
南钢工程机械用钢质量提升实践
2020-07-03 07:05王升
山东冶金 2020年3期
王 升
(南京钢铁股份有限公司,江苏 南京210035)
1 前言
实现钢铁企业全流程质量管控,是实现钢铁企业高质量发展的有效途径。当前市场竞争日益激烈,用户对品种、质量、成本、服务等方面的要求更加苛刻。产品的生产应以用户满意为最高标准和最终要求,生产组织也应由符合标准向满足用户需求转变;因此大多钢厂按照“标准+α”(α就是用户在标准以外提出的附加技术条件)的原则组织生产,在质量管理各项功能的设计中都充分考虑用户的特殊要求,而工程机械用钢行业就是其中的典型代表。目前我国基础设施投资高速增长,国民经济迅速发展,城镇化带来的大规模基础设施建设、战略性新兴产业发展、“一带一路”的稳步推进直接带动了工程机械市场需求,推进了工程机械行业的发展,使工程机械行业用钢量以较高的比例稳定增长,市场前景良好。
2 工程机械用钢概况
2.1 工程机械用钢特点
工程机械用钢对钢板表面、内部质量、尺寸、板型、物流运输等均有很高的要求,部分要求近乎苛刻。例如钢板不允许存在肉眼可见波浪弯,不允许锈蚀,不允许修磨处理,不允许存在划伤、压痕、麻坑等缺陷,且钢板抛丸前后不得出现鱼鳞或蜘蛛网状花纹;钢板装车不允许夹花,装车必须整齐;部分高端客户甚至对表面氧化铁皮颜色及完整度等提出了要求。
工程机械用钢生产技术质量难点在于高表面质量控制及产品稳定性控制;同时由于客户的加工工艺要求及设备能力限制等原因,其对于切割变形(部分客户无工件矫平设备)、波浪弯等板型问题、加工性能(例如焊接性能、折弯性能等)要求也非常高;另外由于大部分工件为受力件的原因,客户对于钢板内部质量也尤为关注,同时工程机械用钢客户一般由于自身设备情况、市场及产品定位等原因对于整体实物质量的要求也不相同,个性化需求也非常多。
2.2 南钢工程机械用钢问题分析
南钢正式进入工程机械用钢市场虽然也不晚,但在工程机械行业内并未建立过硬的品牌及形成大批量供货;同时工程机械用钢生产一直处于非计划状态,生产难度较大、订单交付困难,未能形成有效的效益支撑点。存在的具体问题:1)工程机械用钢因其产品特点较普通结构钢产品质量要求更高,产品合格率低、稳定性较差,同时各部门沟通协调效率较低,用户满意度不高。2)客户个性化需求种类繁多,对客户的需求识别及产品生产过程的全流程识别及管控存在不足。3)无系统性、全流程的作业指导要求及可方便落实、执行的客户特殊要求标准。4)高表面质量控制、钢板内应力控制等存在技术瓶颈问题,基础工艺及专业深度研究不够。5)目前的大生产、仓储及物流条件难以满足高端客户精品物流需求。6)用户服务方面深度不够,对于客户痛点、隐性需求的挖掘程度不足,对客户的产品特点、设备特点、工艺流程等了解不足。
3 南钢工程机械用钢质量提升探索
总体思路:创新质量管理思路,发挥领导作用,充分调动团队合作意识及凝聚力,推动全员参与。针对工程机械用钢特点及生产痛点问题,采用项目经理制实施全流程、一贯制、柔性化、定制化的生产组织及质量管理。根据实际生产过程中的质量控制点和要求,以及客户交流反馈等情况制定工程机械用钢质量手册并不断优化完善,规范、明确过程质量控制要求。对于表面、板型等技术瓶颈问题集中力量专项攻关,从客户整体详细信息梳理、客户实际质量需求调研、技术协议评审、订单录入、质量设计、生产计划、质量培训、全流程质量信息传递及跟踪、设备保障管理、能源介质管理、过程质量保障方案、可视化检验标准制定、精品物流改进提升、用户服务各专业无缝对接等方面开展工作,严格落实全流程、一贯制、体系化质量管理。
3.1 项目经理制一贯制、全流程质量管理
领导作用在质量管理中的重要性是显而易见的,如质量管理八项原则中第二项就是强调领导的作用——领导者确立组织统一的宗旨及方向,他们应当创造并保持使员工能充分参与实现组织目标的内部环境。项目经理制即是体现领导作用的有效措施之一。
项目经理协同各部门高效运转,指定设立专业服务团队全流程监控管理,在各个环节对产品质量进行控制,即强调质量的统筹策划、过程管理。其主要措施为:1)工程机械用钢实施项目经理制管理,团队成员分工明确、职责清晰,凝聚力强。2)新订单、新客户、新规格等严格按照“三新”订单管理流程,从客户使用及质量需求调研、技术协议签订、质量设计、生产过程管控、物流管理、客户服务等全流程跟踪管理。3)对于成熟客户订单,根据客户反馈及过程问题,不断固化、优化全流程相关管理要求。4)定期组织分析总结会,优化、固化好的措施及方法,协调存在问题的处理、推进及按照PDCA闭环跟踪、验证情况。
3.2 制定工程机械用钢生产质量手册
1)明确团队成员及相关职责。2)对99家重点终端工程机械用户信息进行全部梳理分类,包括用户名称、月平均使用量、用途、加工工艺流程、具体质量要求、历史质量问题等。3)对所有过程质量管控标准、要求进行规范和明确,对于较难的检验项目,例如波浪弯、水波纹等制定可视化的检验标准。4)根据现场实际过程质量控制情况、客户反馈情况、总结优化情况等,对工程机械用钢生产质量手册进行不断优化完善。
3.3 质量、技术瓶颈问题专项攻关
1)质量、瓶颈问题成立相关攻关小组,制定质量攻关提升方案管理办法。2)项目组、攻关组按要求定期组织召开总结提升分析会,制定不同阶段重点工作目标及措施。3)以表面质量提升攻关为例,一方面优化改进除鳞系统,不断摸索优化高表面钢成分设计、轧钢轧制工艺。成分设计方面通过专用坯料减硅设计,减少2FeO·SiO2(铁橄榄石)对FeO的钉扎作用,减少除鳞过程氧化铁皮残留及氧化铁压入,采用空冷或弱控冷,减少冷却水对钢板表面及内应力的影响;轧钢工艺方面通过超低温加热工艺的开发,研究掌握不同钢种及规格轧制温度对氧化铁皮厚度等的影响规律,在保障性能及轧制板形的情况下摸索制定出最优于钢板表面质量提升的轧制工艺。综合设备精度保障、成分设计及轧钢工艺优化等措施,工程机械用钢表面质量提升明显,综合合格率提高约5%。另一方面,主要通过改善水质提升表面美观度。研究表明,水质特别是水中的氯离子对钢板表面美观度、锈蚀等具有较大影响。通过补充新水改善水质,水中氯离子由前期的180 mg/L稳定控制在目前100 mg/L左右。
3.4 客户个性化需求分级管理、系统管控
随着客户不断开发,技术协议数量与牌号也相应增多,客户间的个性化需求也不相同。在排产、轧钢、表检、物流等环节无法通过技术协议牌号识别所有高表面要求的客户,对工程机械用钢的生产协调和质量提升造成很大的影响。针对工程机械用钢客户个性化需求繁多的问题,实施质量分级、柔性化管理,为客户质量需求定制化,在满足客户使用质量要求的前提下为客户降低成本,达成双赢。具体分级、系统管控流程如图1所示。
1)结合不同客户的产品特征、市场及战略发展定位,对客户个性化的质量要求进行总结归类,对技术协议进行G1、G2、G3的质量分等级管理,客户根据自己实际质量需求进行直接选择。2)质量设计阶段确认是否为工程机械用钢订单,若是,则需选择具体质量等级,后续质量计划及工艺路线、过程质量控制要求则全部按工程机械具体生产要求执行。3)三级系统增加工程机械用钢对余坯替代、余材替代、头尾坯轧制进行管控。4)质量信息传递通过系统及专用牌号、专用标识等进行各岗位全流程传递。
3.5 精品物流项目推进实施
1)将部分仓库打造成精品物流示范库,对示范库部分行车进行改造,增加垫木、靠桩及吊钩装卸,满足需要精品物流的客户需求。2)对所有客户流向制定流向编码表,具体流向代码在钢板表喷、侧喷进行加喷,生产厂及物流根据代码进行区分入库码堆。
3.6 用户服务提升管理
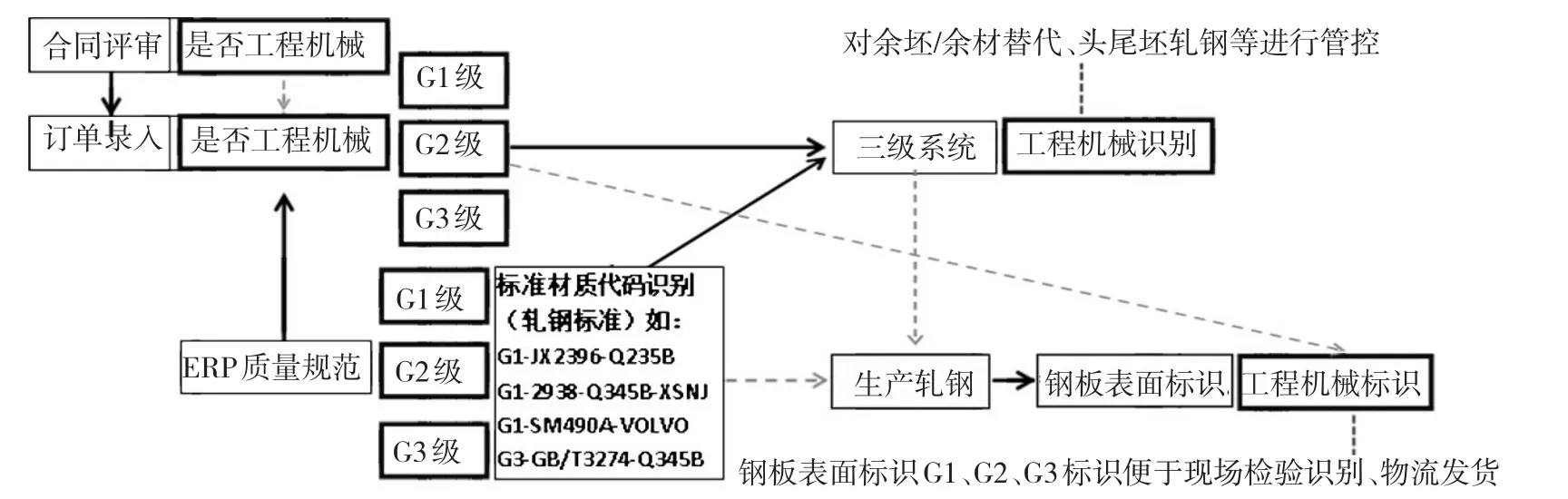
图1 工程机械用钢分级、系统管控流程
通过建立重点用户微信服务群、驻厂及长效沟通交流等方式,以满足客户个性化的需求,帮助客户解决问题,以为客户创造价值为目标建立服务机制,在产品价值的基础上突出体现服务价值。用户服务提升,注重客户体验,客户服务内容丰富化、时间定期化、对接无缝化。1)对重点用户建立满意度提升服务群,与客户保持高效沟通,相关专业人员无缝对接。2)建立与重点用户定期互访交流机制,相互组织双方各专业技术的交流、培训,增强沟通效果及双方的进一步了解,增强互信及客户黏度。3)客户试制、体验订单按照“三新”订单质量管理流程落实用户调研、服务。4)与客户就其痛点及行业发展,对产品的需求共同制定研究攻关课题,共同发展、共同进步、互利共赢。基本在150元/t左右,其中高表面工程机械用钢较普通结构钢吨钢毛利高300元以上,工程机械用钢目前已成为板材事业部稳定的效益增长与支撑点。
4)通过工程机械用钢质量管理模式的成功运用,推进了现场整体质量的管控与提升,其他重点项目或订单推广此质量管控模式进行质量管理,重点项目订单供货质量得到有效保障。
4 实施效果
1)高表面工程机械用钢综合合格率由2017年的90%提升到目前97%以上,提升约7个百分点。
2)国内外重点、知名工程机械用户均实现大批量稳定供货,各工程机械用户满意度不断提升,2018年工程机械订单量较2017年增幅超过110%。
3)工程机械用钢平均毛利较普通结构钢差价
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
昆明医科大学学报(2022年2期)2022-03-29
商品与质量(2021年43期)2022-01-18
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年9期)2021-07-16
表面工程与再制造(2019年1期)2019-12-04
中国外汇(2019年22期)2019-05-21
汽车观察(2018年9期)2018-10-23
制造业自动化(2017年2期)2017-03-20
中国医疗美容(2015年1期)2015-07-12
