一种耐高温高压容器松衬结构
2020-06-30 02:53陆惠龙
石油和化工设备 2020年6期
陆惠龙
(江苏永大化工设备有限公司, 江苏 泰州 225321)
化工生产具有高温、高压、强腐蚀性的特点。为满足抗腐蚀的需要,降低投资成本,保证化工生产的连续性、安全性,通常采用碳钢作为化工压力容器的承压壳体,与介质接触的内衬里部分则采用抗腐蚀强的材料如不锈钢等,以满足耐腐蚀的要求。
目前,为解决此问题,一般采用复合钢板进行设计和制造。但对小直径设备、修理设备及特殊结构零部件(如法兰等),无法进行复合板订货或订货价格较高,采用堆焊成本也很高,这类抗腐蚀介质的压力容器等设备一般采用不锈钢松衬里结构。因此,针对各种类型的不锈钢松衬与压力容器承压壳体的质量控制尤为重要。对于特殊结构零部件(如人孔法兰、人孔盖等),往往采用松衬里结构,其制造方法采用局部贴衬,对法兰盖类贴衬均采用局部钻孔塞焊和周边密封焊并开检漏孔的办法解决。
松衬不锈钢设备在高温使用中,由于碳钢与不锈钢的膨胀率不同,不锈钢相对碳钢伸长,需要考虑温度升高后的应力及失稳问题以及降温过程中,因此产生的内应力问题。实际使用过程中,经常发生塞焊焊缝被破坏,如图1。如果碳钢与不锈钢衬层间存在空气,将会因升降温过程,衬层有可能处于受外压状态而产生失稳破坏如图2。
如图1所示的一台E-2901混氢油/二反产物换热器。

图1 塞焊焊缝被破坏

图2 失稳
1 不锈钢衬里受力分析
为解决不锈钢衬里失效问题,首先要对使用情况作一分析。松衬结构必然存在空气间隙。在高温高压介质下,该间隙缩小并可能产生压应力。若该间隙无排气孔,则气腔可根据p1v1/t1=p2v2/t2计算出实际压力。而容器在极端情况下,快速排空亦会造成瞬时真空状态。假设设备以350℃运行,则极端情况下承受外压约在0.2MPa。由于内衬层厚度与筒体相差较大,首先假设内衬层四周焊缝为刚性固定。则按照GB150,可计算出内衬厚度。该厚度一般大于标准衬层标准厚度,可以通过减小筒体计算厚度来达到满足极端工况。
对于大直径复合板内筒体局部破坏,可以按受局部外压的短圆筒公式计算[1]:
根据GB150-2011[2],设备圆筒工作时的应力:

假设衬里板材规格为A×B(见图3),则受力面积S=A×B。衬里受到的力F=σt×S,即σt=F/S。当σt≤[σt]时,则衬里不被破坏。

图3
式中σt指壳体与衬里层之间的剪切应力,[σt]指熔合金属抗剪切许用应力。工程上常采用焊缝金属的许用应力乘以系数K。对于碳钢、低合金钢,K取0.3~0.5。S=所有焊缝连接面积。根据焊接坡口尺寸等可以推算出需要的焊缝长度。在此,焊缝总长度除了四周连接焊缝,还可以在衬板中间增加焊缝,在一个纵环缝框内中心加十字焊缝等来解决。同样的,整圈衬板也需按此计算出需要的焊缝面积进行塞焊或开缝焊。
对于法兰盖衬板的情况,实际使用情况中,衬板周边是刚性固定状态,一般参照GB/150法兰计算,也可以改用整圈环形焊缝代替塞焊缝。环形焊缝可视作为刚性固定,缩短真空下的计算长度或当量直径,通过把计算的当量直径减小从而减小所需要的衬里厚度,提高耐真空效果,使其具有耐高温、耐腐蚀的功能。
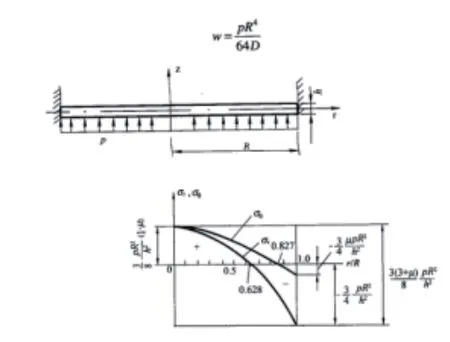
图4
在一定焊缝间距范围内,采用加厚衬板厚度,提高屈服极限,减小当量长度,如图5。

图5
2 制造
(1)从焊接结构强度看,衬层一般采用塞焊结构。从焊接结构上看,塞焊长时间在一个点焊接,容易产生过热等缺陷。塞焊位置是一个垂直的孔,容易产生夹渣、未焊透等缺陷。从强度看,一个塞焊点的焊缝一般相当于塞焊孔圆周长,与基材的连接强度并不大。参考JB/TQ267-81的规定如表1:

表1
由表1可见,有相当多的塞焊孔,将很难保证质量。
若改用开纵环焊缝焊接,则有很多优点:由于要与母材焊接,有间隙比较大,可保证两侧强度相同。相当于带衬垫的焊缝,焊接质量高,很容易满足探伤要求。且纵环缝由于长度比较大,很容易满足JB/TQ267-81采用塞焊所要求的连接强度。焊接采用过渡层焊条+盖面层焊条结合,可以保证焊缝质量。
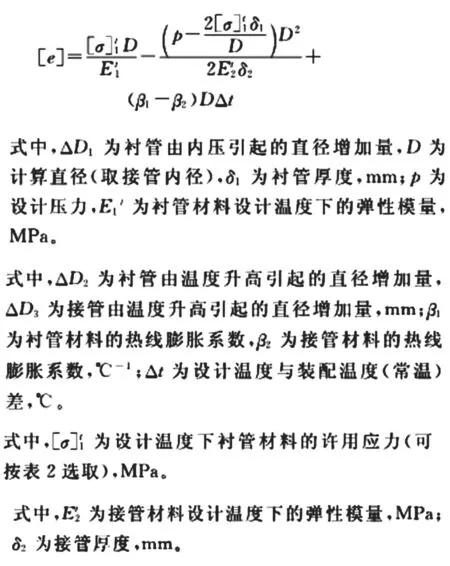
衬筒与本体间隙,JB/TQ267-81规定塞焊孔或拼焊边缘与壳体间间隙不大于0.3mm。文献5得出衬管与接管间的允许间隙公式:
(3)衬板四周开裂是经常出现的问题,源于四周焊缝均为角焊缝,强度比衬板要低。要增强该处强度,必须增加角焊缝焊脚高度达到或高于衬板厚度。
3 小结
不锈钢松衬结构由于制造或设计的原因,会造成不同程度的失效。对各种不同的失效情况,可以采用不同的解决办法:
(1)对于不开信号孔或信号孔容易堵塞的情况,根据外压容器计算衬里厚度时需要根据气体热膨胀定律调整设计压力。
(2)对于局部外压,需要根据局部外压情况进行计算,并考虑受力情况增加局部塞焊或缝焊。
(3)对于法兰盖衬板情况,按GB/150直接计算;对大直径情况,可以增加加强筋或缝焊来提高耐热耐压性能。
(4)在制造工艺上,以缝焊代替塞焊,可以提高焊接质量。
(5)松衬里与筒体的间隙,控制在变形率0.4%。
(6)四周角焊缝必须提高焊脚高度,以保证焊缝强度。
猜你喜欢
建筑与预算(2022年10期)2022-11-08
矿山机械(2022年8期)2022-09-01
趣味(数学)(2022年3期)2022-06-02
矿产与地质(2021年5期)2022-01-20
一重技术(2021年5期)2022-01-18
耐火材料(2021年6期)2021-12-17
矿山机械(2021年11期)2021-11-19
小哥白尼(军事科学)(2021年12期)2021-03-29
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22