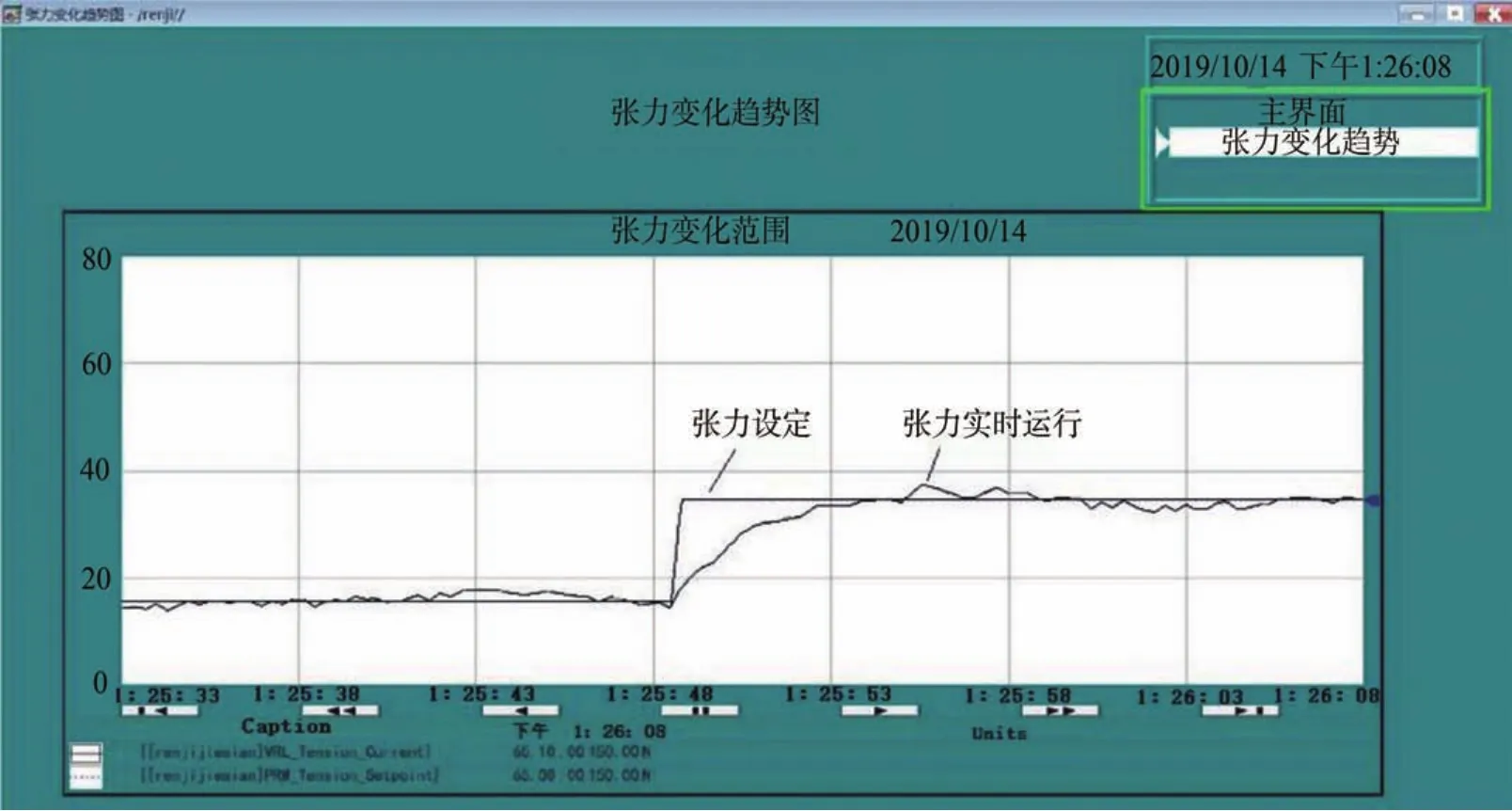
图12 纸幅张力变化趋势图
猜你喜欢
少儿美术(2019年2期)2019-12-14 08:02:12
生活用纸(2019年6期)2019-02-13 13:20:21
学苑创造·A版(2017年8期)2017-06-24 21:39:31
河南科技(2016年8期)2016-09-03 08:08:22
河南科技(2016年6期)2016-08-13 08:18:29
生活用纸(2016年10期)2016-04-06 02:33:03
中国造纸学报(2015年1期)2015-12-16 19:35:27
中国造纸(2015年7期)2015-12-16 12:40:50
百科探秘·海底世界(2014年6期)2015-05-14 14:08:21
浙江共产党员(2014年12期)2014-07-10 03:30:06